Vous aimerez peut-être aussi
- Introduction To Vibration Problems at Compressor StationsDocument20 pagesIntroduction To Vibration Problems at Compressor StationsMuhd Fadzlee ZPas encore d'évaluation
- BETA Primer Vibration Control StrategiesDocument35 pagesBETA Primer Vibration Control Strategiesdikim100% (1)
- Guideline For Field Testing of Reciprocating Compressor Performance PDFDocument173 pagesGuideline For Field Testing of Reciprocating Compressor Performance PDFJose PradoPas encore d'évaluation
- 09 Compressor Vibration (Compressed)Document35 pages09 Compressor Vibration (Compressed)Somen MukherjeePas encore d'évaluation
- Root Cause of Piping Failures - Reliability Issues For Compressor Systems (GMC 2014) PDFDocument14 pagesRoot Cause of Piping Failures - Reliability Issues For Compressor Systems (GMC 2014) PDFmoustafaPas encore d'évaluation
- The Relatioship of Vibration To Problems in Centrifugal Pumps - CheDocument7 pagesThe Relatioship of Vibration To Problems in Centrifugal Pumps - Chehtaboada2008100% (1)
- Introduction To Vibration Problems at Compressor Stations PDFDocument20 pagesIntroduction To Vibration Problems at Compressor Stations PDFJose Bijoy100% (1)
- Vibration Analysis For Reciprocating CompressorsDocument48 pagesVibration Analysis For Reciprocating CompressorsJose PradoPas encore d'évaluation
- SDT Lubrication ULTRASONIDO INGLES PDFDocument14 pagesSDT Lubrication ULTRASONIDO INGLES PDFALONSO SOLÍSPas encore d'évaluation
- Phase AnalysisDocument3 pagesPhase Analysisk_shah_777Pas encore d'évaluation
- Practical Rotordynamics For Centrifugal Pumps 52pp SulzerDocument52 pagesPractical Rotordynamics For Centrifugal Pumps 52pp Sulzer1mmahoney100% (2)
- Rotordynamic Instability Problems in High-Performance TurbomachineryDocument443 pagesRotordynamic Instability Problems in High-Performance TurbomachineryDaniel_Ali_bPas encore d'évaluation
- Pump Vibration AnalysisDocument12 pagesPump Vibration AnalysisSamir Benabdallah100% (1)
- Rotordynamics IntroductionDocument63 pagesRotordynamics IntroductionBharath Chandra ReddyPas encore d'évaluation
- Rotordynamic Insatability Problems in High-Performance TurbomachineryDocument454 pagesRotordynamic Insatability Problems in High-Performance TurbomachineryMounicaRasagyaPalla100% (2)
- READ 0. Bently, Donald - Hatch, Charles T - Grissom, Bob (Editor) - Fundamentals of Rotating Machinery DiagnosticsDocument758 pagesREAD 0. Bently, Donald - Hatch, Charles T - Grissom, Bob (Editor) - Fundamentals of Rotating Machinery DiagnosticsZaryab Hyder89% (9)
- Forsthoffer’s Component Condition MonitoringD'EverandForsthoffer’s Component Condition MonitoringÉvaluation : 4 sur 5 étoiles4/5 (2)
- Orbital AnalysisDocument16 pagesOrbital AnalysisFadooollPas encore d'évaluation
- Introduction To Vibration & Pulsation in Reciprocating Compressors (Beta)Document28 pagesIntroduction To Vibration & Pulsation in Reciprocating Compressors (Beta)FabbroxPas encore d'évaluation
- Windrock 6310-PA Hoerbiger CompressedDocument64 pagesWindrock 6310-PA Hoerbiger CompressedManuel Otero Alza100% (3)
- VibMatters Current Issue PDFDocument20 pagesVibMatters Current Issue PDFPedada AdityaPas encore d'évaluation
- Rev.0 CSI 2600Document170 pagesRev.0 CSI 2600dford8583Pas encore d'évaluation
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Presentacion IlearnDocument38 pagesPresentacion IlearnAnonymous ffje1rpaPas encore d'évaluation
- Vibration AnalysisDocument22 pagesVibration Analysisvenkat chakPas encore d'évaluation
- Vibration Analysis Measurement ManualDocument215 pagesVibration Analysis Measurement Manualronfrend100% (1)
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaRohit GunerkarPas encore d'évaluation
