Vous aimerez peut-être aussi
- All-in-One Manual of Industrial Piping Practice and MaintenanceD'EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceÉvaluation : 5 sur 5 étoiles5/5 (1)
- D 3309 - 96a R02 RDMZMDKDocument11 pagesD 3309 - 96a R02 RDMZMDKHumberto GutierrezPas encore d'évaluation
- D 2241 - 00 - Rdiyndetukve PDFDocument11 pagesD 2241 - 00 - Rdiyndetukve PDFAndre CasteloPas encore d'évaluation
- D 2239 - 01 RdiymzktukveDocument9 pagesD 2239 - 01 RdiymzktukveToapanta FredyPas encore d'évaluation
- D 3035 - 03 RdmwmzutmdmDocument7 pagesD 3035 - 03 RdmwmzutmdmToapanta FredyPas encore d'évaluation
- Astm d2239Document7 pagesAstm d2239Alejandro EspinosaPas encore d'évaluation
- Astm D2239Document7 pagesAstm D2239Hernando Andrés Ramírez GilPas encore d'évaluation
- Polyethylene (PE) Plastic Pipe (SIDR-PR) Based On Controlled Inside DiameterDocument7 pagesPolyethylene (PE) Plastic Pipe (SIDR-PR) Based On Controlled Inside DiameterToapanta FredyPas encore d'évaluation
- D 1527 - 99 - Rde1mjctukve PDFDocument11 pagesD 1527 - 99 - Rde1mjctukve PDFKhoai Sai GonPas encore d'évaluation
- D 2239 - 03 RdiymzkDocument7 pagesD 2239 - 03 RdiymzkToapanta FredyPas encore d'évaluation
- D 2282 - 99 - Rdiyoditukve PDFDocument8 pagesD 2282 - 99 - Rdiyoditukve PDFAndre CasteloPas encore d'évaluation
- D 2447 - 01 - Rdi0ndctukve PDFDocument9 pagesD 2447 - 01 - Rdi0ndctukve PDFAndre CasteloPas encore d'évaluation
- Astm F2769Document10 pagesAstm F2769Hernando Andrés Ramírez GilPas encore d'évaluation
- D 1785 - 03 - Rde3odutukve PDFDocument12 pagesD 1785 - 03 - Rde3odutukve PDFAndre CasteloPas encore d'évaluation
- D 1527 - 99 Rde1mjctukveDocument11 pagesD 1527 - 99 Rde1mjctukveHumberto GutierrezPas encore d'évaluation
- Astm F714Document10 pagesAstm F714CarlosChaconPas encore d'évaluation
- Polyethylene (PE) Plastic Pipe (SIDR-PR) Based On Controlled Inside DiameterDocument7 pagesPolyethylene (PE) Plastic Pipe (SIDR-PR) Based On Controlled Inside DiameterDavid SolisPas encore d'évaluation
- D 2104 - 01 - Rdixmdqtmde - PDFDocument7 pagesD 2104 - 01 - Rdixmdqtmde - PDFAndre CasteloPas encore d'évaluation
- D 2239 - 03 - Rdiymzk - PDFDocument7 pagesD 2239 - 03 - Rdiymzk - PDFAndre CasteloPas encore d'évaluation
- D 2447 - 99 - Rdi0ndctotk - PDFDocument9 pagesD 2447 - 99 - Rdi0ndctotk - PDFAndre CasteloPas encore d'évaluation
- ASTM D2104-03 Tubo de Plástico de PE, Cédula 40Document7 pagesASTM D2104-03 Tubo de Plástico de PE, Cédula 40Marlon TurnerPas encore d'évaluation
- Designation F 714 013 Standard SpecificaDocument12 pagesDesignation F 714 013 Standard Specificaaz_zakiPas encore d'évaluation
- ASTM D-2513 - 04 Thermoplastic Gas Pressure Pipe, Tubing, and Fittings PDFDocument25 pagesASTM D-2513 - 04 Thermoplastic Gas Pressure Pipe, Tubing, and Fittings PDFDedi Kartiwa100% (2)
- Astm F441-02 PDFDocument7 pagesAstm F441-02 PDFedelvallemp93100% (2)
- D 2104 - 99 - Rdixmdqtotlfmq - PDFDocument7 pagesD 2104 - 99 - Rdixmdqtotlfmq - PDFAndre CasteloPas encore d'évaluation
- D2513 04Document25 pagesD2513 04calidad1340100% (1)
- D 2104 - 03 - Rdixmdq - PDFDocument7 pagesD 2104 - 03 - Rdixmdq - PDFAndre CasteloPas encore d'évaluation
- Specification ASTM D3350 PDFDocument110 pagesSpecification ASTM D3350 PDFraja reyhanPas encore d'évaluation
- Astm D2104 (2001)Document7 pagesAstm D2104 (2001)Sinchan Roy ChowdhuryPas encore d'évaluation
- Polyethylene (PE) Plastic Pipe, Schedules 40 and 80, Based On Outside DiameterDocument9 pagesPolyethylene (PE) Plastic Pipe, Schedules 40 and 80, Based On Outside DiameterAndres Camilo BenitezPas encore d'évaluation
- Astm D3309 (1996)Document11 pagesAstm D3309 (1996)Thomas C. LanePas encore d'évaluation
- Astm d1785 1986Document11 pagesAstm d1785 1986aymanmkPas encore d'évaluation
- D 2241 - 00 - Rdiyndetmda - PDFDocument9 pagesD 2241 - 00 - Rdiyndetmda - PDFAndre CasteloPas encore d'évaluation
