Vous aimerez peut-être aussi
- Estudio Del Trabajo 2 Unidad 1Document30 pagesEstudio Del Trabajo 2 Unidad 1Mario MartinezPas encore d'évaluation
- Mapa Mental de La Relación Entre El Alumno y Su Entorno Organizacional - Emilyn PortilloDocument4 pagesMapa Mental de La Relación Entre El Alumno y Su Entorno Organizacional - Emilyn PortilloEmilyn Yokebed Hernández PortilloPas encore d'évaluation
- Casos Practicos Un. 1 Control EstadisticoDocument3 pagesCasos Practicos Un. 1 Control EstadisticoFrancisco GarciaPas encore d'évaluation
- Manofactura 12,8,14Document27 pagesManofactura 12,8,14Giorgio FernándezPas encore d'évaluation
- Movimientos y actividades corporalesDocument2 pagesMovimientos y actividades corporalessantaflow ft .NoRYKoPas encore d'évaluation
- Ejercicios de Inferencia Acerca de La Varianza de Una Población. III 2022Document9 pagesEjercicios de Inferencia Acerca de La Varianza de Una Población. III 2022Jeyson LazoPas encore d'évaluation
- 5por QueDocument2 pages5por QueDavid TorresPas encore d'évaluation
- Tolerancia y Especificaciones ESTUDIODocument4 pagesTolerancia y Especificaciones ESTUDIOJocelyn AnglinPas encore d'évaluation
- El enfoque de los sistemas: evolución de las teorías a través del tiempoDocument3 pagesEl enfoque de los sistemas: evolución de las teorías a través del tiempoamarePas encore d'évaluation
- Costos de capacitación durante periodo de inducciónDocument1 pageCostos de capacitación durante periodo de induccióncristhian riveraPas encore d'évaluation
- Politica de LlantasDocument6 pagesPolitica de LlantasAGMuñozMarcosPas encore d'évaluation
- Pronosticos Familias Estables y Regresion y CorrelacionDocument13 pagesPronosticos Familias Estables y Regresion y CorrelacionAlbin IquitePas encore d'évaluation
- SonCase NEDocument18 pagesSonCase NESergio Rodrigo Casasola Santana50% (14)
- Técnicas de análisis de flujo y distribución de plantaDocument32 pagesTécnicas de análisis de flujo y distribución de plantaArles Noe Reyes Martinez100% (1)
- Hoja de Verificacion Tornillo 2Document1 pageHoja de Verificacion Tornillo 2Ubaldo HerFraPas encore d'évaluation
- Industria 4.0: personalizacion masiva y trazabilidad predictivaDocument1 pageIndustria 4.0: personalizacion masiva y trazabilidad predictivaAndrea VelasquezPas encore d'évaluation
- Diseño elementos mecánicos - concentración esfuerzosDocument12 pagesDiseño elementos mecánicos - concentración esfuerzosluzPas encore d'évaluation
- Portafolio de Evidencia Robotica-1Document14 pagesPortafolio de Evidencia Robotica-1Eduardo RodriguezPas encore d'évaluation
- Reporte Investigacion de Proceso de ManufacturaDocument4 pagesReporte Investigacion de Proceso de Manufacturajose riosPas encore d'évaluation
- PLANTILLA 8D Fomato Diapositivas PowerpointDocument11 pagesPLANTILLA 8D Fomato Diapositivas PowerpointfelixdaniloPas encore d'évaluation
- Medidas antropométricas 18-24 añosDocument1 pageMedidas antropométricas 18-24 añosPaula YulianaPas encore d'évaluation
- Ensayo Stockless ProductionDocument2 pagesEnsayo Stockless ProductionMiguel Antonio Gonzalez100% (1)
- Historia de La Investigación de OperacionesDocument7 pagesHistoria de La Investigación de OperacionesElisa Meléndez0% (1)
