Vous aimerez peut-être aussi
- API 510 PC 05mar05 Summmary of NDT Asme Viii 1Document1 pageAPI 510 PC 05mar05 Summmary of NDT Asme Viii 1Sampath KumarPas encore d'évaluation
- Pressure Vessel Head Shapes - Piping DesignerDocument3 pagesPressure Vessel Head Shapes - Piping DesignerSampath KumarPas encore d'évaluation
- Vessel FigDocument1 pageVessel FigSampath KumarPas encore d'évaluation
- Cswip3.1 Part2Document140 pagesCswip3.1 Part2Sampath KumarPas encore d'évaluation
- Andhra Jyothi CalendarDocument8 pagesAndhra Jyothi CalendarMunirajulu McPas encore d'évaluation
- Sampath Kumar: From: Sent: To: CC: SubjectDocument12 pagesSampath Kumar: From: Sent: To: CC: SubjectSampath KumarPas encore d'évaluation
- Distance Between Weld To WeldDocument1 pageDistance Between Weld To WeldSampath KumarPas encore d'évaluation
- API 653 Study PlanDocument7 pagesAPI 653 Study PlanJeganeswaranPas encore d'évaluation
- RT SymbolDocument1 pageRT SymbolSampath KumarPas encore d'évaluation
- Heat Treatment Cracking)Document132 pagesHeat Treatment Cracking)Usman LiaqatPas encore d'évaluation
- Cswip Part 1Document140 pagesCswip Part 1Sampath KumarPas encore d'évaluation
- Tank TypeDocument1 pageTank TypeSampath KumarPas encore d'évaluation
- Base PlateDocument1 pageBase PlateSampath KumarPas encore d'évaluation
- Andhra Jyothi CalendarDocument8 pagesAndhra Jyothi CalendarMunirajulu McPas encore d'évaluation
- Grating STD DesignDocument3 pagesGrating STD DesignSampath KumarPas encore d'évaluation
- Equalozation Tower AFC IssueDocument1 pageEqualozation Tower AFC IssueSampath KumarPas encore d'évaluation
- Cswip Part 1Document140 pagesCswip Part 1Sampath KumarPas encore d'évaluation
- Distance Between Weld To WeldDocument1 pageDistance Between Weld To WeldSampath KumarPas encore d'évaluation
- Wide Flange Beam SpecificationDocument3 pagesWide Flange Beam SpecificationSampath KumarPas encore d'évaluation
- A999Document11 pagesA999Sampath Kumar100% (1)
- Icp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceDocument2 pagesIcp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceSampath KumarPas encore d'évaluation
- Steel W-Shape Section DataDocument7 pagesSteel W-Shape Section DataSampath KumarPas encore d'évaluation
- SYLLABUSDocument2 pagesSYLLABUSSampath KumarPas encore d'évaluation
- Typical Material Specifications For Major Component PartsDocument9 pagesTypical Material Specifications For Major Component PartsSampath KumarPas encore d'évaluation
- Wide Flange Beam SpecificationDocument3 pagesWide Flange Beam SpecificationSampath KumarPas encore d'évaluation
- DIN Material Equivalent PDFDocument13 pagesDIN Material Equivalent PDFMuralitclPas encore d'évaluation
- Structural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeDocument2 pagesStructural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeSampath Kumar50% (2)
- Cswip3.1 Part2Document140 pagesCswip3.1 Part2Sampath KumarPas encore d'évaluation
- Heat Treatment Cracking)Document132 pagesHeat Treatment Cracking)Usman LiaqatPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Essay Kinetic EnergyDocument1 pageEssay Kinetic Energysidiq saputraPas encore d'évaluation
- 1st Year Important Questions 2019 - 2020Document3 pages1st Year Important Questions 2019 - 2020Lohith CharyPas encore d'évaluation
- Astm F 2389 - 2017aDocument10 pagesAstm F 2389 - 2017aErika Viridiana AldaranPas encore d'évaluation
- Course Objectives:: BPHYS/BPHYC/BPHYE/BPHYM/102/202Document51 pagesCourse Objectives:: BPHYS/BPHYC/BPHYE/BPHYM/102/202varshabijapur220Pas encore d'évaluation
