Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 320C and 325C Excavators Hydraulic System - Attachment System, Ombined Function, Auxiliary Pump, Joystick With Slide ControlDocument2 pages320C and 325C Excavators Hydraulic System - Attachment System, Ombined Function, Auxiliary Pump, Joystick With Slide ControlЕвгений Абрамов100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Anti Surge ControlDocument33 pagesAnti Surge Controlgopinath87100% (1)
- Drying & Cleanning SpecificationDocument5 pagesDrying & Cleanning SpecificationAnant Rubade100% (1)
- Diamec U6 Spare PartDocument3 pagesDiamec U6 Spare PartJairo Boechat JuniorPas encore d'évaluation
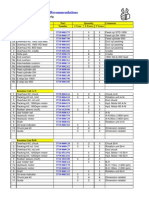
- Kerui Equipment Group Inventory ListDocument39 pagesKerui Equipment Group Inventory Listgradisco36100% (2)
- Selection of Flow MeterDocument63 pagesSelection of Flow MeterAnonymous wIPMQ5rh50% (2)
- Hydraulic Pumps & MotorsDocument54 pagesHydraulic Pumps & MotorsWagih AhmedPas encore d'évaluation
- Water Hammer ReportDocument16 pagesWater Hammer Reportahemdmohi88% (8)
- Purpose:: Subject Safe Handling of Tubular's Reference: TUB07 Page No: 1 of 2Document3 pagesPurpose:: Subject Safe Handling of Tubular's Reference: TUB07 Page No: 1 of 2Dian SikumbangPas encore d'évaluation
- Perhitungan Sifat Fisik GasDocument9 pagesPerhitungan Sifat Fisik GasDian Sikumbang100% (1)
- BOP02 - Nippling Up BOPDocument2 pagesBOP02 - Nippling Up BOPDian SikumbangPas encore d'évaluation
- Digest of Rheological Equations: Dominique GuillotDocument8 pagesDigest of Rheological Equations: Dominique GuillotDian SikumbangPas encore d'évaluation
- Multhiphase Pumps For Minas LOSF PDFDocument10 pagesMulthiphase Pumps For Minas LOSF PDFDian SikumbangPas encore d'évaluation
- 453-Racking Back KellyDocument3 pages453-Racking Back KellyDian SikumbangPas encore d'évaluation
- BOP03 - Nipple Down BOP & RiserDocument4 pagesBOP03 - Nipple Down BOP & RiserDian SikumbangPas encore d'évaluation
- BOP01 - Nipple Up Xmas TreeDocument3 pagesBOP01 - Nipple Up Xmas TreeDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ29 - Pick Up & Fit Spiders To Xmas Tree BaseDocument2 pagesADQ29 - Pick Up & Fit Spiders To Xmas Tree BaseDian SikumbangPas encore d'évaluation
- ADQ31-Removing Schlumberger SheaveDocument2 pagesADQ31-Removing Schlumberger SheaveDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ23-High Pressure TestingDocument1 pageADQ23-High Pressure TestingDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ26-Change Out Draw Works MotorDocument3 pagesADQ26-Change Out Draw Works MotorDian SikumbangPas encore d'évaluation
- ADQ16-Making Up RTTS & Storm ValveDocument1 pageADQ16-Making Up RTTS & Storm ValveDian SikumbangPas encore d'évaluation
- ADQ18-Rig Up and Run Chemical CutterDocument2 pagesADQ18-Rig Up and Run Chemical CutterDian SikumbangPas encore d'évaluation
- ADQ-21 Install Stand - Pipe ExtentionDocument1 pageADQ-21 Install Stand - Pipe ExtentionDian SikumbangPas encore d'évaluation
- ADQ17-Laying Down KellyDocument2 pagesADQ17-Laying Down KellyDian SikumbangPas encore d'évaluation
- ADQ13-Open Hole Logging (Sisemic Survey)Document2 pagesADQ13-Open Hole Logging (Sisemic Survey)Dian SikumbangPas encore d'évaluation
- ADQ12-Run String Shot - BackoffDocument2 pagesADQ12-Run String Shot - BackoffDian SikumbangPas encore d'évaluation
