Vous aimerez peut-être aussi
- Guia Simulacion CircuitosDocument34 pagesGuia Simulacion Circuitosjose luis huayanay villarPas encore d'évaluation
- Practica2 b2Document2 pagesPractica2 b2Roberto RazoPas encore d'évaluation
- Guia Simulacion CircuitosDocument34 pagesGuia Simulacion Circuitosjose luis huayanay villarPas encore d'évaluation
- Guia Simulink2Document23 pagesGuia Simulink2Roberto RazoPas encore d'évaluation
- ManualDocument75 pagesManualJesusPas encore d'évaluation
- Control Claidad Ejercicios Cap 19Document15 pagesControl Claidad Ejercicios Cap 19Roberto RazoPas encore d'évaluation
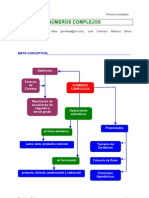
- Num ComplejosDocument19 pagesNum ComplejosBruno VegaPas encore d'évaluation
- Problemas Resueltos Integral TripleDocument10 pagesProblemas Resueltos Integral TripleWilfredo CeronPas encore d'évaluation
- 1.1 Caracteristicas de Las Ondas SenoidalDocument5 pages1.1 Caracteristicas de Las Ondas SenoidalRoberto RazoPas encore d'évaluation
- Tema 9Document53 pagesTema 9sitnaltairPas encore d'évaluation
- Algebra Lineal ContextoDocument42 pagesAlgebra Lineal ContextoDiana Maria Martinez OlivaPas encore d'évaluation
- Manual Autocad 51-75Document70 pagesManual Autocad 51-75Roberto RazoPas encore d'évaluation
- SintesisDocument4 pagesSintesisRoberto RazoPas encore d'évaluation
- Matrices-Y Determinantes PDFDocument33 pagesMatrices-Y Determinantes PDFEddyHuamanDiasPas encore d'évaluation
- Capitulo 2Document0 pageCapitulo 2Mag GerPas encore d'évaluation
- Introduccion A La Transformada Wavelet PDFDocument39 pagesIntroduccion A La Transformada Wavelet PDFRicardo BozoPas encore d'évaluation
- Ecuaciones y SistemasDocument13 pagesEcuaciones y Sistemassaruka18Pas encore d'évaluation
- PD3 Circuitos Rectificadores (Autoguardado)Document16 pagesPD3 Circuitos Rectificadores (Autoguardado)Roberto RazoPas encore d'évaluation
- IRIGDocument5 pagesIRIGRoberto RazoPas encore d'évaluation
- Arm Nicos en Redes El Ctricas PDFDocument33 pagesArm Nicos en Redes El Ctricas PDFJonathan SilvaPas encore d'évaluation
- Conceptos Básicos de SolidWorks Piezas y EnsamblajesDocument483 pagesConceptos Básicos de SolidWorks Piezas y EnsamblajesVictor Maturana Castillo83% (6)
- Tara 1 Electronic ADocument1 pageTara 1 Electronic ARoberto RazoPas encore d'évaluation
- Nombre de Los IntegrantesDocument7 pagesNombre de Los IntegrantesRoberto RazoPas encore d'évaluation
- Practicas PDSDocument21 pagesPracticas PDSpoder123Pas encore d'évaluation
- Transm Is orDocument1 pageTransm Is orRoberto RazoPas encore d'évaluation
- TesisDocument1 pageTesisRoberto RazoPas encore d'évaluation
- Ejercicios de Algoritmos y Diagrarmas de Flujo ResueltosDocument21 pagesEjercicios de Algoritmos y Diagrarmas de Flujo Resueltosposdeley75% (8)
- Sistemas de Unidades y Sus ConversionesDocument5 pagesSistemas de Unidades y Sus ConversionesMaximo67% (12)
- Unidad 1 Curso de PLCDocument38 pagesUnidad 1 Curso de PLCRoberto RazoPas encore d'évaluation
- Fijacion de MuestrasDocument8 pagesFijacion de MuestrasSabina MelloPas encore d'évaluation