- Proven Method For Specifying Both Six Spectral Alarm Bands As Well As Narrowband Alarm EnvelopesDocument4 pagesProven Method For Specifying Both Six Spectral Alarm Bands As Well As Narrowband Alarm EnvelopesVILLANUEVA_DANIEL2064Pas encore d'évaluation
- Orbit Analysis-2019-2561Document23 pagesOrbit Analysis-2019-2561Zaheer Ahmad Raza100% (4)
- Why Phase Information Is Important For Diagnosing Machinery ProblemsDocument3 pagesWhy Phase Information Is Important For Diagnosing Machinery ProblemsdinhdtPas encore d'évaluation
- 800-Rotordynamics & BalancingDocument35 pages800-Rotordynamics & BalancingStephen KokoPas encore d'évaluation
- Practical Solutions To Machinery and Maintenance Vibration ProblemsDocument23 pagesPractical Solutions To Machinery and Maintenance Vibration Problemsjameel babooramPas encore d'évaluation
- Fundamentals of API Rotordynamic RequirementsDocument15 pagesFundamentals of API Rotordynamic RequirementsJim Bohni100% (2)
- Detection of Rotor CracksDocument12 pagesDetection of Rotor CracksJoel Morales PerezPas encore d'évaluation
- API Recip Compressor Best Practices 0300 - 060814Document25 pagesAPI Recip Compressor Best Practices 0300 - 060814daniel adamPas encore d'évaluation
- Rotordynamic Stability Case StudiesDocument9 pagesRotordynamic Stability Case StudiesYong LiPas encore d'évaluation
- Orbit AnalysisDocument5 pagesOrbit AnalysisMaurizio Sciancalepore0% (1)
- Orbit Plot BasicsDocument50 pagesOrbit Plot BasicsAshish SinghPas encore d'évaluation
- Vibrations: Consulting ServicesDocument20 pagesVibrations: Consulting ServicesAgung Pramu AjiPas encore d'évaluation
- Reciprocating Compressor Condition Monitoring - GEDocument6 pagesReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenPas encore d'évaluation
- Turbo Machinery Presentation CollectionDocument321 pagesTurbo Machinery Presentation Collectionberuslee100% (2)
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Document60 pagesMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- Donald P1 PDFDocument366 pagesDonald P1 PDFPuneeth GBPas encore d'évaluation
- System 1 v18.2 Machinery Condition Monitoring PDFDocument14 pagesSystem 1 v18.2 Machinery Condition Monitoring PDFEmanuel CondePas encore d'évaluation
- SCHROEDER Automatic Recirculation Check ValveDocument14 pagesSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- An Introduction To Time Waveform AnalysisDocument21 pagesAn Introduction To Time Waveform AnalysisMohd Asiren Mohd Sharif100% (3)
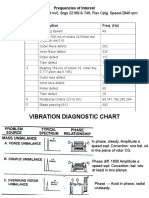
- Vibration Diagnostic Chart1Document16 pagesVibration Diagnostic Chart1Anand KumarPas encore d'évaluation
- Beginning Vibration Analysis PDFDocument96 pagesBeginning Vibration Analysis PDFromadhinhoPas encore d'évaluation
- Introduction To Vibration Problems at Compressor Stations PDFDocument113 pagesIntroduction To Vibration Problems at Compressor Stations PDFfoamtrailer100% (1)
- Centrifugal Compressor Case StudyDocument13 pagesCentrifugal Compressor Case Studybbmoksh100% (1)
- Centrifugal Compressor Case StudyDocument13 pagesCentrifugal Compressor Case Studysqualljavier612Pas encore d'évaluation
- Piping VibrationDocument20 pagesPiping VibrationPramod Dixit100% (2)
- Vibration BasicsDocument120 pagesVibration Basicspradeep.selvarajan100% (1)
- Flow Induced NoiseDocument40 pagesFlow Induced NoiseManouel Cem CebiogluPas encore d'évaluation
- Resolving Structural Vibration Issue On A Water Flood PumpDocument22 pagesResolving Structural Vibration Issue On A Water Flood Pumpdachrydax100% (1)
- Case Study 03 - Screw Compressor Silencer DesignDocument35 pagesCase Study 03 - Screw Compressor Silencer Designkutts76Pas encore d'évaluation
