Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Breather Valve CalcDocument12 pagesBreather Valve CalczamijakaPas encore d'évaluation
- Oil Water Separator SizingDocument6 pagesOil Water Separator Sizingzamijaka100% (2)
- Grindability TestDocument8 pagesGrindability TestaghilifPas encore d'évaluation
- Aspen OLI Standard Getting Started 2006 PDFDocument93 pagesAspen OLI Standard Getting Started 2006 PDFzamijakaPas encore d'évaluation
- Hemical Ngineering Inetics: Based On CHEM - ENG 408 at Northwestern UniversityDocument49 pagesHemical Ngineering Inetics: Based On CHEM - ENG 408 at Northwestern UniversityzamijakaPas encore d'évaluation
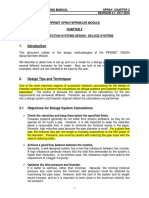
- Spray Chapter2 PDFDocument45 pagesSpray Chapter2 PDFzamijakaPas encore d'évaluation
- AfterCooler Seperators Drains PDFDocument11 pagesAfterCooler Seperators Drains PDFzamijakaPas encore d'évaluation
- Design Aeration1Document64 pagesDesign Aeration1zamijakaPas encore d'évaluation
- Activated Sludge: January 2016 7-1 Design Criteria Ch. 7Document17 pagesActivated Sludge: January 2016 7-1 Design Criteria Ch. 7zamijakaPas encore d'évaluation
- MAE 4230/5230: Introduction To CFD: Rajesh BhaskaranDocument26 pagesMAE 4230/5230: Introduction To CFD: Rajesh BhaskaranzamijakaPas encore d'évaluation
- HAC MAterialDocument123 pagesHAC MAterialzamijaka100% (2)
- L.Y.M. Gicquel and O. VermorelDocument8 pagesL.Y.M. Gicquel and O. VermorelzamijakaPas encore d'évaluation
- PSMDocument62 pagesPSMzamijakaPas encore d'évaluation
- Properties of Hazardous MixturesDocument63 pagesProperties of Hazardous MixtureszamijakaPas encore d'évaluation
- GeneratorDocument25 pagesGeneratorzamijakaPas encore d'évaluation
- Lubricant Properties CalculatorDocument14 pagesLubricant Properties CalculatorzamijakaPas encore d'évaluation
- Apag 20190422Document21 pagesApag 20190422Ghasem BashiriPas encore d'évaluation
- Kajian Ekonomi WoodpelletDocument18 pagesKajian Ekonomi WoodpelletmyrudykuPas encore d'évaluation
- Ce Me Chem MCQS Fuels22Document4 pagesCe Me Chem MCQS Fuels22JayPas encore d'évaluation
- EIA923 Schedules 2 3 4 5 M 12 2016 Early ReleaseDocument31 pagesEIA923 Schedules 2 3 4 5 M 12 2016 Early ReleaseMaria Saucedo SanchezPas encore d'évaluation
- Basic Coal InformationDocument23 pagesBasic Coal InformationHazem DiabPas encore d'évaluation
- CBSE Class 8 Science WorksheetDocument2 pagesCBSE Class 8 Science Worksheetsana100% (1)
- NON-EDIBLE OIL (Karanja) IndiaDocument22 pagesNON-EDIBLE OIL (Karanja) IndiaVaibhav MoonPas encore d'évaluation
- Chapter 4 Fuels and CombustionDocument72 pagesChapter 4 Fuels and CombustionKaran ThelakkatPas encore d'évaluation
- Fuel Properties TablesDocument11 pagesFuel Properties TablesSaravanapriya KarthikPas encore d'évaluation
- Octane and Cetane RatingDocument13 pagesOctane and Cetane RatingekyroskianaPas encore d'évaluation
- LibyaDocument10 pagesLibyamansoor hussainPas encore d'évaluation
- Tank Cleaning Guide BP 2004Document1 pageTank Cleaning Guide BP 2004mabrouk2013Pas encore d'évaluation
- Gdi Engine Vs Port Injection Engine: Name: Nguyen Quang Anh ID: 20183186 Class: FL1-06Document3 pagesGdi Engine Vs Port Injection Engine: Name: Nguyen Quang Anh ID: 20183186 Class: FL1-06quanganh100% (1)
- Xteer Offer 3q 2015Document2 pagesXteer Offer 3q 2015api-199203074Pas encore d'évaluation
- Niklas Schmitz, Jakob Burger, Eckhard Ströfer, Hans Hasse: Full Length ArticleDocument3 pagesNiklas Schmitz, Jakob Burger, Eckhard Ströfer, Hans Hasse: Full Length ArticleAndre SyahputraPas encore d'évaluation
- WurzelDocument45 pagesWurzelCarmen Huaniquina TerrazasPas encore d'évaluation
- Common Rail PengabdianDocument77 pagesCommon Rail PengabdianRio SetiadiPas encore d'évaluation
- Fuel SystemDocument20 pagesFuel SystemNem AwidPas encore d'évaluation
- Apag 20240319Document33 pagesApag 20240319Евгений КондратенкоPas encore d'évaluation
- Calculated Cetane Index of Distillate Fuels: Standard Test Method ForDocument3 pagesCalculated Cetane Index of Distillate Fuels: Standard Test Method ForShaker QaidiPas encore d'évaluation
- Glisic Sandra Abstract No.1Document1 pageGlisic Sandra Abstract No.1Malena MalaPas encore d'évaluation
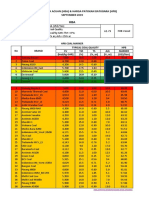
- Harga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) September 2019Document8 pagesHarga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) September 2019Adnan NstPas encore d'évaluation
- BrochureDocument4 pagesBrochureMahesh Kumar AgrawalPas encore d'évaluation
- Design & Fabrication of Shredding Cum Briquetting Machine: Major Project Report OnDocument35 pagesDesign & Fabrication of Shredding Cum Briquetting Machine: Major Project Report OnShubh Om SwamiPas encore d'évaluation
- Types of Gaseous FuelsDocument14 pagesTypes of Gaseous Fuelsnellai kumarPas encore d'évaluation
- Apag 20240325Document30 pagesApag 20240325elburkinyPas encore d'évaluation
- Project IOCL - Mass Balance SRU (Fixed ConverstionDocument8 pagesProject IOCL - Mass Balance SRU (Fixed ConverstionahmadmujeebPas encore d'évaluation
- Oil and GasDocument7 pagesOil and GasMARYPas encore d'évaluation