Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- National Subsidies SOE Investment: Exploration, Published in 2014Document13 pagesNational Subsidies SOE Investment: Exploration, Published in 2014totongopPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Gas Condensate Reservoir AnalysisDocument2 pagesGas Condensate Reservoir AnalysistotongopPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- 2012 08 ReformateDocument4 pages2012 08 ReformatetotongopPas encore d'évaluation
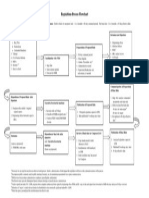
- RG FlowchartDocument1 pageRG FlowcharttotongopPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Annex 1 - Figure A BDocument2 pagesAnnex 1 - Figure A BtotongopPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Sample Invoice Schedule FormatsDocument6 pagesSample Invoice Schedule FormatstotongopPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Nstar Project ManagerDocument1 pageNstar Project ManagertotongopPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- WEOClimate MVD HlaunchremarksDocument3 pagesWEOClimate MVD HlaunchremarkstotongopPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Dresser-Rand's First Small-Scale LNG Unit Successfully Produces LNGDocument2 pagesDresser-Rand's First Small-Scale LNG Unit Successfully Produces LNGtotongopPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Model-Based and Machine Learning-Based High-Level Controller For Autonomous Vehicle Navigation: Lane Centering and Obstacles AvoidanceDocument14 pagesModel-Based and Machine Learning-Based High-Level Controller For Autonomous Vehicle Navigation: Lane Centering and Obstacles AvoidanceIAES International Journal of Robotics and AutomationPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- MPC Yalmip MPTDocument6 pagesMPC Yalmip MPTJules JoePas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Performance Excellence in The Upstream IndustryDocument11 pagesPerformance Excellence in The Upstream IndustryRachid Hassi RmelPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- List of MS, PHD Reports / ThesisDocument19 pagesList of MS, PHD Reports / ThesisFarhanPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Interactive Visualization For Diagnosis of Industrial Model Predictive Controllers With Steady-State OptimizersDocument17 pagesInteractive Visualization For Diagnosis of Industrial Model Predictive Controllers With Steady-State OptimizersSiang LimPas encore d'évaluation
- EcCST ManualDocument62 pagesEcCST Manualmatius.qPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Ex 4 (MPC)Document5 pagesEx 4 (MPC)sergioPas encore d'évaluation
- Manenti - Process ControlDocument62 pagesManenti - Process ControlsnoodaardPas encore d'évaluation
- Model Predictive Control in LabVIEWDocument22 pagesModel Predictive Control in LabVIEWBrankko Jhonathan Torres SaavedraPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Vibration ControlDocument513 pagesVibration ControlchandankrdumkaPas encore d'évaluation
- Trajectory Tracking Control For Flapping-Wing UAV Based On Model-Free Predictive ControlDocument8 pagesTrajectory Tracking Control For Flapping-Wing UAV Based On Model-Free Predictive Controlchandra sekharPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- BS2017 351Document10 pagesBS2017 351Vignesh RamakrishnanPas encore d'évaluation
- 7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionDocument4 pages7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionGarabigPas encore d'évaluation
- Optimization-Based Collision AvoidanceDocument27 pagesOptimization-Based Collision AvoidanceAlejandro Sans JiménezPas encore d'évaluation
- RRL Ni Jomar TopicDocument9 pagesRRL Ni Jomar TopicKian DilidiliPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- 10 1 1 454 702Document279 pages10 1 1 454 702Sagar SrinivasPas encore d'évaluation
- Applied Model Predictive Control - A Brief Guide Do MATLAB/Simulink MPC ToolboxDocument66 pagesApplied Model Predictive Control - A Brief Guide Do MATLAB/Simulink MPC ToolboxVISWANATHAN KALYANRAM100% (1)
- Good Tuning A Pocket Guide Fourth EditionDocument46 pagesGood Tuning A Pocket Guide Fourth EditionAugusto Cabrera100% (1)
- Basic Principles of MPCDocument13 pagesBasic Principles of MPCÉdgar StavePas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- c300b3fa-a7b0-4208-9ab7-dedb183f0559 (1)Document112 pagesc300b3fa-a7b0-4208-9ab7-dedb183f0559 (1)SalimPas encore d'évaluation
- Advanced Controllers For Quadratic Boost Converter - A Case StudyDocument6 pagesAdvanced Controllers For Quadratic Boost Converter - A Case StudyNishanthi BheemanPas encore d'évaluation
- Khor2016Khor, C. S., & Varvarezos, D. (2016) - Petroleum Refinery Optimization. Optimization and EngineeringDocument47 pagesKhor2016Khor, C. S., & Varvarezos, D. (2016) - Petroleum Refinery Optimization. Optimization and EngineeringKhaled BeheryPas encore d'évaluation
- Tutorial Model Predictive Control TechnologyDocument15 pagesTutorial Model Predictive Control TechnologyYijia ZhuPas encore d'évaluation
- Smart Grid Evolution: Predictive Control of Distributed Energy Resources-A ReviewDocument24 pagesSmart Grid Evolution: Predictive Control of Distributed Energy Resources-A ReviewAqeel AnwarPas encore d'évaluation
- Liuping WangDocument1 pageLiuping WangGodofredoPas encore d'évaluation
- 3.1 Coagulation Process Control in Water Treatment Plants Using Multiple Model Predictive ControlDocument10 pages3.1 Coagulation Process Control in Water Treatment Plants Using Multiple Model Predictive ControlDiseñarq AyacuchoPas encore d'évaluation
- Greenhouse Air Temperature Control Using The Particle Swarm Optimisation Algorithm J.P. Coelho, P.B. de Moura Oliveira, J. Boaventura CunhaDocument5 pagesGreenhouse Air Temperature Control Using The Particle Swarm Optimisation Algorithm J.P. Coelho, P.B. de Moura Oliveira, J. Boaventura CunhaAyoubMoufidPas encore d'évaluation
- Frontiers in Advanced Control SystemsDocument290 pagesFrontiers in Advanced Control SystemsSchreiber_DiesesPas encore d'évaluation
- Erfani 2018Document9 pagesErfani 2018vissakoderu gpPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Autonomous Vehicles On The Edge A Survey On Autonomous Vehicle RacingDocument31 pagesAutonomous Vehicles On The Edge A Survey On Autonomous Vehicle RacingGergely HornyakPas encore d'évaluation