Vous aimerez peut-être aussi
- Secrets of Tattooing: A Guide to RediscoveryD'EverandSecrets of Tattooing: A Guide to RediscoveryÉvaluation : 5 sur 5 étoiles5/5 (1)
- Design of Rivet JointDocument34 pagesDesign of Rivet JointDarsHan MoHanPas encore d'évaluation
- Design of Reinforced Concrete Structures Prof. Nirjhar Dhang Department of Civil Engineering Indian Institute of Technology, KharagpurDocument24 pagesDesign of Reinforced Concrete Structures Prof. Nirjhar Dhang Department of Civil Engineering Indian Institute of Technology, KharagpurAnisha SamPas encore d'évaluation
- The Theory and Practice of Using A Sine Bar, Version 2: by R. G. SparberDocument10 pagesThe Theory and Practice of Using A Sine Bar, Version 2: by R. G. SparberSyam SinghPas encore d'évaluation
- Lec26 - Design of Gusset PlateDocument13 pagesLec26 - Design of Gusset PlateOmisawantPas encore d'évaluation
- Lec 31Document10 pagesLec 31Piyush KumarPas encore d'évaluation
- Indian Institute of Technology, Kharagpur. Lecture-44. Design of Column Splice Due To ShearDocument14 pagesIndian Institute of Technology, Kharagpur. Lecture-44. Design of Column Splice Due To ShearRoshan PalikhePas encore d'évaluation
- LSM 9Document2 pagesLSM 9JithinRajPas encore d'évaluation
- ConnectionsDocument35 pagesConnectionsDarsHan MoHanPas encore d'évaluation
- Flow Turndown RatioDocument8 pagesFlow Turndown RatioDeborah MalanumPas encore d'évaluation
- Lec 9Document7 pagesLec 9Arti TyagiPas encore d'évaluation
- Indian Institute of Technology, Kharagpur. Lecture-42. Design of Batten Plates Using Weld ConnectionDocument11 pagesIndian Institute of Technology, Kharagpur. Lecture-42. Design of Batten Plates Using Weld ConnectionaswayPas encore d'évaluation
- Bmed236 Topic 5Document6 pagesBmed236 Topic 5Nunung KawaiPas encore d'évaluation
- Zilano Important Older DS Posts AbridgedDocument147 pagesZilano Important Older DS Posts Abridgedscolem26100% (1)
- PLL Basics ChaterjeeDocument16 pagesPLL Basics ChaterjeeSolleti Suresh4Pas encore d'évaluation
- Zilano Older Deleted Posts Don Smith Replication Jan 16, 2012Document232 pagesZilano Older Deleted Posts Don Smith Replication Jan 16, 2012abdlquadri100% (9)
- Lec 33Document12 pagesLec 33herber_28Pas encore d'évaluation
- Need Advice On Servicing Longines 23M Omega Forums 2Document1 pageNeed Advice On Servicing Longines 23M Omega Forums 2Radu CiurariuPas encore d'évaluation
- Modelling Soil Stiffness As Spring Support: Thread507-263600Document3 pagesModelling Soil Stiffness As Spring Support: Thread507-263600vatsalPas encore d'évaluation
- Lec 63Document12 pagesLec 63mdaashuPas encore d'évaluation
- Connecting Rod Bolt FailureDocument4 pagesConnecting Rod Bolt FailureSurendran Pattine YapanPas encore d'évaluation
- Zilano Important Older DS Posts AbridgedDocument147 pagesZilano Important Older DS Posts AbridgedMladen Muskinja100% (1)
- Diy If Cans For ValvesDocument7 pagesDiy If Cans For Valvesvduata20Pas encore d'évaluation
- Lec 5Document17 pagesLec 5Utkarsh VermaPas encore d'évaluation
- Lec20 PDFDocument12 pagesLec20 PDFEvodius RweyemamuPas encore d'évaluation
- Twist DrillDocument7 pagesTwist DrillMartinus Oda AdiPas encore d'évaluation
- Lec 7Document15 pagesLec 7Utkarsh VermaPas encore d'évaluation
- Press Brake Dies: Die SelectionDocument5 pagesPress Brake Dies: Die SelectionأبومحمدالزياتPas encore d'évaluation
- Draft CalculationDocument17 pagesDraft CalculationDyeing Dyeing100% (1)
