Vous aimerez peut-être aussi
- Libro de Gramatica Francesa PDFDocument60 pagesLibro de Gramatica Francesa PDFManuel Marchena Cisneros86% (22)
- Libro de Gramatica Francesa PDFDocument60 pagesLibro de Gramatica Francesa PDFManuel Marchena Cisneros86% (22)
- Torno CNC LeadwellDocument11 pagesTorno CNC LeadwellJhon PeñaPas encore d'évaluation
- Sistema de gestión de seguridad y salud en obra de construcción evalúa riesgosDocument7 pagesSistema de gestión de seguridad y salud en obra de construcción evalúa riesgosFrancisca Leal100% (2)
- Cuñas o ChavetasDocument18 pagesCuñas o ChavetasMemo Rosales100% (1)
- Actividad 6 Practica Manufactura Solucion TornoDocument4 pagesActividad 6 Practica Manufactura Solucion TornoLuis Javier Cartagena Ajuacho100% (1)
- Torque de Motor Ford 300Document3 pagesTorque de Motor Ford 300Angel Colina63% (8)
- Aserradero y sus partesDocument58 pagesAserradero y sus partesJorge Manuel Revilla Chávez100% (1)
- Investigacion DoumentalDocument23 pagesInvestigacion DoumentalElton ObandoPas encore d'évaluation
- PI Ejercicios Con Resoluci+ N - Ibarruela 10Document28 pagesPI Ejercicios Con Resoluci+ N - Ibarruela 10Eduardo vargas vargasPas encore d'évaluation
- ProcesosMecanicosDocument6 pagesProcesosMecanicosNicolas BaezPas encore d'évaluation
- Ejercicios MTM ResueltosDocument5 pagesEjercicios MTM ResueltosOscar Sánchez39% (23)
- Ejercicio 01 LaminacionDocument1 pageEjercicio 01 LaminacionAlexPas encore d'évaluation
- Plano 2017-3. Eje EscalonadoDocument1 pagePlano 2017-3. Eje EscalonadoNiik Gamarra67% (3)
- Ejercicio RefrentadoDocument4 pagesEjercicio RefrentadoErlanDuartePas encore d'évaluation
- TP 1. EjerciciosDocument22 pagesTP 1. EjerciciosFernando GustavoPas encore d'évaluation
- Formulario FresaDocument3 pagesFormulario FresaEber ChoquePas encore d'évaluation
- Fuerzas y momentos mecánicosDocument7 pagesFuerzas y momentos mecánicoshugoPas encore d'évaluation
- TP 1 - PM - Gonzalez GregorioDocument39 pagesTP 1 - PM - Gonzalez GregorioFernando GustavoPas encore d'évaluation
- Fresado de aluminio en 4 operacionesDocument2 pagesFresado de aluminio en 4 operacionesJhon ValdiviezoPas encore d'évaluation
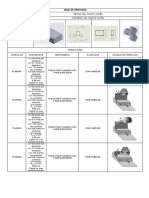
- Hoja de ProcesosDocument2 pagesHoja de ProcesosRichard Arizaga100% (1)
- Calculo de La Frecuencia RotacionalDocument4 pagesCalculo de La Frecuencia RotacionalOscarEnriqueAlfaroDiazPas encore d'évaluation
- Careado en TornoDocument6 pagesCareado en TornoKevin GomezPas encore d'évaluation
- Ejercicio de Seminario Problemas FresadoDocument13 pagesEjercicio de Seminario Problemas Fresadojhonbien1Pas encore d'évaluation
- Problemas Resueltos de SinterizacionDocument5 pagesProblemas Resueltos de SinterizacionNelson David Challco FloresPas encore d'évaluation
- Problemas 2,21 2,23 2,35 2,36 Beer EstaticaDocument10 pagesProblemas 2,21 2,23 2,35 2,36 Beer EstaticaManuel Gomez RuizPas encore d'évaluation
- Barrenado y su proceso enDocument7 pagesBarrenado y su proceso enInnokentiyKeshaABPas encore d'évaluation
- Proyectos de Ejes 6ADocument6 pagesProyectos de Ejes 6AAbraha Acosta0% (1)
- Ejercicios Finales 2019-IIDocument4 pagesEjercicios Finales 2019-IIsebastian barajas67% (3)
- CNC Resumen y Bibliografía PDFDocument1 pageCNC Resumen y Bibliografía PDFmateoPas encore d'évaluation
- EsfuerzosDocument1 pageEsfuerzoseuleringPas encore d'évaluation
- Tipos de Elementos Mecanicos de FijacionDocument42 pagesTipos de Elementos Mecanicos de FijacionBolivar Arauz Lezcano86% (7)
- Cuestionario Del Capítulo 24Document4 pagesCuestionario Del Capítulo 24Sabrina CastilloPas encore d'évaluation
