Vous aimerez peut-être aussi
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AD'EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&APas encore d'évaluation
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationD'EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationPas encore d'évaluation
- Advantages of Brazed Heat Exchangers in The Gas Processing IndustryDocument13 pagesAdvantages of Brazed Heat Exchangers in The Gas Processing IndustryWalter PasoliniPas encore d'évaluation
- Cold Box - Advantages To Brazed Fin ExchangersDocument13 pagesCold Box - Advantages To Brazed Fin ExchangersEdison ChoiPas encore d'évaluation
- Plate Heat Exchanger Design and OperationDocument10 pagesPlate Heat Exchanger Design and OperationAmor AmorPas encore d'évaluation
- Design of Plate & Frame HEXsDocument7 pagesDesign of Plate & Frame HEXsChem.EnggPas encore d'évaluation
- APV Heat Transfer Handbook PDFDocument64 pagesAPV Heat Transfer Handbook PDFAndronic Cosmin100% (2)
- Ahmad PHTDocument12 pagesAhmad PHTEngineer TalhaPas encore d'évaluation
- Modeling and Design of Plate Heat Exchanger: July 2015Document37 pagesModeling and Design of Plate Heat Exchanger: July 2015Zaw Htet WinPas encore d'évaluation
- Helical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysisDocument6 pagesHelical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysispriyabPas encore d'évaluation
- Plate Heat Exchanger: A Seminar Report OnDocument22 pagesPlate Heat Exchanger: A Seminar Report Onphb1986Pas encore d'évaluation
- Modeling and Design of Plate Heat Exchanger: July 2015Document37 pagesModeling and Design of Plate Heat Exchanger: July 2015Zaw Htet WinPas encore d'évaluation
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Document30 pagesInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerPas encore d'évaluation
- Heat Exchanger Handbook - Heat Exchangers PDFDocument66 pagesHeat Exchanger Handbook - Heat Exchangers PDFhonghai_dl100% (3)
- Brazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsDocument31 pagesBrazed Aluminium Plate Fin Heat Exchangers-Construction, Uses Advantages in Cryogenic Refrigeration SystemsHitesh Panchal100% (1)
- Tema Online Study Notes PDFDocument10 pagesTema Online Study Notes PDFumerhayatPas encore d'évaluation
- PHE DesignDocument23 pagesPHE Designramesh_hinukalePas encore d'évaluation
- New Microsoft Word Document 4.1Document19 pagesNew Microsoft Word Document 4.1prashantmaukaPas encore d'évaluation
- Guide To Compact Heat Ex Changers - Plate Heat ExchangerDocument65 pagesGuide To Compact Heat Ex Changers - Plate Heat ExchangerFrank ChoiPas encore d'évaluation
- Heat Exchanger Design: Table of ContentDocument18 pagesHeat Exchanger Design: Table of ContenthellopaPas encore d'évaluation
- Compact Printed Circuit Heat ExchangerDocument3 pagesCompact Printed Circuit Heat ExchangerNur Amanina50% (2)
- Heat and Mass Transfer Lab Research Paper Topic: Detailed Description of Compact Heat Exchanger With Practical ApplicationDocument9 pagesHeat and Mass Transfer Lab Research Paper Topic: Detailed Description of Compact Heat Exchanger With Practical ApplicationJaskirat SinghPas encore d'évaluation
- Design of Compact Plate Fin Heat ExchangerDocument61 pagesDesign of Compact Plate Fin Heat ExchangerIndra Uchiha100% (3)
- Compact Heat Exchangers Technologies For The HTRs Recuperator Applications - 12 PagesDocument12 pagesCompact Heat Exchangers Technologies For The HTRs Recuperator Applications - 12 PagessrkmPas encore d'évaluation
