Vous aimerez peut-être aussi
- Corrosion of Metals in Concrete PDFDocument30 pagesCorrosion of Metals in Concrete PDFagnotts09Pas encore d'évaluation
- New Reinforced Concrete Corroded ColumnsDocument23 pagesNew Reinforced Concrete Corroded ColumnsZaheer Shaik50% (4)
- Cathodic Protection of Steel in ConcreteDocument53 pagesCathodic Protection of Steel in Concrete00076548Pas encore d'évaluation
- 32 Bahrain Bridge 0914RBDocument3 pages32 Bahrain Bridge 0914RBAshutoshAparaj100% (1)
- New Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresDocument4 pagesNew Polymer Technology Improves Durability and Constructability of Coatingfor Steel StructuresUsama Awad100% (1)
- Corrosion of Steel in Concrete XDocument2 pagesCorrosion of Steel in Concrete XYoke ShuPas encore d'évaluation
- Nzta Protective Coatings For Steel Bridges PDFDocument53 pagesNzta Protective Coatings For Steel Bridges PDFMehman NasibovPas encore d'évaluation
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDocument17 pagesCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulPas encore d'évaluation
- Themal Spray To Protect SteelDocument169 pagesThemal Spray To Protect Steel123vigenPas encore d'évaluation
- CorrosionDocument16 pagesCorrosionAerocfdfreakPas encore d'évaluation
- Volume 19Document83 pagesVolume 19mtPas encore d'évaluation
- 32-6.3 Vessel Collision Design PDFDocument16 pages32-6.3 Vessel Collision Design PDFfaumijk50% (2)
- Cathodic Protection of Steel in Concrete Using Magnesium Alloy AnodeDocument7 pagesCathodic Protection of Steel in Concrete Using Magnesium Alloy AnodeFa HedaiatPas encore d'évaluation
- Carbon Fiber Beam Reinforcement CalculationDocument4 pagesCarbon Fiber Beam Reinforcement CalculationStructural SpreadsheetsPas encore d'évaluation
- What Is CorrosionDocument4 pagesWhat Is CorrosionOsransyah Os100% (1)
- bd6110 PDFDocument161 pagesbd6110 PDFOng George SammyPas encore d'évaluation
- Conclusions, Recommendations, and Design Guidelines For Corrosion Protection of Post-Tensioned Bridges. R.M. SalasDocument89 pagesConclusions, Recommendations, and Design Guidelines For Corrosion Protection of Post-Tensioned Bridges. R.M. Salassisina.siddiquePas encore d'évaluation
- 1.corrosion TheoryDocument77 pages1.corrosion Theoryamitvaze316100% (1)
- Prevention of Corrosion of Reinforcing Bars in Concrete PDFDocument17 pagesPrevention of Corrosion of Reinforcing Bars in Concrete PDFEnanko MazumderPas encore d'évaluation
- Corrosion Protection in Steel StructureDocument28 pagesCorrosion Protection in Steel StructurePrantik Adhar Samanta100% (2)
- Bridge Inspections Session 2Document88 pagesBridge Inspections Session 2hktang1802Pas encore d'évaluation
- Seawater and Marine Structure CorrosionDocument11 pagesSeawater and Marine Structure CorrosioniraprobotPas encore d'évaluation
- Corrosion of Steel in Concrete GPG 9 PDFDocument18 pagesCorrosion of Steel in Concrete GPG 9 PDFnewdelhy100% (1)
- Pipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge TavesDocument51 pagesPipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge Tavesnathgsurendra100% (2)
- The Corrosion ProtectionDocument28 pagesThe Corrosion Protectionjewettwater100% (1)
- Effect of Corrosion in StructuresDocument32 pagesEffect of Corrosion in StructuresasvihariPas encore d'évaluation
- Zinc Silicate or Zinc Epoxy As The Preferred High Performance PrimerDocument10 pagesZinc Silicate or Zinc Epoxy As The Preferred High Performance Primerbabis1980100% (1)
- Bridge Inspection ManualDocument458 pagesBridge Inspection ManualMaria Alexandra PohoataPas encore d'évaluation