- Diseño de collarín de eje con tornillo UNF 1/4-28Document5 pagesDiseño de collarín de eje con tornillo UNF 1/4-28EilithPas encore d'évaluation
- Eje Escalonado Con RanuraDocument1 pageEje Escalonado Con RanuraluisPas encore d'évaluation
- Cuestionario Parte 10 y 13Document4 pagesCuestionario Parte 10 y 13andromeda jujhiPas encore d'évaluation
- Ejercicios de Esmerilado PDFDocument2 pagesEjercicios de Esmerilado PDFJorge Ernesto Torres TorresPas encore d'évaluation
- Practica 3 CNCDocument4 pagesPractica 3 CNC04104647623Pas encore d'évaluation
- Momentos de Una Fuerza 2d y 3dDocument11 pagesMomentos de Una Fuerza 2d y 3dLaura Vergara Torres100% (1)
- Taller Extrusión y EstiradoDocument3 pagesTaller Extrusión y EstiradoJohana RamirezPas encore d'évaluation
- Ejercicios OscilacionesDocument16 pagesEjercicios OscilacionesAdrián Correa0% (1)
- Examen Parcial de Procesos de ManufacturaDocument3 pagesExamen Parcial de Procesos de Manufacturawaldor sulcaPas encore d'évaluation
- Operaciones Básicas en Un Torno CNCDocument6 pagesOperaciones Básicas en Un Torno CNCinterconhde100% (1)
- Ingeniería de Manufactura 2do ParcialDocument49 pagesIngeniería de Manufactura 2do ParcialMiriam ValdiviaPas encore d'évaluation
- Trabajo de Mapas MentalesDocument16 pagesTrabajo de Mapas Mentalesmario QuiPas encore d'évaluation
- Ilide - Info Ejercicios Mecanizado PRDocument14 pagesIlide - Info Ejercicios Mecanizado PRIsaias VeizagaPas encore d'évaluation
- Tablas Propiedades MaterialesDocument103 pagesTablas Propiedades MaterialesJUAN RODRIGO FERNANDEZPas encore d'évaluation
- Curvas Par-Velocidad Del Motor de Corriente ContinuaDocument9 pagesCurvas Par-Velocidad Del Motor de Corriente ContinuaRene Joachin CastilloPas encore d'évaluation
- Dos resortes en serie sometidos a una cargaDocument27 pagesDos resortes en serie sometidos a una cargaJesús Escribano MendozaPas encore d'évaluation
- Capitulo 3 ADocument37 pagesCapitulo 3 ANaomi VegagPas encore d'évaluation
- ApliAPLICACIONES DELOS METODOS NUMERICOS EN INGENIERIA MECANICAcaciones Delos Metodos Numericos en Ingenieria MecanicaDocument6 pagesApliAPLICACIONES DELOS METODOS NUMERICOS EN INGENIERIA MECANICAcaciones Delos Metodos Numericos en Ingenieria MecanicaJuan Carlos Delgado Reyes100% (1)
- Hoja de ProcesosDocument5 pagesHoja de Procesosbryan258Pas encore d'évaluation
- Codigos M PDFDocument1 pageCodigos M PDFPedroGarciaCazaresPas encore d'évaluation
- Actividad Individual 9 Mecanizado TornoDocument12 pagesActividad Individual 9 Mecanizado TornoMARIA FERNANDA ARANDIA TAVERAPas encore d'évaluation
- Procesos de formado y acabadoDocument6 pagesProcesos de formado y acabadoLuis Omar Fajardo MelendezPas encore d'évaluation
- Maquinado. Trabajo AndreaDocument36 pagesMaquinado. Trabajo AndreaDavid RicoPas encore d'évaluation
- Grupo N°10 - Circuitos - ElectricosDocument12 pagesGrupo N°10 - Circuitos - ElectricosSteeven PanchiPas encore d'évaluation
- Moldeo en SecoDocument2 pagesMoldeo en SecoJohan Portocarrero AnguloPas encore d'évaluation
- Problemas Resueltos de FresadoDocument10 pagesProblemas Resueltos de Fresadomaribel espinozaPas encore d'évaluation
- TareaDocument4 pagesTareaKairet SuloagaPas encore d'évaluation
- Division DiferencialDocument3 pagesDivision DiferencialMonica Rocío Herrera Galarza83% (6)
- Mecánica de sólidos - Torsión en elementos de sección cerradaDocument51 pagesMecánica de sólidos - Torsión en elementos de sección cerradaMoises Benitez Alvarez100% (1)
