Vous aimerez peut-être aussi
- Product Selector Guide: XMT 350 Fieldpro WeldersDocument1 pageProduct Selector Guide: XMT 350 Fieldpro WeldersVijo JosePas encore d'évaluation
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- Build Your Own Low Cost 3d Metal PrinterDocument8 pagesBuild Your Own Low Cost 3d Metal Printerhigh662Pas encore d'évaluation
- Welder'S Qualification Test Certificate: (As Per Asme Sec Ix)Document2 pagesWelder'S Qualification Test Certificate: (As Per Asme Sec Ix)vijay100% (1)
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Document3 pagesHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnPas encore d'évaluation
- Welding Procedure Specification: Technip KT India LimitedDocument5 pagesWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertPas encore d'évaluation
- Atlantic Catalogue 2016Document34 pagesAtlantic Catalogue 2016caswel14100% (2)
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- WQT - WPS 01Document71 pagesWQT - WPS 01Gururaj P Kundapur100% (1)
- WPS Format For ASME IX - PQR-AllDocument3 pagesWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanPas encore d'évaluation
- Welder Performance Qualification-Interactive Form QW-484ADocument1 pageWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocument4 pages163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- WPSDocument6 pagesWPSNur Wijianto100% (1)
- WPS PQR WPQ PeiplDocument16 pagesWPS PQR WPQ PeiplKrishnamurthy Panchapakesan100% (4)
- WPS GTAW Stainless SteelDocument2 pagesWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabPas encore d'évaluation
- Insulation JointDocument14 pagesInsulation Jointphantanthanh100% (1)
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387Pas encore d'évaluation
- Multiple PQR QualificationDocument4 pagesMultiple PQR QualificationKarthikeyan ShanmugavelPas encore d'évaluation
- Super Duplex Stainless SteelDocument1 pageSuper Duplex Stainless SteelUma Shankar100% (2)
- Miller BIG BLUE 400 PRO Part ManualDocument19 pagesMiller BIG BLUE 400 PRO Part ManualWahyu Sriharja100% (2)
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiPas encore d'évaluation
- WPS PQR-01Document9 pagesWPS PQR-01Ranjan Kumar0% (1)
- WPS 2014-002 006 - 6G PipeDocument3 pagesWPS 2014-002 006 - 6G PipejeswinPas encore d'évaluation
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (2)
- WPS PQR 12Document9 pagesWPS PQR 12Ranjan KumarPas encore d'évaluation
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- Welding Book Revised 2012 07 14Document15 pagesWelding Book Revised 2012 07 14surya1960Pas encore d'évaluation
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPS PQR-02Document8 pagesWPS PQR-02Ranjan Kumar100% (1)
- WPS-PQR Gmaw LtiDocument2 pagesWPS-PQR Gmaw Ltibgonzalez198150% (2)
- Arc Welding of Specific Steels and Cast Irons: Fourth EditionDocument170 pagesArc Welding of Specific Steels and Cast Irons: Fourth EditionJose Luis ChapasPas encore d'évaluation
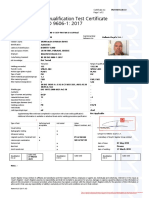
- Welder Qualification Test Certificate BS EN ISO 9606-1: 2017Document2 pagesWelder Qualification Test Certificate BS EN ISO 9606-1: 2017idthdrayahbdnhauniPas encore d'évaluation
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- MigatronicDocument40 pagesMigatronicRogo CatalinPas encore d'évaluation
- Aws 001Document1 pageAws 001akshay sarfarePas encore d'évaluation
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajPas encore d'évaluation
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- PQR Template (Asme)Document2 pagesPQR Template (Asme)jok1974Pas encore d'évaluation
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pages(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- WPS PQR-07Document8 pagesWPS PQR-07Ranjan KumarPas encore d'évaluation
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehPas encore d'évaluation
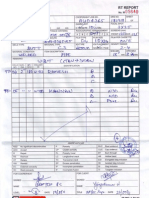
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocument1 pagePQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarPas encore d'évaluation
- WPS PQR-09Document11 pagesWPS PQR-09Ranjan KumarPas encore d'évaluation
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuPas encore d'évaluation
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksPas encore d'évaluation
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldPas encore d'évaluation
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouPas encore d'évaluation
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedPas encore d'évaluation
- Wps 316L Gtaw R00Document3 pagesWps 316L Gtaw R00Richard Periyanayagam100% (3)
- Smaw PQR FinalDocument3 pagesSmaw PQR Finalsheikmoin100% (1)