- Critical Chloride Content in Reinforced Concrete - Ueli AngstDocument17 pagesCritical Chloride Content in Reinforced Concrete - Ueli AngstIvan Barrionuevo APas encore d'évaluation
- Corrosion of Steel in ConcreteDocument7 pagesCorrosion of Steel in ConcreteMehdi KashaniPas encore d'évaluation
- Arema Mse PDFDocument4 pagesArema Mse PDFsamPas encore d'évaluation
- Engineering Jeddah TowerDocument7 pagesEngineering Jeddah TowerKen MugambiPas encore d'évaluation
- Protective Coat Surface PreparationsDocument6 pagesProtective Coat Surface Preparationsengineeringchemistry0% (1)
- SSPC Paint System RecommendationsDocument3 pagesSSPC Paint System RecommendationsJayesh2281Pas encore d'évaluation
- Bridge Deck WaterproofingDocument2 pagesBridge Deck WaterproofingRavi SalimathPas encore d'évaluation
- ACI PRC-364.6-22: Concrete Removal in Repairs Involving Corroded Reinforcing Steel-TechnoteDocument3 pagesACI PRC-364.6-22: Concrete Removal in Repairs Involving Corroded Reinforcing Steel-TechnoteMoGHPas encore d'évaluation
- Cathodic Protection of Reinforced Concrete Structures: Prepared by Ravi Kumar Ankan BairagiDocument28 pagesCathodic Protection of Reinforced Concrete Structures: Prepared by Ravi Kumar Ankan BairagiMateen AhmedPas encore d'évaluation
- The Basics of Deteriorating Concrete at Wastwater Plants-Tips On Causes Repair and ResourcesDocument9 pagesThe Basics of Deteriorating Concrete at Wastwater Plants-Tips On Causes Repair and ResourcesPrakash100% (1)
- Chloride ResistanceDocument37 pagesChloride ResistanceCarlos Augusto Sánchez Rondón100% (1)
- Chloride Attack On ConcreteDocument12 pagesChloride Attack On Concretevikram kumarPas encore d'évaluation
- QLD TMR Design Criteria For Bridges and Other StructuresDocument215 pagesQLD TMR Design Criteria For Bridges and Other Structuresyyanan1118Pas encore d'évaluation
- Design For Corrosion Resistance: Uniform AttackDocument11 pagesDesign For Corrosion Resistance: Uniform AttackIndra PradanaPas encore d'évaluation
- Cathodic Protection For Reinforced Concrete Structures PDFDocument111 pagesCathodic Protection For Reinforced Concrete Structures PDFnewdelhy100% (1)
- Bridge SW 2014 CBG EbookDocument35 pagesBridge SW 2014 CBG EbookJesus De la RosaPas encore d'évaluation
- Corrosion Assessment in Reinforced Concrete StructuresDocument32 pagesCorrosion Assessment in Reinforced Concrete Structuresdineshkumar rPas encore d'évaluation
- Water Line Stray Current ControlDocument18 pagesWater Line Stray Current ControlVinzoKeiPas encore d'évaluation
- Hot-Dip Galvanizing For ReinforcingDocument16 pagesHot-Dip Galvanizing For Reinforcingmark4690Pas encore d'évaluation
- FRP Traffic Signs Steel Joint Retrofit BridgesDocument185 pagesFRP Traffic Signs Steel Joint Retrofit Bridgesaygunbayram100% (1)
- Cathodic Protection Course BrochureDocument2 pagesCathodic Protection Course BrochurechkzaPas encore d'évaluation
- Durability of Reinforced Concrete Structures - Theory Vs PracticeDocument20 pagesDurability of Reinforced Concrete Structures - Theory Vs PracticeCivilEngClub100% (1)
- Aluminium and CorrosionDocument12 pagesAluminium and CorrosionMehman NasibovPas encore d'évaluation
- Corrosion Protection of SteelDocument9 pagesCorrosion Protection of SteelChristian D. OrbePas encore d'évaluation
- Epoxy Vs GalvanizedDocument6 pagesEpoxy Vs GalvanizedLewoskiPas encore d'évaluation
- Barge Impact FormulaDocument214 pagesBarge Impact FormulaAlly KhooPas encore d'évaluation