- Nomenclature of The Hob's PartsDocument13 pagesNomenclature of The Hob's PartssilviolcPas encore d'évaluation
- Creekmore. Interview On TorqueDocument6 pagesCreekmore. Interview On TorqueYilinPas encore d'évaluation
- Common Gate Circuit PDFDocument15 pagesCommon Gate Circuit PDFVishnu KSPas encore d'évaluation
- Ultrasonic Inspection Angles On Curved Surfaces - Holloway NDT & Engineering PDFDocument11 pagesUltrasonic Inspection Angles On Curved Surfaces - Holloway NDT & Engineering PDFSASIPas encore d'évaluation
- Build A Dou Le Baz Ka Ante A: It's Called A "Double Bazooka"Document9 pagesBuild A Dou Le Baz Ka Ante A: It's Called A "Double Bazooka"etanPas encore d'évaluation
- Gear Box TheoryDocument10 pagesGear Box TheorysanjayawipPas encore d'évaluation
- LSM 7Document3 pagesLSM 7JithinRajPas encore d'évaluation
- Bourdon Tube DESIGNDocument6 pagesBourdon Tube DESIGNMourougapragash SubramanianPas encore d'évaluation
- Manufacturing ProcessDocument32 pagesManufacturing ProcessJeevan GPas encore d'évaluation
- ZilanoDocument147 pagesZilanoStere SterePas encore d'évaluation
- Decibels: HistoryDocument11 pagesDecibels: HistorydrsureliyaPas encore d'évaluation
- IT 12 - Lecture - 8Document5 pagesIT 12 - Lecture - 8Jayakumar MksjPas encore d'évaluation
- A Conduit Bending Guide On How To Bend An OffsetDocument6 pagesA Conduit Bending Guide On How To Bend An OffsetedgarPas encore d'évaluation
- Dog Leg SeverityDocument7 pagesDog Leg Severitymadonnite3781Pas encore d'évaluation
- Screw Thread CuttingDocument41 pagesScrew Thread CuttingRocio Mtz100% (2)
- Lec 3Document29 pagesLec 3kartheek77723Pas encore d'évaluation
- JOUR162 Document 8Document6 pagesJOUR162 Document 8Bambi DragonPas encore d'évaluation
- Fluid Machines. Mr. Sayan Das. Teaching Assistant. Department of Mechanical Engineering. Indian Institute of Technology Kharagpur. Tutorial-7Document10 pagesFluid Machines. Mr. Sayan Das. Teaching Assistant. Department of Mechanical Engineering. Indian Institute of Technology Kharagpur. Tutorial-7Anonymous 2BJgxbxJPas encore d'évaluation
- Calculated Coil TurnsDocument7 pagesCalculated Coil TurnsAbPas encore d'évaluation
- Depth of Cut Control: Fixed Cutter Bit Design ManualDocument20 pagesDepth of Cut Control: Fixed Cutter Bit Design ManualfarisPas encore d'évaluation
- CSC256 Answer 2Document8 pagesCSC256 Answer 2Deculawan Angel Faith N.Pas encore d'évaluation
- A Close Look at Single Point ThreadingDocument30 pagesA Close Look at Single Point ThreadingkokiskoPas encore d'évaluation
- RFIC LNA 2 NPTEL S. ChatterjeeDocument14 pagesRFIC LNA 2 NPTEL S. ChatterjeePraful KabadiPas encore d'évaluation
- Lec 22Document15 pagesLec 22RajanSharmaPas encore d'évaluation
- Troubleshooting Electronic Components With The PET BloodhoundD'EverandTroubleshooting Electronic Components With The PET BloodhoundPas encore d'évaluation
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingD'EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingPas encore d'évaluation
- SMD Electrolysis PDFDocument1 pageSMD Electrolysis PDFkokiskoPas encore d'évaluation
- Ball Turner Prints PDFDocument10 pagesBall Turner Prints PDFkokiskoPas encore d'évaluation
- A Method of Dividing The Circumference of A CircleDocument3 pagesA Method of Dividing The Circumference of A CirclekokiskoPas encore d'évaluation
- Ball Turner PrintsDocument10 pagesBall Turner PrintskokiskoPas encore d'évaluation
