Vous aimerez peut-être aussi
- Z 002 DP 2556556Document38 pagesZ 002 DP 2556556malika_00Pas encore d'évaluation
- Wed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998Document1 pageWed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998malika_00Pas encore d'évaluation
- Download Campbell Reece Biology PDFDocument7 pagesDownload Campbell Reece Biology PDFmalika_00100% (1)
- 8-Trouble ShottingDocument14 pages8-Trouble Shottingmalika_00Pas encore d'évaluation
- 00 Saip 72Document6 pages00 Saip 72aamirtec301Pas encore d'évaluation
- !about Saes1Document1 page!about Saes1Janakiraman MalligaPas encore d'évaluation
- Pipings CalculationDocument6 pagesPipings CalculationZoebairPas encore d'évaluation
- Assignment Submission Details: Program / Semester Specialization Course Name Course CodeDocument1 pageAssignment Submission Details: Program / Semester Specialization Course Name Course Codemalika_00Pas encore d'évaluation
- Tl-wr941nd User GuideDocument113 pagesTl-wr941nd User Guidemalika_00Pas encore d'évaluation
- Esr97er089 (Relieve Valve)Document17 pagesEsr97er089 (Relieve Valve)malika_00Pas encore d'évaluation
- Construction Standard For Large Welded Low Pressure Storage TanksDocument16 pagesConstruction Standard For Large Welded Low Pressure Storage TanksSuleyman HaliciogluPas encore d'évaluation
- Inspection Procedure EDRDocument8 pagesInspection Procedure EDRaamirtec301Pas encore d'évaluation
- ListDocument1 pageListmalika_00Pas encore d'évaluation
- Saes X 800Document18 pagesSaes X 800malika_00Pas encore d'évaluation
- Winterisation - Low 44-2Document15 pagesWinterisation - Low 44-2malika_00Pas encore d'évaluation
- gs110 1Document12 pagesgs110 1malika_00Pas encore d'évaluation
- 01 Saip 06Document7 pages01 Saip 06malika_00Pas encore d'évaluation
- RphazopDocument37 pagesRphazopmalika_00Pas encore d'évaluation
- 00 Saip 72Document6 pages00 Saip 72aamirtec301Pas encore d'évaluation
- Inspection Procedure for Determining Retirement Thickness of PipingDocument6 pagesInspection Procedure for Determining Retirement Thickness of Pipingmalika_00Pas encore d'évaluation
- !about SaipDocument1 page!about SaipMuhammad Nasir SiddiquePas encore d'évaluation
- 32 Saip 11Document9 pages32 Saip 11malika_00Pas encore d'évaluation
- Saudi Aramco Inspection IndexDocument2 pagesSaudi Aramco Inspection Indeximrankhan22Pas encore d'évaluation
- 32 Saip 11Document9 pages32 Saip 11malika_00Pas encore d'évaluation
- 15 Saip 50Document5 pages15 Saip 50malika_00Pas encore d'évaluation
- 15 Saip 51Document5 pages15 Saip 51malika_00Pas encore d'évaluation
- 12 Saip 50Document5 pages12 Saip 50malika_00Pas encore d'évaluation
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 pagesInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- 02 Saip 01Document6 pages02 Saip 01malika_00Pas encore d'évaluation
- 00 Saip 06Document4 pages00 Saip 06YongBolitz Vbfz100% (1)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- VThunder VMw-Install GuideDocument32 pagesVThunder VMw-Install GuidePham Van Nam0% (1)
- Polisport Cycle15 Cat1Document108 pagesPolisport Cycle15 Cat1StetoniPas encore d'évaluation
- MZ Series CatalogDocument12 pagesMZ Series CatalogXanti Zabala Da RosaPas encore d'évaluation
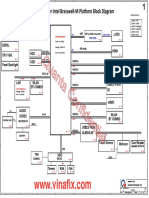
- Icebreaker Intel Brasswell-M Platform Block Diagram OverviewDocument43 pagesIcebreaker Intel Brasswell-M Platform Block Diagram OverviewJose Ignacio SalustriPas encore d'évaluation