- Inventory of Repair and Strengthening Methods With Iron and SteelDocument241 pagesInventory of Repair and Strengthening Methods With Iron and Steelenea3000Pas encore d'évaluation
- Corrosion Protection Underground PipelinesDocument34 pagesCorrosion Protection Underground PipelinesLuis Bohr Ruda Valencia100% (2)
- Using Cathodic Protection To Control Corrosion of Coastal Reinforced Concrete Infrastructures PDFDocument7 pagesUsing Cathodic Protection To Control Corrosion of Coastal Reinforced Concrete Infrastructures PDFBoussaid SouheilPas encore d'évaluation
- 222.3R-03 Design and Construction Practices To Mitigate Corrosion of Reinforcement in Concrete StructuresDocument29 pages222.3R-03 Design and Construction Practices To Mitigate Corrosion of Reinforcement in Concrete StructuresSelçuk Yanarateş100% (2)
- Corrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarsDocument48 pagesCorrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarstecnidibujosPas encore d'évaluation
- Marine Pile Repairs by Concrete Encasement - Hawkswood 2011Document13 pagesMarine Pile Repairs by Concrete Encasement - Hawkswood 2011chakfarmerPas encore d'évaluation
- Rule of Thumb Concrete DesignDocument54 pagesRule of Thumb Concrete DesignrunkirPas encore d'évaluation
- A325 and Class 8.8Document3 pagesA325 and Class 8.8rajedmaglinte100% (1)
- Ltil LRN Eb Ezee.:, Clean. Postholes, in Concre, Le !Document2 pagesLtil LRN Eb Ezee.:, Clean. Postholes, in Concre, Le !rajedmaglintePas encore d'évaluation
- Hilti HIT-200 System Replaces HIT-HY 150Document3 pagesHilti HIT-200 System Replaces HIT-HY 150rajedmaglinte100% (1)
- Forged Steel Clevis: Caution: Never Exceed The Working Load LimitDocument1 pageForged Steel Clevis: Caution: Never Exceed The Working Load LimitrajedmaglintePas encore d'évaluation
- SP Slab PresentationDocument19 pagesSP Slab PresentationrajedmaglintePas encore d'évaluation
- HLC Vs KWIK CON IIDocument2 pagesHLC Vs KWIK CON IIrajedmaglintePas encore d'évaluation
- Bracing ConnectionDocument10 pagesBracing ConnectionrajedmaglintePas encore d'évaluation
- Beam DesignDocument1 pageBeam DesignrajedmaglintePas encore d'évaluation
- Bracing ConnectionDocument15 pagesBracing ConnectionrajedmaglintePas encore d'évaluation
- AISC - Structral Steel ConnectionsDocument45 pagesAISC - Structral Steel ConnectionsHan Koko100% (10)
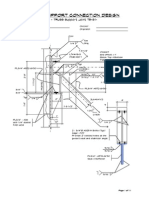
- Truss Support Connection Design T5-S1Document11 pagesTruss Support Connection Design T5-S1rajedmaglintePas encore d'évaluation
- Anchored Brick Veneer Over Steel Studs PDFDocument56 pagesAnchored Brick Veneer Over Steel Studs PDFaomareltayeb100% (1)
- HSS Flange Plate Moment Connection - Temporary SteelDocument9 pagesHSS Flange Plate Moment Connection - Temporary SteelrajedmaglintePas encore d'évaluation
- Hss Beam End Reaction (13 Edition) : W, Kip/ftDocument2 pagesHss Beam End Reaction (13 Edition) : W, Kip/ftrajedmaglintePas encore d'évaluation
- 1030 - Embedded Plate Design - 4 - S7.00Document9 pages1030 - Embedded Plate Design - 4 - S7.00rajedmaglinte100% (2)
- W14x43 To HSS6x6x1 - 2 Moment ConnDocument21 pagesW14x43 To HSS6x6x1 - 2 Moment ConnrajedmaglintePas encore d'évaluation
- Bolt Shear CapacityDocument12 pagesBolt Shear Capacityrajedmaglinte0% (1)
- Astm B19Document6 pagesAstm B19Davor IbarraPas encore d'évaluation
- MCI Approved Medical College in Uzbekistan PDFDocument3 pagesMCI Approved Medical College in Uzbekistan PDFMBBS ABROADPas encore d'évaluation
- Siemens Make Motor Manual PDFDocument10 pagesSiemens Make Motor Manual PDFArindam SamantaPas encore d'évaluation