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- WO9010337 Magnetic MotorDocument23 pagesWO9010337 Magnetic MotorAndras KondratPas encore d'évaluation
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsPas encore d'évaluation
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandPas encore d'évaluation
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisDocument21 pagesAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqPas encore d'évaluation
- UFODocument2 pagesUFOkokiskoPas encore d'évaluation
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandPas encore d'évaluation
- 1769 Compound Rest AssyDocument1 page1769 Compound Rest AssykokiskoPas encore d'évaluation
- Mysteries of The Unknown - The UFO PhenomenonDocument162 pagesMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- GAA Bortone June02Document2 pagesGAA Bortone June02kokiskoPas encore d'évaluation
- Evading Thermal Imaging and Radar Detection-1Document8 pagesEvading Thermal Imaging and Radar Detection-1kokiskoPas encore d'évaluation
- Ralph Patterson Speed Reducer 2Document27 pagesRalph Patterson Speed Reducer 2kokiskoPas encore d'évaluation
- RB 7x12 Minilathe BedwaysDocument2 pagesRB 7x12 Minilathe BedwayskokiskoPas encore d'évaluation
- Morse Taper Dimensions and Drill Chuck ArborsDocument4 pagesMorse Taper Dimensions and Drill Chuck ArborskokiskoPas encore d'évaluation
- Drive TroubleshootingDocument9 pagesDrive TroubleshootingkokiskoPas encore d'évaluation
- Spindle, 7x10, 12 Mini LatheDocument1 pageSpindle, 7x10, 12 Mini LatheramaaramaaPas encore d'évaluation
- Cross Slide Nut ModificationDocument3 pagesCross Slide Nut ModificationkokiskoPas encore d'évaluation
- How To Make Economical BateryDocument85 pagesHow To Make Economical BaterykokiskoPas encore d'évaluation
- Ball Turning Toolpost - Complete PDFDocument5 pagesBall Turning Toolpost - Complete PDFRamanujam O SPas encore d'évaluation
- Rollies Dads MethodDocument4 pagesRollies Dads Methodctin12Pas encore d'évaluation
- Change Gears Charts For Metric Threading On The 7x MiniDocument2 pagesChange Gears Charts For Metric Threading On The 7x MinikokiskoPas encore d'évaluation
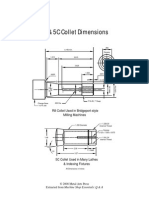
- r8 5c Collet DimensionsDocument2 pagesr8 5c Collet Dimensionskokisko100% (1)
- Drilling SpeedsDocument3 pagesDrilling SpeedskokiskoPas encore d'évaluation
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Document9 pagesPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoPas encore d'évaluation
- Why Worldview - OutlineDocument3 pagesWhy Worldview - OutlineDavePas encore d'évaluation
- Cold Calls Excerpt by Charles BenoitDocument25 pagesCold Calls Excerpt by Charles BenoitHoughton Mifflin HarcourtPas encore d'évaluation
- Contact ListDocument3 pagesContact Listapi-468161460Pas encore d'évaluation
- Problems and Answer Key: - 1 (A) 70 (B) 97 (C) 127 (D) 159 (E) 729 2Document9 pagesProblems and Answer Key: - 1 (A) 70 (B) 97 (C) 127 (D) 159 (E) 729 2alice24134Pas encore d'évaluation
- Classical Vs KeynisianDocument8 pagesClassical Vs KeynisianRinky BhattacharyaPas encore d'évaluation
- Jurnal Review Manajemen ResikoDocument31 pagesJurnal Review Manajemen ResikoAdityaP.NugrahaPas encore d'évaluation
- A Project Report OnDocument27 pagesA Project Report OnSAITEJA ANUGULAPas encore d'évaluation
- Notes-Indolence of The Filipino PeopleDocument3 pagesNotes-Indolence of The Filipino PeopleKayes MPas encore d'évaluation