- Problemas de Combustion 2016Document7 pagesProblemas de Combustion 2016Santiago GranoblesPas encore d'évaluation
- TitulosDocument2 pagesTitulosAndresz1Pas encore d'évaluation
- Mate 4Document4 pagesMate 4Cielo Gonzales HPas encore d'évaluation
- Bienes - Hernan CorralDocument635 pagesBienes - Hernan CorralBelen Ojeda Aburto50% (2)
- Teoria General de La Conducta PunibleDocument77 pagesTeoria General de La Conducta PunibleJose Miguel Muñoz FloresPas encore d'évaluation
- 1 Manual de PetrofisicaDocument81 pages1 Manual de PetrofisicaJenrry HeresPas encore d'évaluation
- Sem 6 Polares Transf CoordenadasDocument63 pagesSem 6 Polares Transf CoordenadasCarPas encore d'évaluation
- EMMcoc H21jo - Cuestionario 8Document3 pagesEMMcoc H21jo - Cuestionario 8EMMcoc h21joPas encore d'évaluation
- Manual AlumnoDocument18 pagesManual AlumnoAlejandro HerrerosPas encore d'évaluation
- Obstrucción IntestinalDocument14 pagesObstrucción IntestinalSandra CarreraPas encore d'évaluation
- El Evangelio para Los GentilesDocument4 pagesEl Evangelio para Los GentilesRuben Monrroy CPas encore d'évaluation
- Informe de de NayelyDocument41 pagesInforme de de NayelyEmily Josely CaballeroPas encore d'évaluation
- Proceso Enfermeria Parte 2 PDFDocument8 pagesProceso Enfermeria Parte 2 PDFRenalia Escobar Alvares100% (1)
- PER-002916860 - Conecta Retail - SIP TRUNK 40 SesionesDocument22 pagesPER-002916860 - Conecta Retail - SIP TRUNK 40 SesionesWilder Rojas ZegarraPas encore d'évaluation
- Avaluo Hotel Caribe PrincessDocument54 pagesAvaluo Hotel Caribe PrincessFabian Tobias Medina Duran100% (1)
- Caso Clinico Dispasia de Cadera PediatriaDocument15 pagesCaso Clinico Dispasia de Cadera PediatriaLiz AlmeidaPas encore d'évaluation
- Clase 2Document27 pagesClase 2Sarai ZetinaPas encore d'évaluation
- Triptico Vela EcologicaDocument3 pagesTriptico Vela EcologicaHilmer Luna Victoria Cabrera67% (3)
- Sillon Dental PDFDocument6 pagesSillon Dental PDFVICTOR RAFAEL URBAEZPas encore d'évaluation
- Shaily Vargas 1 Análisis de Caso Sobre Estructura Organizacional. Act. 4 EvaluativaDocument4 pagesShaily Vargas 1 Análisis de Caso Sobre Estructura Organizacional. Act. 4 EvaluativaShaily Shakid VARGAS DELGADOPas encore d'évaluation
- Guía de C Sharp (C #)Document6 pagesGuía de C Sharp (C #)Norberto Rubén MárquezPas encore d'évaluation
- Encofrados Deslizantes-InformeDocument29 pagesEncofrados Deslizantes-InformeElvis Edgar Vera Regalado67% (3)
- Res RTDocument38 pagesRes RTSusy AlvisPas encore d'évaluation
- Dictados 3Document1 pageDictados 3Encarnación SobrinoPas encore d'évaluation
- Guia N°4 SocialesDocument6 pagesGuia N°4 SocialesSamuel Montoya ZapataPas encore d'évaluation
- Osteología de La Alpaca Adulta (Atlas)Document63 pagesOsteología de La Alpaca Adulta (Atlas)rocky71% (14)
- Morfo - Respiratorio - Practica 6Document23 pagesMorfo - Respiratorio - Practica 6Magaly SanchezPas encore d'évaluation
- GarrasDocument21 pagesGarrasWilman Santiago ParraPas encore d'évaluation
- Conociendo El ComputadorDocument24 pagesConociendo El ComputadorPedro_M_Dominguez_G100% (2)