- Shell Momentum Balances for Pipe and Annular FlowDocument15 pagesShell Momentum Balances for Pipe and Annular FlowPatricia de LeonPas encore d'évaluation
- Axial Piston Variable Pump A10V (S) O Series 31 AmericasDocument56 pagesAxial Piston Variable Pump A10V (S) O Series 31 AmericasFawzi AlzubairyPas encore d'évaluation
- Lecture 4 - Auditorium Design & Sound Reinforcement ManshaDocument24 pagesLecture 4 - Auditorium Design & Sound Reinforcement ManshaRahul NawaniPas encore d'évaluation
- Improved Drilling of Depleted Sands with Cloud-Point GlycolsDocument3 pagesImproved Drilling of Depleted Sands with Cloud-Point GlycolsJulie SpencerPas encore d'évaluation
- IISER Aptitude Test 2013: Syllabus ForDocument1 pageIISER Aptitude Test 2013: Syllabus ForSanthoshkumar RayavarapuPas encore d'évaluation
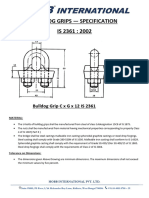
- Bull Dog Clamp - SpecificationDocument2 pagesBull Dog Clamp - SpecificationsanjoyPas encore d'évaluation
- S8 Tiger: Think ForwardDocument17 pagesS8 Tiger: Think ForwardASRAR AHMED KHANPas encore d'évaluation
- MCW Pump Head & Piping Pressure DropDocument3 pagesMCW Pump Head & Piping Pressure DropKarthy GanesanPas encore d'évaluation
- Question Bank On Energy Storage SystemDocument12 pagesQuestion Bank On Energy Storage Systemjoshinihar19100% (1)
- Wind Load Calcualtion For Tennis CourtDocument17 pagesWind Load Calcualtion For Tennis CourtSathesh KumarPas encore d'évaluation
- Field Desorption, Field IonisationDocument13 pagesField Desorption, Field Ionisationhey80milionPas encore d'évaluation
- 03 Metal Packing Support PlatesDocument3 pages03 Metal Packing Support PlatesypatelsPas encore d'évaluation
- PEG 400 Phase Behavior Homework #1Document3 pagesPEG 400 Phase Behavior Homework #1Reda Abdel Azim100% (1)
- Parth PosterDocument1 pageParth Posteranubhav thakurPas encore d'évaluation
- Advanced Design of Steel and Concrete Composite StructuresDocument52 pagesAdvanced Design of Steel and Concrete Composite StructuresCristian BlanaruPas encore d'évaluation
- Essential Element of LaserDocument3 pagesEssential Element of LaserZurainul Mardihah Zainul AbiddinPas encore d'évaluation
- Ansi Isa-75.01.01-2012 (60534-2-1 Mod)Document70 pagesAnsi Isa-75.01.01-2012 (60534-2-1 Mod)Abdelaadim FadlallahPas encore d'évaluation
- PaperchinaDocument10 pagesPaperchinaRAM KUMARPas encore d'évaluation
- Thermal Relief Therm - VTDocument6 pagesThermal Relief Therm - VTRafael ReyesPas encore d'évaluation
- H H H H H H: Ray OpticsDocument61 pagesH H H H H H: Ray OpticsAnonymous BnbPSoovbNPas encore d'évaluation
- Cohen-Tannoudji - Quantum Mechanics, Vol.1Document887 pagesCohen-Tannoudji - Quantum Mechanics, Vol.1elke_hk100% (15)
- Manufacturing Operations GuideDocument4 pagesManufacturing Operations GuidetarasasankaPas encore d'évaluation
- Sheet: 4: 1) Two Plates of 7 MM Thick Are Connected by A Triple Riveted Lap Joint of ZigDocument1 pageSheet: 4: 1) Two Plates of 7 MM Thick Are Connected by A Triple Riveted Lap Joint of ZigBen AhmedPas encore d'évaluation
- Engineering Structures: Kristijan Kolozvari, Kamiar Kalbasi, Kutay Orakcal, John WallaceDocument17 pagesEngineering Structures: Kristijan Kolozvari, Kamiar Kalbasi, Kutay Orakcal, John WallaceRoman OinamPas encore d'évaluation
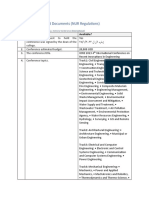
- Availability of Conference Required Documents - InternationalDocument6 pagesAvailability of Conference Required Documents - InternationalAhmed Khairadeen AliPas encore d'évaluation
- Prevent Equipment Failure with Condition Monitoring and MaintenanceDocument29 pagesPrevent Equipment Failure with Condition Monitoring and MaintenanceSalman100% (1)