- Types of Heat ExchangersDocument14 pagesTypes of Heat ExchangersMuhammadFahadIjazPas encore d'évaluation
- Research Paper On Plate Heat Exchanger PDFDocument8 pagesResearch Paper On Plate Heat Exchanger PDFc9s9h7r7100% (1)
- Heat Exchangers: Submitted To: Mr. AtifDocument12 pagesHeat Exchangers: Submitted To: Mr. Atifmak412Pas encore d'évaluation
- Heat Exchanger Flow Configurations: Parallel vs CounterDocument16 pagesHeat Exchanger Flow Configurations: Parallel vs CounterLight OnePas encore d'évaluation
- Heat ExchangerDocument17 pagesHeat ExchangerADIPESHPas encore d'évaluation
- Compact HEDocument8 pagesCompact HEShailesh LoharePas encore d'évaluation
- Waste-heat recovery environmental factorsDocument7 pagesWaste-heat recovery environmental factorsrvnesariPas encore d'évaluation
- Design of Process Equipment - 2nd Ed. by Kanti K. MahajanDocument175 pagesDesign of Process Equipment - 2nd Ed. by Kanti K. Mahajandangminh80% (5)
- Operating Instructions for Plate Heat ExchangersDocument32 pagesOperating Instructions for Plate Heat Exchangerselaineurb100% (1)
- Heat Exchanger SizingDocument6 pagesHeat Exchanger Sizingshoaib705Pas encore d'évaluation
- Exchanger Piping Design Filetype PDFDocument2 pagesExchanger Piping Design Filetype PDFChristinaPas encore d'évaluation
- Plate Type Heat ExchangerDocument28 pagesPlate Type Heat ExchangerJagadeesan Sai100% (1)
- Heat Exchanger DesignDocument13 pagesHeat Exchanger DesignDaksh Parashar80% (5)
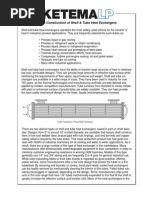
- Basic Construction of Shell & Tube Heat ExchangersDocument12 pagesBasic Construction of Shell & Tube Heat ExchangerslatsharePas encore d'évaluation
- Design of Plate and Frame Heat ExchangersDocument3 pagesDesign of Plate and Frame Heat ExchangersJiten Kumar BiswalPas encore d'évaluation
- Thermo WaveDocument127 pagesThermo WaveFernando Molina100% (2)
- Undestanding The PHEDocument6 pagesUndestanding The PHEMurrali Raj Jeyagapal100% (2)
- Tech Sheet 133Document3 pagesTech Sheet 133alvaedison00Pas encore d'évaluation
- Paper1685-89Document5 pagesPaper1685-89shri8585Pas encore d'évaluation
- Project HEDocument19 pagesProject HEPritirajputPas encore d'évaluation
- Heat Exchangers SeminarDocument15 pagesHeat Exchangers SeminarShivang Gupta100% (1)
- Research Paper Heat ExchangerDocument4 pagesResearch Paper Heat Exchangeroqphebaod100% (1)
- Heat TransferDocument9 pagesHeat TransferAjinkya MorePas encore d'évaluation
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Double Pipe Heat ExchangerDocument5 pagesDouble Pipe Heat ExchangerSheb LorenoPas encore d'évaluation
- Modelling The Effects of Cooling ModerateDocument10 pagesModelling The Effects of Cooling ModerateDr.Hesham BaejPas encore d'évaluation
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersD'EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersÉvaluation : 4 sur 5 étoiles4/5 (13)
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsD'EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsPas encore d'évaluation
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsD'EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsÉvaluation : 4 sur 5 étoiles4/5 (6)
- Process Plant Design: Heinemann Chemical Engineering SeriesD'EverandProcess Plant Design: Heinemann Chemical Engineering SeriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (11)
- Thermal Design of Liquid Cooled Microelectronic EquipmentD'EverandThermal Design of Liquid Cooled Microelectronic EquipmentPas encore d'évaluation