- Pvseminar For India 2005 Nov 27 Low ResDocument112 pagesPvseminar For India 2005 Nov 27 Low ResSabrang LorPas encore d'évaluation
- Tel No.:033-24239650, 24239651 FAX No.:033-24239652, 24239653 Web: WWW - Erpc.gov - inDocument8 pagesTel No.:033-24239650, 24239651 FAX No.:033-24239652, 24239653 Web: WWW - Erpc.gov - inKarthick KumaresanPas encore d'évaluation
- ASME VIII Div 2 Vessels-End of LifeDocument56 pagesASME VIII Div 2 Vessels-End of LifeRanjit Koshy Alexander100% (1)
- EagleBurgmann - API 682 4th Edition Piping Plans - S-AP4-BKTE PDFAPP V2 13.05.14 - ENDocument132 pagesEagleBurgmann - API 682 4th Edition Piping Plans - S-AP4-BKTE PDFAPP V2 13.05.14 - ENDana Guerrero100% (2)
- Bearings Failures Causes RemediesDocument90 pagesBearings Failures Causes Remediessatya_chagantiPas encore d'évaluation
- 2011 RT7 Urea Melt Pump DamageDocument4 pages2011 RT7 Urea Melt Pump Damagesatya_chagantiPas encore d'évaluation
- SKF Machine Condition Advisor RDI-CMAS100-SLDocument4 pagesSKF Machine Condition Advisor RDI-CMAS100-SLsatya_chagantiPas encore d'évaluation
- EagleBurgmann - AP4-AGE - API - Application Guide - E3 - 10.11.2014 PDFDocument10 pagesEagleBurgmann - AP4-AGE - API - Application Guide - E3 - 10.11.2014 PDFsatya_chagantiPas encore d'évaluation
- Monitoring Centrifugal CompressorsDocument4 pagesMonitoring Centrifugal CompressorsHatem Abdelrahman100% (1)
- Synopsis Savings PDFDocument2 pagesSynopsis Savings PDFsatya_chagantiPas encore d'évaluation
- Orbit v27n207 RunoutDocument14 pagesOrbit v27n207 Runoutsant_100% (1)
- Pump Cavitation and How To Avoid It White Paper PDFDocument6 pagesPump Cavitation and How To Avoid It White Paper PDFsatya_chagantiPas encore d'évaluation
- Trip MultiplyDocument2 pagesTrip Multiplyrohitraj10Pas encore d'évaluation
- Understanding KMDocument8 pagesUnderstanding KMlangtuPas encore d'évaluation
- Bearing Failure ArtDocument1 pageBearing Failure Artsatya_chagantiPas encore d'évaluation
- 1q08 RecipkitDocument2 pages1q08 Recipkitsatya_chagantiPas encore d'évaluation
- About VibrationDocument18 pagesAbout Vibrationspc4uPas encore d'évaluation
- Turbo Range BrochureDocument6 pagesTurbo Range Brochuresatya_chagantiPas encore d'évaluation
- When One Event Is One Too Many : The Desk ofDocument2 pagesWhen One Event Is One Too Many : The Desk ofsatya_chagantiPas encore d'évaluation
- Bently Article Over Speed DetectionDocument13 pagesBently Article Over Speed Detectionduhaim100% (1)
- 2q01bently2 PDFDocument10 pages2q01bently2 PDFvcharlesPas encore d'évaluation
- Orbit v27n207 Slowroll PDFDocument13 pagesOrbit v27n207 Slowroll PDFPuchit SpkPas encore d'évaluation
- Online Condition EonDocument22 pagesOnline Condition Eonsatya_chagantiPas encore d'évaluation
- SHELL Product Data Guide Industry 2013Document78 pagesSHELL Product Data Guide Industry 2013Edgar Real ViúlaPas encore d'évaluation
- Dgs-Ep-E E4 Dgs-Dry Gas Seals 02.14Document4 pagesDgs-Ep-E E4 Dgs-Dry Gas Seals 02.14cincaohijauPas encore d'évaluation
- 4100 RF Machinery Monitoring SystemDocument4 pages4100 RF Machinery Monitoring Systemsatya_chagantiPas encore d'évaluation
- Oil Analysis 101 - Part 2Document8 pagesOil Analysis 101 - Part 2falconesasPas encore d'évaluation
- Corrosion AnalysisDocument39 pagesCorrosion Analysissatya_chagantiPas encore d'évaluation
- Advanced Cross Channel Analysis ProgDocument4 pagesAdvanced Cross Channel Analysis Progsatya_chaganti100% (1)
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiPas encore d'évaluation
- Looking Forward To Lubricant OxidationDocument6 pagesLooking Forward To Lubricant Oxidationsatya_chagantiPas encore d'évaluation