- Fresadora - VC, Va, N, TiempoDocument24 pagesFresadora - VC, Va, N, TiempoPaolo Bardales DiazPas encore d'évaluation
- Taller Capitulo 22 Groover Procesos IndustrialesDocument5 pagesTaller Capitulo 22 Groover Procesos Industrialesj_acampo_x0% (1)
- Formulario para El Proceso de MaquinadoDocument6 pagesFormulario para El Proceso de Maquinadocesaralexis.vazquezmataPas encore d'évaluation
- PREGUNTA 6-Torno-Exame-Finall-1Document2 pagesPREGUNTA 6-Torno-Exame-Finall-1Lisseth HuayanayPas encore d'évaluation
- Guia Ambiental para El Sector TextilDocument76 pagesGuia Ambiental para El Sector TextilEvert Cuellar Astilla0% (1)
- LFSMNDocument49 pagesLFSMNdaniel_sanchez_15Pas encore d'évaluation
- Viaje Por La Historia de MéxicoDocument68 pagesViaje Por La Historia de MéxicojuanmahmPas encore d'évaluation
- Distribución de DurminetesDocument8 pagesDistribución de DurminetesProfesor Química y BiologíaPas encore d'évaluation
- Practica de Mini TornoDocument19 pagesPractica de Mini TornoAlejandroLopezCigarroaPas encore d'évaluation
- Pr+íctica N - 04 - Diagrama de Actividades Simult+íneasDocument3 pagesPr+íctica N - 04 - Diagrama de Actividades Simult+íneasWillington Daniel G. BrionesPas encore d'évaluation
- TornoDocument15 pagesTornoTu Galan FavoritoPas encore d'évaluation
- PantografoDocument12 pagesPantografoMiguel TasaycoPas encore d'évaluation
- 15.-Herramientas AutomotricesDocument22 pages15.-Herramientas AutomotricesMichael Boris Mayta SullcaPas encore d'évaluation
- TrabajoDocument17 pagesTrabajoPaolo Bardales DiazPas encore d'évaluation
- Practica 8 de ManufacturaDocument6 pagesPractica 8 de ManufacturaBlanco OrlandoPas encore d'évaluation
- Manual de Mantenimiento General de Licuadoras AntiguasDocument4 pagesManual de Mantenimiento General de Licuadoras AntiguasValentinaPas encore d'évaluation
- Parques Industriales de Nuevo LaredoDocument13 pagesParques Industriales de Nuevo LaredoDiana EspinozaPas encore d'évaluation
- Niple de Asentamiento ST: Descripción y procedimiento de instalaciónDocument10 pagesNiple de Asentamiento ST: Descripción y procedimiento de instalaciónEd CalhePas encore d'évaluation
- Economía de EscalaDocument3 pagesEconomía de EscalaVictorino RAPas encore d'évaluation
- Catalogo MitsubishiDocument138 pagesCatalogo MitsubishiGabo García GranizoPas encore d'évaluation
- La Casa de La MonedaDocument2 pagesLa Casa de La MonedaJuliana del Castillo100% (1)
- FT - 8040 - 01 - 10 - Sikaflex 220+Document3 pagesFT - 8040 - 01 - 10 - Sikaflex 220+Katherine Bravo JimenezPas encore d'évaluation
- Manual Operacion MantenimientoDocument15 pagesManual Operacion MantenimientoJose Antonio JaquehuaPas encore d'évaluation
- Herramientas Mecanicas Tipos Manuales y EléctricasDocument7 pagesHerramientas Mecanicas Tipos Manuales y EléctricasDaniel AguirrePas encore d'évaluation
- Cancamos PDFDocument2 pagesCancamos PDFVictor Sebastian Flores OñatePas encore d'évaluation
- Bloque de Cilindros InspecciDocument23 pagesBloque de Cilindros InspecciJhon Harold GironPas encore d'évaluation
- Troquelado: proceso, tipos de troqueles y máquinasDocument5 pagesTroquelado: proceso, tipos de troqueles y máquinasArmando ReyesPas encore d'évaluation
- Unidad 63Document10 pagesUnidad 63Joaquín Rodrigo75% (4)
- Mantenimiento Válvulas PresiónDocument3 pagesMantenimiento Válvulas Presiónjose ocana100% (1)
- MartillosDocument16 pagesMartilloselbarba69Pas encore d'évaluation
- NMX A 003 1976 PDFDocument8 pagesNMX A 003 1976 PDFErick AlvaradoPas encore d'évaluation
- Formación de Los Dientes de EngraneDocument7 pagesFormación de Los Dientes de EngraneGabriel Ureche100% (2)