Vous aimerez peut-être aussi
- Concept Core MakingDocument5 pagesConcept Core MakingAshok KhannaPas encore d'évaluation
- Adv Tech Oxide MetallurgyDocument7 pagesAdv Tech Oxide MetallurgyAshok KhannaPas encore d'évaluation
- LED EtcDocument14 pagesLED EtcAshok KhannaPas encore d'évaluation
- 15 Tips To Reduce Nonferrous CostsDocument3 pages15 Tips To Reduce Nonferrous CostsAshok KhannaPas encore d'évaluation
- 15 Tips To Reduce Nonferrous CostsDocument3 pages15 Tips To Reduce Nonferrous CostsAshok KhannaPas encore d'évaluation
- Vib Fluidity Investment CastingDocument16 pagesVib Fluidity Investment CastingAshok KhannaPas encore d'évaluation
- How To Select A Machinig CentreDocument5 pagesHow To Select A Machinig CentreAshok KhannaPas encore d'évaluation
- Disa Match1Document8 pagesDisa Match1Ashok KhannaPas encore d'évaluation
- Effects Elements On Cast IronsDocument9 pagesEffects Elements On Cast IronsAshok KhannaPas encore d'évaluation
- Stainless SteelDocument89 pagesStainless Steelmarinom1Pas encore d'évaluation
- MC FCD500Document6 pagesMC FCD500Ashok KhannaPas encore d'évaluation
- Fewer Sand Inclusion Defects by CAE: Technical PaperDocument7 pagesFewer Sand Inclusion Defects by CAE: Technical PaperAshok KhannaPas encore d'évaluation
- Casting ModuleDocument113 pagesCasting ModuleAshok KhannaPas encore d'évaluation
- Fracture Analysis CSDocument5 pagesFracture Analysis CSAshok KhannaPas encore d'évaluation
- 305855no Bake HADocument9 pages305855no Bake HAAshok KhannaPas encore d'évaluation
- Coating ViscoDocument4 pagesCoating ViscoAshok KhannaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Ghaziabad Resume Amresh Kumar Upadhyay Desktop EngineerDocument2 pagesGhaziabad Resume Amresh Kumar Upadhyay Desktop EngineerRipunjay MishraPas encore d'évaluation
- FOCGB4 Utest VG 5ADocument1 pageFOCGB4 Utest VG 5Asimple footballPas encore d'évaluation
- National Family Welfare ProgramDocument24 pagesNational Family Welfare Programminnu100% (1)
- EE-LEC-6 - Air PollutionDocument52 pagesEE-LEC-6 - Air PollutionVijendraPas encore d'évaluation
- TITLE 28 United States Code Sec. 3002Document77 pagesTITLE 28 United States Code Sec. 3002Vincent J. Cataldi91% (11)
- What Blockchain Could Mean For MarketingDocument2 pagesWhat Blockchain Could Mean For MarketingRitika JhaPas encore d'évaluation
- Advanced VLSI Architecture Design For Emerging Digital SystemsDocument78 pagesAdvanced VLSI Architecture Design For Emerging Digital Systemsgangavinodc123Pas encore d'évaluation
- What Is Love? - Osho: Sat Sangha SalonDocument7 pagesWhat Is Love? - Osho: Sat Sangha SalonMichael VladislavPas encore d'évaluation
- Compro Russindo Group Tahun 2018 UpdateDocument44 pagesCompro Russindo Group Tahun 2018 UpdateElyza Farah FadhillahPas encore d'évaluation
- How To Use This Engine Repair Manual: General InformationDocument3 pagesHow To Use This Engine Repair Manual: General InformationHenry SilvaPas encore d'évaluation
- FPR 10 1.lectDocument638 pagesFPR 10 1.lectshishuPas encore d'évaluation
- Sigma Chi Foundation - 2016 Annual ReportDocument35 pagesSigma Chi Foundation - 2016 Annual ReportWes HoltsclawPas encore d'évaluation
- UNIT 2 - Belajar Bahasa Inggris Dari NolDocument10 pagesUNIT 2 - Belajar Bahasa Inggris Dari NolDyah Wahyu Mei Ima MahananiPas encore d'évaluation
- Tanroads KilimanjaroDocument10 pagesTanroads KilimanjaroElisha WankogerePas encore d'évaluation
- Business Law Module No. 2Document10 pagesBusiness Law Module No. 2Yolly DiazPas encore d'évaluation
- Strategies To Promote ConcordanceDocument4 pagesStrategies To Promote ConcordanceDem BertoPas encore d'évaluation
- Database Interview QuestionsDocument2 pagesDatabase Interview QuestionsshivaPas encore d'évaluation
- Communicative Competence: Noam ChomskyDocument2 pagesCommunicative Competence: Noam ChomskyKiara Denise SuarezPas encore d'évaluation
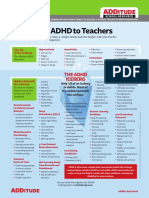
- Explaining ADHD To TeachersDocument1 pageExplaining ADHD To TeachersChris100% (2)
- College Wise Form Fillup Approved Status 2019Document4 pagesCollege Wise Form Fillup Approved Status 2019Dinesh PradhanPas encore d'évaluation
- Amway Health CareDocument7 pagesAmway Health CareChowduru Venkat Sasidhar SharmaPas encore d'évaluation
- Tata Hexa (2017-2019) Mileage (14 KML) - Hexa (2017-2019) Diesel Mileage - CarWaleDocument1 pageTata Hexa (2017-2019) Mileage (14 KML) - Hexa (2017-2019) Diesel Mileage - CarWaleMahajan VickyPas encore d'évaluation
- Get 1. Verb Gets, Getting Past Got Past Participle Got, GottenDocument2 pagesGet 1. Verb Gets, Getting Past Got Past Participle Got, GottenOlga KardashPas encore d'évaluation
- Phasin Ngamthanaphaisarn - Unit 3 - Final Assessment Literary EssayDocument4 pagesPhasin Ngamthanaphaisarn - Unit 3 - Final Assessment Literary Essayapi-428138727Pas encore d'évaluation
- Vegan Banana Bread Pancakes With Chocolate Chunks Recipe + VideoDocument33 pagesVegan Banana Bread Pancakes With Chocolate Chunks Recipe + VideoGiuliana FloresPas encore d'évaluation
- Joint School Safety Report - Final ReportDocument8 pagesJoint School Safety Report - Final ReportUSA TODAY NetworkPas encore d'évaluation
- All Forms of Gerunds and InfinitivesDocument4 pagesAll Forms of Gerunds and InfinitivesNagimaPas encore d'évaluation
- Leku Pilli V Anyama (Election Petition No 4 of 2021) 2021 UGHCEP 24 (8 October 2021)Document52 pagesLeku Pilli V Anyama (Election Petition No 4 of 2021) 2021 UGHCEP 24 (8 October 2021)Yokana MugabiPas encore d'évaluation
- Auto TraderDocument49 pagesAuto Tradermaddy_i5100% (1)
- Labov-DIFUSÃO - Resolving The Neogrammarian ControversyDocument43 pagesLabov-DIFUSÃO - Resolving The Neogrammarian ControversyGermana RodriguesPas encore d'évaluation