- 4100 Case History On Mobile PalletDocument3 pages4100 Case History On Mobile Palletsatya_chagantiPas encore d'évaluation
- Advanced AMS Machinery ManagerDocument21 pagesAdvanced AMS Machinery Managersatya_chaganti100% (2)
- FC-M6100 SM-BB52: DEORE CranksetDocument1 pageFC-M6100 SM-BB52: DEORE CranksetDon JonesPas encore d'évaluation
- Module 4Document8 pagesModule 4ABIGAIL OLAJUMOKE JOSEPHPas encore d'évaluation
- Activity9 PDFDocument5 pagesActivity9 PDFSmitPas encore d'évaluation
- Steel Erection Code of PracticeDocument94 pagesSteel Erection Code of Practicedadz mingiPas encore d'évaluation
- Cap Screws: Sae J429 Grade IdentificationDocument6 pagesCap Screws: Sae J429 Grade IdentificationHomer SilvaPas encore d'évaluation
- FRP Fish TanksDocument33 pagesFRP Fish TanksA.Subin DasPas encore d'évaluation
- WP - High Efficiency Axial Flux Machines - Whitepaper v1.5Document21 pagesWP - High Efficiency Axial Flux Machines - Whitepaper v1.5unknown234uPas encore d'évaluation
- Aerodynamics of Paper AirplanesDocument16 pagesAerodynamics of Paper AirplanesBrindleSmith111Pas encore d'évaluation
- Vray Material Settings: COMP 423: Cadd For ArchitectureDocument18 pagesVray Material Settings: COMP 423: Cadd For ArchitectureMarvin GonzalesPas encore d'évaluation
- Kubota Dual Fuel Series SpecificationDocument10 pagesKubota Dual Fuel Series Specificationפטריה מוזרPas encore d'évaluation
- HexWorks ManualDocument162 pagesHexWorks ManualIguodala OwiePas encore d'évaluation
- TS 34Document2 pagesTS 34Sunil Maurya0% (1)
- Vibration Diagnosis and CorrectionDocument54 pagesVibration Diagnosis and Correctionbhanuka2009Pas encore d'évaluation
- 2017 Tel 1608Document47 pages2017 Tel 1608Alvaro Torres BozzoPas encore d'évaluation
- Tabl Navegacion Aqua SignalDocument4 pagesTabl Navegacion Aqua SignalNelson Aguirre BravoPas encore d'évaluation
- Paver BlockDocument16 pagesPaver BlockRavinder Singh100% (1)
- Guidance On Mooring System Management Plans (MSMP)Document39 pagesGuidance On Mooring System Management Plans (MSMP)PJ Apostol Alpacas100% (4)
- Relationship of EN 954-1 and IEC 61508 Standards PDFDocument2 pagesRelationship of EN 954-1 and IEC 61508 Standards PDFfitasmounirPas encore d'évaluation
- Power Tool Switches: Catalog 1308650 Issued 1-01Document18 pagesPower Tool Switches: Catalog 1308650 Issued 1-01Gamal AhmadPas encore d'évaluation
- ETABS 19.0.0-Report ViewerDocument207 pagesETABS 19.0.0-Report ViewerDaniel Pesca SilvaPas encore d'évaluation
- PRO-II Thermodynamic Model SelectionDocument79 pagesPRO-II Thermodynamic Model Selectionchemsac2100% (1)
- Am 3517Document221 pagesAm 3517mudit9_mPas encore d'évaluation
- CS 450 Assignment 5 SolutionsDocument3 pagesCS 450 Assignment 5 Solutionshidrovo3589Pas encore d'évaluation
- Mechanical Spring MEDocument89 pagesMechanical Spring MEimranPas encore d'évaluation
- User Manual Floppy To USB Emulator: ModelDocument2 pagesUser Manual Floppy To USB Emulator: ModelRadulian DanielPas encore d'évaluation
- LogisticsDocument72 pagesLogisticsqzm74lPas encore d'évaluation
- Assignment 2 Ce Law Ethics Contracts Midterm - 103742Document13 pagesAssignment 2 Ce Law Ethics Contracts Midterm - 103742Myka SanchezPas encore d'évaluation
- Servomotor WedgeDocument24 pagesServomotor WedgeAlanPas encore d'évaluation
- Armare La Strapungere Pentru Palnsee Dale Jda B en D Teh 56465Document24 pagesArmare La Strapungere Pentru Palnsee Dale Jda B en D Teh 56465mihaitimoftePas encore d'évaluation
- Projects Need To Upload Online. Use The Standard Format. Use Any EDA Tool For The SimulationDocument2 pagesProjects Need To Upload Online. Use The Standard Format. Use Any EDA Tool For The SimulationAjay DuranPas encore d'évaluation