Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- SDS Unleaded Gasoline RON 95Document19 pagesSDS Unleaded Gasoline RON 95syazani salin71% (7)
- EC3019A Antifoulant MSDS Eng.Document11 pagesEC3019A Antifoulant MSDS Eng.cesar orduz zaratePas encore d'évaluation
- MSDS (Ar 16)Document3 pagesMSDS (Ar 16)Irfan Ali100% (1)
- Hoja de Seguridad Tinuvin XT 833Document7 pagesHoja de Seguridad Tinuvin XT 833Aaron_GeaPas encore d'évaluation
- Landscape Planning of PT. Arutmin Indonesia Post-Coal Mining For Ecotourism in Batulicin, South KalimantanDocument3 pagesLandscape Planning of PT. Arutmin Indonesia Post-Coal Mining For Ecotourism in Batulicin, South KalimantanMochammad Baihaqi Al ChasanPas encore d'évaluation
- Plant Hazard Identification & Risk Assessment: Page 1 of 3Document3 pagesPlant Hazard Identification & Risk Assessment: Page 1 of 3Mochammad Baihaqi Al ChasanPas encore d'évaluation
- Return to work and occupational risk prevention in small businessesDocument2 pagesReturn to work and occupational risk prevention in small businessesMochammad Baihaqi Al ChasanPas encore d'évaluation
- API Safety CatalogueDocument7 pagesAPI Safety Cataloguevenks2kPas encore d'évaluation
- NEBOSH IGC Health & Safety CertificateDocument23 pagesNEBOSH IGC Health & Safety CertificateMochammad Baihaqi Al ChasanPas encore d'évaluation
- EPIMASTIC 4100 (M) (Part A+Part B) : Identification of The Substance/Preparation and CompanyDocument4 pagesEPIMASTIC 4100 (M) (Part A+Part B) : Identification of The Substance/Preparation and CompanyJalaluddinPas encore d'évaluation
- Chemical Hazard Bulletin - (CHB-927) - ArgonDocument1 pageChemical Hazard Bulletin - (CHB-927) - ArgonSAFEER ABDUL KHARIMPas encore d'évaluation
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and SupplierDocument9 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and SupplierBelvaPas encore d'évaluation
- MSDS - Aspetic GelDocument5 pagesMSDS - Aspetic GelAdraPas encore d'évaluation
- Rules For Classification and Construction IV Industrial ServicesDocument68 pagesRules For Classification and Construction IV Industrial ServicesMohamed FouadPas encore d'évaluation
- Web 001910 Corrshield Nt4201Document9 pagesWeb 001910 Corrshield Nt4201huyPas encore d'évaluation
- Chloride Reference Standard Solution 0,0282 N MsdsDocument6 pagesChloride Reference Standard Solution 0,0282 N MsdsGestion De Quimicos Sede MedellinPas encore d'évaluation
- Papaya Leaves ExtractDocument37 pagesPapaya Leaves ExtractGojo SatoruPas encore d'évaluation
- MSDS Gasoline by Shell (2013)Document13 pagesMSDS Gasoline by Shell (2013)Torero02Pas encore d'évaluation
- SDS271 Diamond CompoundDocument7 pagesSDS271 Diamond CompoundEsteban Vanegas AlvarezPas encore d'évaluation
- Toilet Bowl Cleaner Safety Data SheetDocument5 pagesToilet Bowl Cleaner Safety Data SheetShahfri ShafPas encore d'évaluation
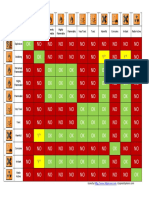
- Storage compatibility legendDocument1 pageStorage compatibility legendCHANDRAMAULIPas encore d'évaluation
- Azk Pygas SdsDocument9 pagesAzk Pygas SdsViktoR AndreievPas encore d'évaluation
- MSDS Dowex HCR-S Cation Exchange ResinDocument9 pagesMSDS Dowex HCR-S Cation Exchange ResinMelino NavaltaPas encore d'évaluation
- Progesterone MSDS Safety SheetDocument6 pagesProgesterone MSDS Safety SheetAjay6699Pas encore d'évaluation
- SCCP Opinion On Tea Tree OilDocument42 pagesSCCP Opinion On Tea Tree OilDarlene LabuguenPas encore d'évaluation
- MsdsDocument6 pagesMsdsrashidalghifaryPas encore d'évaluation
- Safety Data Sheet (SDS of RONDO)Document9 pagesSafety Data Sheet (SDS of RONDO)jr-nts ntsPas encore d'évaluation
- Safety Data Sheet: Section 1. IdentificationDocument14 pagesSafety Data Sheet: Section 1. IdentificationEDUARDOPas encore d'évaluation
- MSDS DylonDocument15 pagesMSDS DylonellaPas encore d'évaluation
- Sikadur 31 & 41 PART B - MSDSDocument12 pagesSikadur 31 & 41 PART B - MSDSebenezer EsemuruPas encore d'évaluation
- XM - Xelinc - Hach - HS - DPD Cloro Libre - Ingles - 041223Document14 pagesXM - Xelinc - Hach - HS - DPD Cloro Libre - Ingles - 041223Max PaulPas encore d'évaluation
- Safety Data Sheet: Section 1. Product and Company IdentificationDocument10 pagesSafety Data Sheet: Section 1. Product and Company IdentificationJohan VillarrealPas encore d'évaluation
- Contoh Safe Data SheetDocument7 pagesContoh Safe Data Sheetzaenal arifinPas encore d'évaluation
- A0006102 - MSDS - Hydraulic Oil ENDocument8 pagesA0006102 - MSDS - Hydraulic Oil ENeng_hamada_4uPas encore d'évaluation
- Z 15 LC Distacc - Cera Liq: Safety Data SheetDocument14 pagesZ 15 LC Distacc - Cera Liq: Safety Data Sheettitus gurningPas encore d'évaluation