- ADQ14-Pull Plug FString W-HangerDocument2 pagesADQ14-Pull Plug FString W-HangerDian SikumbangPas encore d'évaluation
- Vico Indonesia: Job Safety AnalysisDocument3 pagesVico Indonesia: Job Safety AnalysisDian SikumbangPas encore d'évaluation
- ADQ11-Displace Tubing Fluid With DieselDocument1 pageADQ11-Displace Tubing Fluid With DieselDian SikumbangPas encore d'évaluation
- New QSK38, 50, and 60 Marine Sea Water Pump OptionDocument3 pagesNew QSK38, 50, and 60 Marine Sea Water Pump OptionmarcoPas encore d'évaluation
- Pneumatic PosisionerDocument10 pagesPneumatic Posisionerwong_arifPas encore d'évaluation
- Steam Turbine Fundamentals and DesignDocument19 pagesSteam Turbine Fundamentals and DesignArumugam RPas encore d'évaluation
- Aquacraft RateDocument2 pagesAquacraft RateT JPas encore d'évaluation
- Flui Pro Ball Valve Spec SheetDocument1 pageFlui Pro Ball Valve Spec SheetismaeljcoorpPas encore d'évaluation
- Bite Type FittingsDocument68 pagesBite Type FittingsДмитрий РыбаковPas encore d'évaluation
- Hot Water Storage Tank 2500L - HorizontalDocument1 pageHot Water Storage Tank 2500L - HorizontalZal RizalPas encore d'évaluation
- Flow Monitoring System Sure-Aire - GreenheckDocument4 pagesFlow Monitoring System Sure-Aire - GreenheckAliPas encore d'évaluation
- Kadanwari Produced Water System AnalysisDocument15 pagesKadanwari Produced Water System AnalysisBurhan AyubPas encore d'évaluation
- A319/A320/A321 Technical Training Manual General Familiarization Course 29 Hydraulic PowerDocument38 pagesA319/A320/A321 Technical Training Manual General Familiarization Course 29 Hydraulic PowerAnas AbandehPas encore d'évaluation
- Marine Boilers & Steam Engineering (Supple) Dec 2015Document1 pageMarine Boilers & Steam Engineering (Supple) Dec 2015Muhammed SabeehPas encore d'évaluation
- Um12pd1 Miscellaneous PartsDocument2 pagesUm12pd1 Miscellaneous PartsBurik8Pas encore d'évaluation
- 02 - AFT - Know Your Pump & System Curves - Part 2ADocument8 pages02 - AFT - Know Your Pump & System Curves - Part 2AAlfonso José García LagunaPas encore d'évaluation
- Chapter - 3 - Hydraulic TurbinesDocument78 pagesChapter - 3 - Hydraulic TurbinesLauria LavdaPas encore d'évaluation
- Turbomachinery (ME-209) : Dr. Sumit Kumar Singh Guest Faculty, Mechanical Engineering Department Tezpur UniversityDocument28 pagesTurbomachinery (ME-209) : Dr. Sumit Kumar Singh Guest Faculty, Mechanical Engineering Department Tezpur UniversityR HPas encore d'évaluation
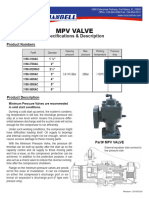
- Hanbell MPV Valve Spec SheetDocument1 pageHanbell MPV Valve Spec SheetDũng LêPas encore d'évaluation
- Walworth Check ValvesDocument24 pagesWalworth Check ValvesFahad RockingPas encore d'évaluation
- Selecting Centrifugal Slurry Pump BasedDocument6 pagesSelecting Centrifugal Slurry Pump BasedRodrigo GarcíaPas encore d'évaluation
- Tecnico Mvd-V5x Cl23300-307 enDocument105 pagesTecnico Mvd-V5x Cl23300-307 enmquaiottiPas encore d'évaluation
- Power Plant Lecture Notes - CHAPTER-3 STEAM GENERATOR: October 2014Document46 pagesPower Plant Lecture Notes - CHAPTER-3 STEAM GENERATOR: October 2014Kimeli KiptanuiPas encore d'évaluation
- Department of Mechanical EngineeringDocument3 pagesDepartment of Mechanical EngineeringMansoob BukhariPas encore d'évaluation
- Improved Performance Model of Turbocharger Centrifugal CompressorDocument7 pagesImproved Performance Model of Turbocharger Centrifugal CompressorjswxiePas encore d'évaluation