- Journal of The Neurological Sciences: SciencedirectDocument12 pagesJournal of The Neurological Sciences: SciencedirectBotez MartaPas encore d'évaluation
- DECLAMATIONDocument19 pagesDECLAMATIONJohn Carlos Wee67% (3)
- Rodriguez v. TorenoDocument2 pagesRodriguez v. TorenoJerry CanePas encore d'évaluation
- How Order Management Help E-Commerce Increase Performance During The Pandemic PeriodDocument4 pagesHow Order Management Help E-Commerce Increase Performance During The Pandemic PeriodInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- An Appraisal of The Impact of Holy Spirit in The Life of BelieversDocument8 pagesAn Appraisal of The Impact of Holy Spirit in The Life of BelieversAnonymous ftifJFgbPas encore d'évaluation
- A Fresh Look at Scriptural Baptism - BynumDocument6 pagesA Fresh Look at Scriptural Baptism - Bynumaurelomnou2812Pas encore d'évaluation
- Survey of Dealers and Subdealers of Kajaria Vitrified Tiles To Know The Market Trend and Potential in Ghaziabad and NoidaDocument13 pagesSurvey of Dealers and Subdealers of Kajaria Vitrified Tiles To Know The Market Trend and Potential in Ghaziabad and Noidajdjeet4100% (1)
- Rectification of Errors - QuestionsDocument6 pagesRectification of Errors - QuestionsBhargav RavalPas encore d'évaluation
- Volt Am Metric Determination of Ascorbic Acid in Vitamin C SupplementsDocument2 pagesVolt Am Metric Determination of Ascorbic Acid in Vitamin C SupplementshebiePas encore d'évaluation
- Scanner Hardware Stopped Scan - Replace Collimator CAM (A - B) Motor and Coupling AssemblyDocument5 pagesScanner Hardware Stopped Scan - Replace Collimator CAM (A - B) Motor and Coupling AssemblyLuis BattaPas encore d'évaluation
- Abnormal or Exceptional Mental Health Literacy For Child and Youth Care Canadian 1St Edition Gural Test Bank Full Chapter PDFDocument20 pagesAbnormal or Exceptional Mental Health Literacy For Child and Youth Care Canadian 1St Edition Gural Test Bank Full Chapter PDFdustin.washington425100% (21)
- Table of Contents COPY 1 2Document15 pagesTable of Contents COPY 1 2Keann Nicole SearesPas encore d'évaluation
- I Semester Financial Accounting - Bpz1A: Theory 15 Problems 60Document28 pagesI Semester Financial Accounting - Bpz1A: Theory 15 Problems 60Blaze MysticPas encore d'évaluation
- Analyses For Multi-Site Experiments Using Augmented Designs: Hij HijDocument2 pagesAnalyses For Multi-Site Experiments Using Augmented Designs: Hij HijMustakiMipa RegresiPas encore d'évaluation
- Thermal Conductivity and Heat Transfer in Coal SlagDocument17 pagesThermal Conductivity and Heat Transfer in Coal SlagBun YaminPas encore d'évaluation
- Jury Assessment FormDocument2 pagesJury Assessment FormMatias CAPas encore d'évaluation
- Behavioral Pattern - FinalDocument6 pagesBehavioral Pattern - FinalSaileneGuemoDellosaPas encore d'évaluation
- Chapter 4 - Modes of ExtinguishmentDocument19 pagesChapter 4 - Modes of ExtinguishmentcartyeolPas encore d'évaluation
- Extreme Sports TestDocument3 pagesExtreme Sports TesttrigtrigPas encore d'évaluation
- QM PB 4 2Document23 pagesQM PB 4 2mariiaPas encore d'évaluation
- Visual Development Milestones and Visual Acuity Assessment in ChildrenDocument2 pagesVisual Development Milestones and Visual Acuity Assessment in ChildrenNikhil Maha DevanPas encore d'évaluation
- EDEL453 Spring2013 MelanieHADJES Unit 4 Economic Day1Document6 pagesEDEL453 Spring2013 MelanieHADJES Unit 4 Economic Day1Melanie HadjesPas encore d'évaluation