- Qualified Welder List Valid Until - 03-12-2019Document2 pagesQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- PQRDocument2 pagesPQRSreenivas Kamachi Chettiar100% (1)
- WPQT CertificateDocument104 pagesWPQT CertificateMaged Lotfy Abdel-aal100% (2)
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Alum 6xxx PwpsDocument1 pageAlum 6xxx PwpsAbu Zahid100% (1)
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoPas encore d'évaluation
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Document1 pageWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- QW-484A (WPQ) GTAW 4MM FilletDocument2 pagesQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- SS WPSDocument1 pageSS WPSMOHAMEDABBASPas encore d'évaluation
- WQT For CSDocument5 pagesWQT For CSkumar08686Pas encore d'évaluation
- CV Hamza wORKSHOP eNGINEERDocument3 pagesCV Hamza wORKSHOP eNGINEERHamza NoumanPas encore d'évaluation
- Direction On How To Replace A Fuel Filter.Document5 pagesDirection On How To Replace A Fuel Filter.Hamza NoumanPas encore d'évaluation
- Replacing An Engine Drive BeltDocument5 pagesReplacing An Engine Drive BeltHamza NoumanPas encore d'évaluation
- List of Workshop Machines, 2011 RevisedDocument3 pagesList of Workshop Machines, 2011 RevisedHamza Nouman100% (1)
- Quality Plan For WorkshopDocument1 pageQuality Plan For WorkshopHamza NoumanPas encore d'évaluation
- Scaffolding: "It's Big, It's Ugly, It's There,"Document2 pagesScaffolding: "It's Big, It's Ugly, It's There,"Hamza NoumanPas encore d'évaluation
- List of Documetns, Rev-2, 29-09-2012Document4 pagesList of Documetns, Rev-2, 29-09-2012Hamza NoumanPas encore d'évaluation
- Muhammad Rehan Khan Maintenance EngineerDocument13 pagesMuhammad Rehan Khan Maintenance EngineerHamza NoumanPas encore d'évaluation
- Guidelines For Access ScaffoldingDocument28 pagesGuidelines For Access ScaffoldingHamza Nouman100% (1)
- Scaffold 2Document2 pagesScaffold 2Hamza NoumanPas encore d'évaluation
- ER-Format (Version 1)Document1 pageER-Format (Version 1)Hamza NoumanPas encore d'évaluation
- GRG-WP-IMS-005 Derating of Cranes Dump Truck (Updated)Document5 pagesGRG-WP-IMS-005 Derating of Cranes Dump Truck (Updated)Hamza NoumanPas encore d'évaluation
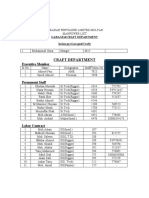
- Craft Department: Executive MemberDocument2 pagesCraft Department: Executive MemberHamza NoumanPas encore d'évaluation
- Parametric Optimization of Mig WeldingDocument8 pagesParametric Optimization of Mig WeldingMihaela NastasePas encore d'évaluation
- 231 03 001 UK Feb14 Maxx Weld Process GasesDocument6 pages231 03 001 UK Feb14 Maxx Weld Process GasesrinditPas encore d'évaluation
- COMES List of Shop ResourcesDocument16 pagesCOMES List of Shop ResourcesIon LebediPas encore d'évaluation
- CatalogDocument44 pagesCataloglangtu2011Pas encore d'évaluation
- Manual EsabDocument2 pagesManual EsabAmy CervantesPas encore d'évaluation
- OPSS 906 Feb93 ElectrodeDocument13 pagesOPSS 906 Feb93 ElectrodeHamid MansouriPas encore d'évaluation
- Characterization of Pulsed MIG Welded Modified P91 SteelDocument42 pagesCharacterization of Pulsed MIG Welded Modified P91 SteelSanthosh ManoharanPas encore d'évaluation
- Hastelloy C-2000 AlloyDocument16 pagesHastelloy C-2000 AlloygarejkaPas encore d'évaluation
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkePas encore d'évaluation
- Dimansion 650 PDFDocument8 pagesDimansion 650 PDFAnur WakhidPas encore d'évaluation
- MTAR Technologies - Investor Presentation - April 2021Document40 pagesMTAR Technologies - Investor Presentation - April 2021Gajendra AuodichyaPas encore d'évaluation
- Discussion GmawDocument2 pagesDiscussion GmawMuhamad HafizPas encore d'évaluation
- QU MSR AWI 1 Rev7Document8 pagesQU MSR AWI 1 Rev7Benny Bustomi100% (1)
- Wires & Fluxes: W.E.F. 6 APRIL 2022Document16 pagesWires & Fluxes: W.E.F. 6 APRIL 2022Shivi ChaturvediPas encore d'évaluation
- ASME 9 - CalculatorDocument2 pagesASME 9 - CalculatorEmel Besir100% (1)
- Ewh Ix PDFDocument80 pagesEwh Ix PDFOR Premium FreePas encore d'évaluation
- Maintain Training FacilitiesDocument10 pagesMaintain Training Facilitieslei melendrezPas encore d'évaluation
- Big Blue 400X ProDocument8 pagesBig Blue 400X Prohari balakrishnanPas encore d'évaluation
- AWQ OM001 - 238CA-507CA Semi-Automatic TorchesDocument10 pagesAWQ OM001 - 238CA-507CA Semi-Automatic Torchesmore080461Pas encore d'évaluation
- IX H 727 10 Photo Atlas of Weld Appearance FiguresDocument21 pagesIX H 727 10 Photo Atlas of Weld Appearance FiguressexmanijakPas encore d'évaluation
- Lean DuplexDocument8 pagesLean DuplexAnonymous 6EmOaerug100% (1)