- Cronologia de La Manufactura EsbeltaDocument2 pagesCronologia de La Manufactura EsbeltaAlejandro RodriguezPas encore d'évaluation
- Ensayo - Importancia de La Estadistica en La Ingenieria IndustrialDocument5 pagesEnsayo - Importancia de La Estadistica en La Ingenieria IndustrialMaria Gabriela100% (1)
- 2.3 Técnicas de Registro de Sucesión Movimiento y Relación Con El TiempoDocument7 pages2.3 Técnicas de Registro de Sucesión Movimiento y Relación Con El TiempoPanda GalacticoPas encore d'évaluation
- Examen Unidad II RedesDocument2 pagesExamen Unidad II Redesgabriela contreras sanchezPas encore d'évaluation
- Introducción Al Diseño Instalaciones de Manufactura y Manejo de MaterialesDocument10 pagesIntroducción Al Diseño Instalaciones de Manufactura y Manejo de MaterialesMarcela ParraPas encore d'évaluation
- Procesos de vidrio y polímerosDocument8 pagesProcesos de vidrio y polímerosDarktekcno neonPas encore d'évaluation
- Diseño de plan de muestreo simple con MIL-STD-105DDocument23 pagesDiseño de plan de muestreo simple con MIL-STD-105DErnesto Lorenzana0% (1)
- Tolerancias Dimensionales (JS11 Página 17)Document19 pagesTolerancias Dimensionales (JS11 Página 17)leabel90100% (1)
- Cuestiionariioooo.. Estudiio..mosttDocument5 pagesCuestiionariioooo.. Estudiio..mosttAlma Delia CorralesPas encore d'évaluation
- Algoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Document24 pagesAlgoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Luis Ibarguen MosqueraPas encore d'évaluation
- Prueba Hipótesis Media PoblaciónDocument41 pagesPrueba Hipótesis Media PoblaciónjesustorresPas encore d'évaluation
- Muestreo del trabajo en taller de costuraDocument17 pagesMuestreo del trabajo en taller de costuralesli atencioPas encore d'évaluation
- Cronometros y estudios de tiempos (40SDocument9 pagesCronometros y estudios de tiempos (40SGabriel Alejo GarciaPas encore d'évaluation
- Trabajo Grupal OperativaDocument12 pagesTrabajo Grupal OperativaDayana ChavezPas encore d'évaluation
- Aplicación de las 9's Higiene y SeguridadDocument10 pagesAplicación de las 9's Higiene y SeguridadValeria ManjarrezPas encore d'évaluation
- Esmerilado y Otros Procesos Abrasivos Cap 25Document9 pagesEsmerilado y Otros Procesos Abrasivos Cap 25Maria Fernanda Maldonado GámbulePas encore d'évaluation
- Unidad 2 - Temario e Indicaciones para Taller Hands OnDocument27 pagesUnidad 2 - Temario e Indicaciones para Taller Hands OnJavier Alonso Ruiz DimasPas encore d'évaluation
- Metodo Simplex y Dual Simplex.Document18 pagesMetodo Simplex y Dual Simplex.luisPas encore d'évaluation
- Indicador de CaratulaDocument14 pagesIndicador de CaratulaYESSICA CASTRO JIMENEZPas encore d'évaluation
- Evolución herramientas máquinas industriaDocument4 pagesEvolución herramientas máquinas industriaLiinda VegaPas encore d'évaluation
- Modelos de Referencias y Cuadro SinopticoDocument8 pagesModelos de Referencias y Cuadro SinopticoDavid Hinojosa LopezPas encore d'évaluation
- Aula MicromovimientosDocument24 pagesAula MicromovimientosGary Rivero100% (1)
- Entregable 2Document12 pagesEntregable 2Saraí SebastianPas encore d'évaluation