- Astm D2104Document7 pagesAstm D2104JUAN DAVID GOMEZ PATIÑOPas encore d'évaluation
- Astm F714Document12 pagesAstm F714juan100% (1)
- Astm D1527Document8 pagesAstm D1527Hernando Andrés Ramírez GilPas encore d'évaluation
- La Norme NormeDocument6 pagesLa Norme NormechouaibPas encore d'évaluation
- D 2737 - 01 - Rdi3mzctmde - PDFDocument7 pagesD 2737 - 01 - Rdi3mzctmde - PDFAndre CasteloPas encore d'évaluation
- D 2737 - 03 - Rdi3mzc - PDFDocument7 pagesD 2737 - 03 - Rdi3mzc - PDFAndre CasteloPas encore d'évaluation
- Astm F714 PDFDocument10 pagesAstm F714 PDFIván López PavezPas encore d'évaluation
- Astm D3035 - 06Document7 pagesAstm D3035 - 06Raul Humberto Mora VillamizarPas encore d'évaluation
- Polyethylene of Raised Temperature (PE-RT) SDR 9 Tubing: Standard Specification ForDocument7 pagesPolyethylene of Raised Temperature (PE-RT) SDR 9 Tubing: Standard Specification Forastewayb_964354182Pas encore d'évaluation
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside DiameterDocument8 pagesPolyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside DiameterQUALITY MAYURPas encore d'évaluation
- Astm D2239 (2001)Document8 pagesAstm D2239 (2001)Mohamed Reda Hussein SengarPas encore d'évaluation
- Ppi Comparison Astm D 2513Document61 pagesPpi Comparison Astm D 2513lthyaguPas encore d'évaluation
- Astm d2662 1996Document7 pagesAstm d2662 1996Greg YeePas encore d'évaluation
- Astm D2666 (1996)Document7 pagesAstm D2666 (1996)SANKARAN.KPas encore d'évaluation
- Polyethylene (PE) Plastic Pipe, Schedule 40: Standard Specification ForDocument7 pagesPolyethylene (PE) Plastic Pipe, Schedule 40: Standard Specification ForHernando Andrés Ramírez GilPas encore d'évaluation
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Outside DiameterDocument12 pagesPolyethylene (PE) Plastic Pipe (DR-PR) Based On Outside DiameterBayron Parra100% (2)
- Astm D 3035 PDFDocument7 pagesAstm D 3035 PDFSushil GambhirPas encore d'évaluation
- Astm F714Document9 pagesAstm F714Witchfinder General100% (1)
- Astm D2239-12-Tubo Plástico Pe (Sidr-Pr)Document7 pagesAstm D2239-12-Tubo Plástico Pe (Sidr-Pr)Marlon TurnerPas encore d'évaluation
- ASTM F2145 Polyamide PA11Document4 pagesASTM F2145 Polyamide PA11julia.garciaPas encore d'évaluation
- F 438 - 99 Rjqzoc05oqDocument5 pagesF 438 - 99 Rjqzoc05oqHumberto GutierrezPas encore d'évaluation
- F1483-15 Standard Specification For Oriented Poly (Vinyl Chloride), PVCO, Pressure PipeDocument5 pagesF1483-15 Standard Specification For Oriented Poly (Vinyl Chloride), PVCO, Pressure PipeMohamedPas encore d'évaluation
- Astm D2241 (2000)Document8 pagesAstm D2241 (2000)Mohamed Reda Hussein SengarPas encore d'évaluation
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocument11 pagesASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Pas encore d'évaluation
- Poly (Vinyl Chloride) (PVC) Plastic Pipe, Schedules 40, 80, and 120Document11 pagesPoly (Vinyl Chloride) (PVC) Plastic Pipe, Schedules 40, 80, and 120Flor PeraltaPas encore d'évaluation
- Astm F 2389 - 2017aDocument10 pagesAstm F 2389 - 2017aErika Viridiana AldaranPas encore d'évaluation
- F1176 PDFDocument7 pagesF1176 PDFFengki AdaroPas encore d'évaluation
- ADWEA Approved Vendor List 6.4.2011Document262 pagesADWEA Approved Vendor List 6.4.2011anish_am2005Pas encore d'évaluation
- M. N. Babu - Heidegger's Hermeneutical Phenomenology - A Philosophy of Being - An Adaptation of A Doctoral Thesis-K.G. Sasi (2010)Document160 pagesM. N. Babu - Heidegger's Hermeneutical Phenomenology - A Philosophy of Being - An Adaptation of A Doctoral Thesis-K.G. Sasi (2010)Erikson HoxhaPas encore d'évaluation
- Astm D 3282 - 93 - R 2004Document6 pagesAstm D 3282 - 93 - R 2004anish_am2005Pas encore d'évaluation