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AD'EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AÉvaluation : 5 sur 5 étoiles5/5 (1)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1D'EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Évaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Senior Flexonics Metal Hose Catalogue PDFDocument40 pagesSenior Flexonics Metal Hose Catalogue PDFAnonymous nw5AXJqjdPas encore d'évaluation
- Ei8553 Process Control Question BankDocument127 pagesEi8553 Process Control Question BankumamaheswariPas encore d'évaluation
- Advanced Control Using Matlab PDFDocument564 pagesAdvanced Control Using Matlab PDFYousef SardahiPas encore d'évaluation
- Mullion AnalysisDocument4 pagesMullion AnalysisganeshPas encore d'évaluation
- Sol 4Document10 pagesSol 4Stian BilekPas encore d'évaluation
- High Frequency Circuit Design CourseDocument5 pagesHigh Frequency Circuit Design CourseadauPas encore d'évaluation
- MARK SCHEME For The June 2005 Question PaperDocument6 pagesMARK SCHEME For The June 2005 Question PaperUmer AbbasPas encore d'évaluation
- B D Khosla Practical ChemistryDocument6 pagesB D Khosla Practical ChemistryJaswinder Sidhu18% (11)
- 3se3 100-1caDocument5 pages3se3 100-1cadainheniPas encore d'évaluation
- ME304 HOMEWORK 3Document3 pagesME304 HOMEWORK 3Steve KrodaPas encore d'évaluation
- William Tell LiteracyDocument29 pagesWilliam Tell LiteracyAndrés Romero SeguraPas encore d'évaluation
- Prepared By: Ms. Ethel D. Nabor, LPTDocument29 pagesPrepared By: Ms. Ethel D. Nabor, LPTJohn Ralf T. TorrejosPas encore d'évaluation
- PLC Simulation ReportDocument62 pagesPLC Simulation ReportAsraful Goni NirabPas encore d'évaluation
- George Van TasselDocument2 pagesGeorge Van TasselManea SilviuPas encore d'évaluation
- ACI - Measurement of Properties of Fiber Reinforced ConcreteDocument12 pagesACI - Measurement of Properties of Fiber Reinforced ConcreteTran Tuan Kiet100% (1)
- Performance Evaluation of Elevated Storage Reservoir With Hybrid StagingDocument11 pagesPerformance Evaluation of Elevated Storage Reservoir With Hybrid StagingVelumani sPas encore d'évaluation
- Classification of The MeansDocument5 pagesClassification of The Meanserichamilt0n100% (2)
- 13thPMO Area Ver5Document3 pages13thPMO Area Ver5Yinkci Heart Entertainment StudioPas encore d'évaluation
- A Detailed Lesson Plan in Grade IX ScienceDocument4 pagesA Detailed Lesson Plan in Grade IX ScienceAdrian TastarPas encore d'évaluation
- PV LimitDocument9 pagesPV Limitadam100% (1)
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDocument8 pagesCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847Pas encore d'évaluation
- Module 1 RTS PDFDocument48 pagesModule 1 RTS PDFPràmêyá HëgdēPas encore d'évaluation
- Lap Reoprt 1Document9 pagesLap Reoprt 1api-350815927Pas encore d'évaluation
- P355NL2 50mmDocument5 pagesP355NL2 50mmslowmosquitoPas encore d'évaluation
- University Physics II - Thermodynamics, Electricity, MagnetismDocument924 pagesUniversity Physics II - Thermodynamics, Electricity, MagnetismFeiFei SunPas encore d'évaluation
- Practice FinalDocument26 pagesPractice Finalchaseutd123Pas encore d'évaluation
- Principles of Rotary Flight HelicopterDocument2 pagesPrinciples of Rotary Flight Helicopterrex-strikerPas encore d'évaluation
- Hibernia Study (Flare)Document178 pagesHibernia Study (Flare)bmgarisPas encore d'évaluation
- Contrasts Between Finite and Infinite Dimensional Spaces and Between Normed and Inner Product SpacesDocument5 pagesContrasts Between Finite and Infinite Dimensional Spaces and Between Normed and Inner Product SpacesQuinton WestrichPas encore d'évaluation