- Ingeniería de Métodos Ingeniería Industrial y AdministraciónDocument8 pagesIngeniería de Métodos Ingeniería Industrial y AdministraciónTyrone CruzPas encore d'évaluation
- Unidad 4 Procesos de FabricacionDocument7 pagesUnidad 4 Procesos de FabricacionjuanPas encore d'évaluation
- 1 Hojas de VerificaciónDocument4 pages1 Hojas de VerificaciónAlejandro ContrerasPas encore d'évaluation
- Investigacion de Operaciones (Método de La Gran M - Dos Fases)Document10 pagesInvestigacion de Operaciones (Método de La Gran M - Dos Fases)Luis Armando Morales GonzálezPas encore d'évaluation
- Laboratio Mecanica ClasicaDocument88 pagesLaboratio Mecanica ClasicaClaudia GutierrezPas encore d'évaluation
- EXAMEN DE UNIDAD 4 TRANSPORTE Y ASIGNACIÓN. 100% - Revisión Del Intento PDFDocument3 pagesEXAMEN DE UNIDAD 4 TRANSPORTE Y ASIGNACIÓN. 100% - Revisión Del Intento PDFTania RodartePas encore d'évaluation
- Optimización de la localización de una planta industrial mediante el método de Brown y GibsonDocument10 pagesOptimización de la localización de una planta industrial mediante el método de Brown y Gibsonbeto betooPas encore d'évaluation
- Diaz D 10-13 Diagrama Bimanual Actual JabonDocument1 pageDiaz D 10-13 Diagrama Bimanual Actual JabonliPas encore d'évaluation
- PP - s9 - Diagrama de Proceso y OperacionesDocument17 pagesPP - s9 - Diagrama de Proceso y OperacionesJosé Angel Salazar QuirozPas encore d'évaluation
- Pronosticos y Control de Producción en MinitabDocument14 pagesPronosticos y Control de Producción en MinitabCarlos AguilarPas encore d'évaluation
- La Importancia de La Informática en La IndustriaDocument1 pageLa Importancia de La Informática en La IndustriaMiriamPas encore d'évaluation
- Administración de La Producción - Tarea 2Document10 pagesAdministración de La Producción - Tarea 2Kenneth MosqueraPas encore d'évaluation
- 2.9. Distribucion de La PlantaDocument14 pages2.9. Distribucion de La Plantashara beatrizPas encore d'évaluation
- Trabajo Distribución de PlantasDocument10 pagesTrabajo Distribución de PlantasJuan Carlos GonzalezPas encore d'évaluation
- Trabajo en Caliente PDFDocument1 pageTrabajo en Caliente PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Informe #023 Giancarlo Capuñay Gonzales Mes de NoviembreDocument8 pagesInforme #023 Giancarlo Capuñay Gonzales Mes de NoviembreGiancarlo Capuñay GonzalesPas encore d'évaluation
- Total Residuos SolidossDocument13 pagesTotal Residuos SolidossGiancarlo Capuñay GonzalesPas encore d'évaluation
- Informe #026 Giancarlo Capuñay Gonzales Mes de DiciembreDocument7 pagesInforme #026 Giancarlo Capuñay Gonzales Mes de DiciembreGiancarlo Capuñay GonzalesPas encore d'évaluation
- Aprovechamiento Residuos Biomasa de Produccion de Piña PDFDocument7 pagesAprovechamiento Residuos Biomasa de Produccion de Piña PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Afiche de Busqueda Carlos Capuñay EcuadorDocument1 pageAfiche de Busqueda Carlos Capuñay EcuadorGiancarlo Capuñay GonzalesPas encore d'évaluation
- Informe #019 Presentación y Entrega de Rutina de Mantenimiento Recurrente y RutinasDocument1 pageInforme #019 Presentación y Entrega de Rutina de Mantenimiento Recurrente y RutinasGiancarlo Capuñay GonzalesPas encore d'évaluation