- Umwd 06516 XD PDFDocument3 pagesUmwd 06516 XD PDFceca89Pas encore d'évaluation
- Dermatology Skin in Systemic DiseaseDocument47 pagesDermatology Skin in Systemic DiseaseNariska CooperPas encore d'évaluation
- Webinar Gizi - Patho StuntingDocument16 pagesWebinar Gizi - Patho StuntingMiftahul HikmahPas encore d'évaluation
- Executive Summary-P-5 181.450 To 222Document14 pagesExecutive Summary-P-5 181.450 To 222sat palPas encore d'évaluation
- Chapter 23Document9 pagesChapter 23Javier Chuchullo TitoPas encore d'évaluation
- DLP - Light Science 7Document6 pagesDLP - Light Science 7Samara M. SalacayanPas encore d'évaluation
- Illustrating An Experiment, Outcome, Sample Space and EventDocument9 pagesIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarPas encore d'évaluation
- Presentation About GyroscopesDocument24 pagesPresentation About GyroscopesgeenjunkmailPas encore d'évaluation
- Comparison Between CompetitorsDocument2 pagesComparison Between Competitorsritesh singhPas encore d'évaluation
- Pityriasis VersicolorDocument10 pagesPityriasis Versicolorketty putriPas encore d'évaluation
- Literatura Tecnica 3Document10 pagesLiteratura Tecnica 3Christian PerezPas encore d'évaluation
- Mechanical Production Engineer Samphhhhhle ResumeDocument2 pagesMechanical Production Engineer Samphhhhhle ResumeAnirban MazumdarPas encore d'évaluation
- National Anthems of Selected Countries: Country: United States of America Country: CanadaDocument6 pagesNational Anthems of Selected Countries: Country: United States of America Country: CanadaHappyPas encore d'évaluation
- 15 Day Detox ChallengeDocument84 pages15 Day Detox ChallengeDanii Supergirl Bailey100% (4)
- UltimateBeginnerHandbookPigeonRacing PDFDocument21 pagesUltimateBeginnerHandbookPigeonRacing PDFMartinPalmPas encore d'évaluation
- Tesco True Results Casing Running in China Results in Total Depth PDFDocument2 pagesTesco True Results Casing Running in China Results in Total Depth PDF123456ccPas encore d'évaluation
- Sources of Hindu LawDocument9 pagesSources of Hindu LawKrishnaKousikiPas encore d'évaluation
- The Influence of Irish Monks On Merovingian Diocesan Organization-Robbins BittermannDocument15 pagesThe Influence of Irish Monks On Merovingian Diocesan Organization-Robbins BittermanngeorgiescuPas encore d'évaluation
- Model 255 Aerosol Generator (Metone)Document20 pagesModel 255 Aerosol Generator (Metone)Ali RizviPas encore d'évaluation
- Rana2 Compliment As Social StrategyDocument12 pagesRana2 Compliment As Social StrategyRanaPas encore d'évaluation
- Bachelor of Arts in Theology: Christian Apologetics/ Seventh-Day Adventist Contemporary IssuesDocument13 pagesBachelor of Arts in Theology: Christian Apologetics/ Seventh-Day Adventist Contemporary IssuesRamel LiguePas encore d'évaluation
- Nanolithography - Processing Methods PDFDocument10 pagesNanolithography - Processing Methods PDFNilesh BhardwajPas encore d'évaluation
- Summary of Bill of Quantities ChurchDocument52 pagesSummary of Bill of Quantities ChurchBiniamPas encore d'évaluation
- Sveba Dahlen - SRP240Document16 pagesSveba Dahlen - SRP240Paola MendozaPas encore d'évaluation
- Miguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Document22 pagesMiguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Immigrant & Refugee Appellate Center, LLCPas encore d'évaluation
- Lecture2 GranulopoiesisDocument9 pagesLecture2 GranulopoiesisAfifa Prima GittaPas encore d'évaluation
- PDFDocument10 pagesPDFerbariumPas encore d'évaluation