- ITD 21203 - Creating tables and lists in HTML/CSSDocument6 pagesITD 21203 - Creating tables and lists in HTML/CSSkhairitkrPas encore d'évaluation
- CS-200e&CS-220e Manual PDFDocument113 pagesCS-200e&CS-220e Manual PDFrswonolPas encore d'évaluation
- Importing Suppliers r12Document37 pagesImporting Suppliers r12Sai Krishna AravapalliPas encore d'évaluation
- VNM-IPGN-PPL-SPC-EDG-0000-00022-00-G02 Spec For CP of Subsea PipelinesDocument31 pagesVNM-IPGN-PPL-SPC-EDG-0000-00022-00-G02 Spec For CP of Subsea PipelinesĐiệnBiênNhâmPas encore d'évaluation
- User Manual: Smart TV Set Top Box O!Play TV ProDocument78 pagesUser Manual: Smart TV Set Top Box O!Play TV Proqueteden6Pas encore d'évaluation
- Proceq Operating Instructions Dyna EDocument35 pagesProceq Operating Instructions Dyna Ecristina_romanescuPas encore d'évaluation
- Guidelines CNR DT203 2006 EngDocument39 pagesGuidelines CNR DT203 2006 EngAtanasKostadinovPas encore d'évaluation
- Loc-Line Modular Hose CatalogueDocument24 pagesLoc-Line Modular Hose CatalogueSteve TaylorPas encore d'évaluation
- Cisco PGW 2200Document622 pagesCisco PGW 2200LukmanFolarin100% (1)
- Sauer S90 3Document20 pagesSauer S90 3Leandro Sal100% (1)
- GCR300 DNP3.0 Detail Switch ControlDocument8 pagesGCR300 DNP3.0 Detail Switch ControlJagan VanamaPas encore d'évaluation
- Supported Media Formats Guide for BlackBerry DevicesDocument53 pagesSupported Media Formats Guide for BlackBerry Devices!ofiuco2000Pas encore d'évaluation
- Iso 8528 9 2017Document9 pagesIso 8528 9 2017carlos romeroPas encore d'évaluation
- Neptune Orthopaedics Standard Operating Procedure-ProductionDocument2 pagesNeptune Orthopaedics Standard Operating Procedure-Productiondhir.ankurPas encore d'évaluation
- Lesson 1 AQSDocument30 pagesLesson 1 AQSTheoSebastianPas encore d'évaluation
- Network Programming ImpDocument5 pagesNetwork Programming Impsharath_rakkiPas encore d'évaluation
- RecoverPoint For Virtual Machines 4.3 Installation and Deployment GuideDocument29 pagesRecoverPoint For Virtual Machines 4.3 Installation and Deployment GuideBilal AkerPas encore d'évaluation
- MSS SP-93-2020 Liquid Penetrant Examination MethodDocument10 pagesMSS SP-93-2020 Liquid Penetrant Examination MethodKenyi Omar Holguino Sulla0% (1)
- RV-RVR: Assembly and Main Instructions For Use and MaintenanceDocument52 pagesRV-RVR: Assembly and Main Instructions For Use and MaintenanceJose Maria Franquet SalvoPas encore d'évaluation
- Aircraft, Engine, Propeller and Radio LogbooksDocument4 pagesAircraft, Engine, Propeller and Radio LogbooksShrawan ShresthaPas encore d'évaluation
- Palazzoli Plugs & Sockets InstallationDocument224 pagesPalazzoli Plugs & Sockets Installationmanox007100% (1)
- Examination Procedures For Ultrasonic Thickness MeasurementDocument13 pagesExamination Procedures For Ultrasonic Thickness MeasurementOsilonya HenryPas encore d'évaluation
- Biréli LagrèneDocument17 pagesBiréli LagrèneMarcos Faustino0% (1)
- Confined Space ExplainedDocument2 pagesConfined Space ExplainedGrady HopkinsPas encore d'évaluation
- Setting Up Your Programming Assignment EnvironmentDocument13 pagesSetting Up Your Programming Assignment EnvironmentAgus LesmanaPas encore d'évaluation
- Service Bulletin Inspection And/or Installation of Lock Washer A6 For Rotax Engine Type 915 I A (Series) and 912 I (Series)Document7 pagesService Bulletin Inspection And/or Installation of Lock Washer A6 For Rotax Engine Type 915 I A (Series) and 912 I (Series)Fabiola Nayeli Villafaña GonzálezPas encore d'évaluation