- Insignia Colegio San JoseDocument1 pageInsignia Colegio San JoseGiancarlo Capuñay GonzalesPas encore d'évaluation
- Informe #026 Giancarlo Capuñay Gonzales Mes de DiciembreDocument7 pagesInforme #026 Giancarlo Capuñay Gonzales Mes de DiciembreGiancarlo Capuñay GonzalesPas encore d'évaluation
- Formto CPP Pato PDFDocument1 pageFormto CPP Pato PDFEver JonathanPas encore d'évaluation
- 006 - SSGG Infraestructura - Mobiliario Ind 17 Al 48Document6 pages006 - SSGG Infraestructura - Mobiliario Ind 17 Al 48Giancarlo Capuñay GonzalesPas encore d'évaluation
- Insignia Colegio San JoseDocument1 pageInsignia Colegio San JoseGiancarlo Capuñay GonzalesPas encore d'évaluation
- El Plan en El Libro de Génesis PDFDocument3 pagesEl Plan en El Libro de Génesis PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- 061 2017Document5 pages061 2017Giancarlo Capuñay GonzalesPas encore d'évaluation
- Dante Manuel Chero Agapito y Iris Elizabeth GonzalesDocument1 pageDante Manuel Chero Agapito y Iris Elizabeth GonzalesGiancarlo Capuñay GonzalesPas encore d'évaluation
- Composición Química y Compuestos Bioactivos Presentes en Pulpas de Piña, Guayaba y Guanábana PDFDocument6 pagesComposición Química y Compuestos Bioactivos Presentes en Pulpas de Piña, Guayaba y Guanábana PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Feliz AniversariooDocument2 pagesFeliz AniversariooGiancarlo Capuñay GonzalesPas encore d'évaluation
- Nematodos Asociados Al Cultivo de Pina139 Parte 1Document17 pagesNematodos Asociados Al Cultivo de Pina139 Parte 1Giancarlo Capuñay GonzalesPas encore d'évaluation
- AmorIncomparableDiosDocument2 pagesAmorIncomparableDiosGiancarlo Capuñay GonzalesPas encore d'évaluation
- Amor IncomparableDocument2 pagesAmor IncomparableGiancarlo Capuñay GonzalesPas encore d'évaluation
- Revista Papers 4 PDFDocument9 pagesRevista Papers 4 PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Revista Papers 4 PDFDocument9 pagesRevista Papers 4 PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Norma Sanitaria para la Fabricación de Pan, Galletas y PasteleríaDocument51 pagesNorma Sanitaria para la Fabricación de Pan, Galletas y PasteleríaJose Antonio Tafur Gonzales71% (7)
- Politica Energetica EuropeaDocument4 pagesPolitica Energetica EuropeaGiancarlo Capuñay GonzalesPas encore d'évaluation
- Revista Papers 11 PDFDocument23 pagesRevista Papers 11 PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Revista Papers 15 PDFDocument8 pagesRevista Papers 15 PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Revista Papers 1 PDFDocument8 pagesRevista Papers 1 PDFGiancarlo Capuñay GonzalesPas encore d'évaluation
- Producción agroindustrial Peru 2009-2010Document249 pagesProducción agroindustrial Peru 2009-2010Giancarlo Capuñay GonzalesPas encore d'évaluation
- Principales Indicadores INEIDocument2 pagesPrincipales Indicadores INEIGiancarlo Capuñay GonzalesPas encore d'évaluation
- El TemporizadorDocument5 pagesEl TemporizadorRaynor FlashPas encore d'évaluation
- Simulación de Un SemaforoDocument36 pagesSimulación de Un Semaforopaupe21Pas encore d'évaluation
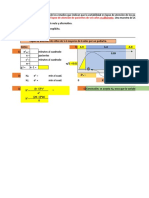
- Una Planta Requiere Que 15 KGDocument13 pagesUna Planta Requiere Que 15 KGlola50% (2)
- Comandos Shell para Windows y LinuxDocument19 pagesComandos Shell para Windows y LinuxMICHAELPas encore d'évaluation
- Libro de Power PointDocument22 pagesLibro de Power PointManuel EspinoPas encore d'évaluation
- Técnicas de levantamiento de requerimientos en ingeniería de sistemasDocument5 pagesTécnicas de levantamiento de requerimientos en ingeniería de sistemasconkers182100% (1)
- Alcohol 2019Document30 pagesAlcohol 2019Tamara Díaz100% (2)
- Problemas Planteados de Electricidad FÍSICA GENERALDocument35 pagesProblemas Planteados de Electricidad FÍSICA GENERALKelvinJhoniCarranzaHerreraPas encore d'évaluation
- Recomendaciones Santa Cruz de La SierraDocument15 pagesRecomendaciones Santa Cruz de La SierrajpjazzpianoPas encore d'évaluation
- AbonadorasDocument13 pagesAbonadorasMarius K Albengrin PalaviciniPas encore d'évaluation
- La Pistola HK USP Compact PDFDocument40 pagesLa Pistola HK USP Compact PDFcholowins100% (1)
- Marcha Analitica 1,2y3Document29 pagesMarcha Analitica 1,2y3Abraham BarrónPas encore d'évaluation
- Inspeccion de Seguridad Area AdministrativaDocument6 pagesInspeccion de Seguridad Area AdministrativaYURANIPas encore d'évaluation
- Teoría atómica y leyes ponderalesDocument12 pagesTeoría atómica y leyes ponderalesKeinPas encore d'évaluation
- Informe Nº6 Turbinas PeltonDocument11 pagesInforme Nº6 Turbinas PeltonRenzo Arone SolarPas encore d'évaluation
- Brochure Completo Cont - RaDocument28 pagesBrochure Completo Cont - RaJohnny QuispePas encore d'évaluation
- Analisi Precios Unitarios AlcantarillaDocument7 pagesAnalisi Precios Unitarios AlcantarillaJamilthonPerezNicolas100% (1)
- Estimación de CostosDocument40 pagesEstimación de Costoselparcero14100% (3)
- 00.03 SeparadoresDocument21 pages00.03 SeparadoresEsaú VerásteguiPas encore d'évaluation
- Glenium 3200 HESDocument2 pagesGlenium 3200 HESDaniel AlejandroPas encore d'évaluation
- Manual Rtn600Document31 pagesManual Rtn600Pedro Aldana QuintanaPas encore d'évaluation
- Balanza3 - Informe de Calibración - Equipo2Document15 pagesBalanza3 - Informe de Calibración - Equipo2jkPas encore d'évaluation
- Aparato MisteriosoDocument3 pagesAparato MisteriosoDionicio Abraham Ponce RomeroPas encore d'évaluation
- Equipos de DestilacionDocument4 pagesEquipos de DestilacionJulianAguilarFernandez100% (1)
- Instalaciones ElectricasDocument13 pagesInstalaciones ElectricasDiana Calzada MendozaPas encore d'évaluation
- EJERCICIOS de GRANULOMETRIADocument4 pagesEJERCICIOS de GRANULOMETRIAevelin espinoza mamaniPas encore d'évaluation
- Refracción en prismas y lentes delgadasDocument10 pagesRefracción en prismas y lentes delgadasSofía Natalia ArriolaPas encore d'évaluation
- Actividad 7 EconomiaDocument4 pagesActividad 7 EconomiaPaula CaceresPas encore d'évaluation
- Manuales y especificaciones técnicas de herramientas de perforaciónDocument18 pagesManuales y especificaciones técnicas de herramientas de perforaciónedinson piñerosPas encore d'évaluation
- Analisis de Piezas Cargadas Estaticamente Con La Ayuda Del Modulo de Simulacion de Solid WorksDocument29 pagesAnalisis de Piezas Cargadas Estaticamente Con La Ayuda Del Modulo de Simulacion de Solid WorksBlady Còrdova100% (2)