- M. N. Babu - Heidegger's Hermeneutical Phenomenology - A Philosophy of Being - An Adaptation of A Doctoral Thesis-K.G. Sasi (2010)Document160 pagesM. N. Babu - Heidegger's Hermeneutical Phenomenology - A Philosophy of Being - An Adaptation of A Doctoral Thesis-K.G. Sasi (2010)Erikson HoxhaPas encore d'évaluation
- Astm A 615a615m.23951Document7 pagesAstm A 615a615m.23951anish_am2005Pas encore d'évaluation
- ADWEA Approved Vendor List 6.4.2011Document262 pagesADWEA Approved Vendor List 6.4.2011anish_am2005Pas encore d'évaluation
- Astm D3262-96Document8 pagesAstm D3262-96anish_am2005Pas encore d'évaluation
- D 2487 - Standard Practice For Soil ClassificationDocument12 pagesD 2487 - Standard Practice For Soil ClassificationcmthebossPas encore d'évaluation
- D1576Document4 pagesD1576anish_am2005Pas encore d'évaluation
- Astm D3517 PDFDocument12 pagesAstm D3517 PDFsomphong.bkk5576Pas encore d'évaluation
- Astm D 3282 - 93 - R 2004Document6 pagesAstm D 3282 - 93 - R 2004anish_am2005Pas encore d'évaluation
- BS 443-82Document12 pagesBS 443-82anish_am2005100% (2)
- Astm D3261 (1997)Document6 pagesAstm D3261 (1997)anish_am2005Pas encore d'évaluation
- Astm D3282-93Document6 pagesAstm D3282-93anish_am2005100% (1)
- BS 812-Part 113-90Document10 pagesBS 812-Part 113-90anish_am2005Pas encore d'évaluation
- ASTM D6237.380331-1 Painting On Concrete and MasonryDocument12 pagesASTM D6237.380331-1 Painting On Concrete and Masonryanish_am2005100% (1)
- Astm D3139 (1998)Document3 pagesAstm D3139 (1998)anish_am2005Pas encore d'évaluation
- Astm C181.380331 1Document3 pagesAstm C181.380331 1anish_am2005100% (2)
- Astm D3212.380331 1Document3 pagesAstm D3212.380331 1anish_am2005Pas encore d'évaluation
- Astm F1097.380331 1Document4 pagesAstm F1097.380331 1anish_am2005Pas encore d'évaluation
- BS 598-Part 108-90Document10 pagesBS 598-Part 108-90anish_am2005Pas encore d'évaluation
- Bs - Dim of Butt ValveDocument18 pagesBs - Dim of Butt Valveanish_am2005Pas encore d'évaluation
- BS 812-Part 101-84Document8 pagesBS 812-Part 101-84anish_am2005100% (2)
- Installing Surge Protective Devices With NEC Article 240 and Feeder Tap RuleDocument2 pagesInstalling Surge Protective Devices With NEC Article 240 and Feeder Tap RuleJonathan Valverde RojasPas encore d'évaluation
- OTP User Manual For English) v1,0Document15 pagesOTP User Manual For English) v1,0auyinPas encore d'évaluation
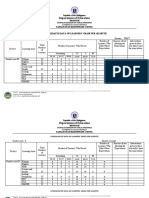
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDocument4 pagesDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaPas encore d'évaluation
- How Transformers WorkDocument15 pagesHow Transformers Worktim schroderPas encore d'évaluation
- Ilovepdf MergedDocument503 pagesIlovepdf MergedHemantPas encore d'évaluation
- 12 Step Worksheet With QuestionsDocument26 pages12 Step Worksheet With QuestionsKristinDaiglePas encore d'évaluation
- 2010 - Howaldt y Schwarz - Social Innovation-Concepts, Research Fields and International - LibroDocument82 pages2010 - Howaldt y Schwarz - Social Innovation-Concepts, Research Fields and International - Librovallejo13Pas encore d'évaluation
- 147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComDocument4 pages147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComjeyesbelmenPas encore d'évaluation
- 2013-01-28 203445 International Fault Codes Eges350 DTCDocument8 pages2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoPas encore d'évaluation
- Aashto M288-17 Product Selection GuideDocument1 pageAashto M288-17 Product Selection GuideDem DemPas encore d'évaluation
- A Short Survey On Memory Based RLDocument18 pagesA Short Survey On Memory Based RLcnt dvsPas encore d'évaluation
- Construction Project - Life Cycle PhasesDocument4 pagesConstruction Project - Life Cycle Phasesaymanmomani2111Pas encore d'évaluation
- FINAL SMAC Compressor Control Philosophy Rev4Document6 pagesFINAL SMAC Compressor Control Philosophy Rev4AhmedPas encore d'évaluation
- SAMPLE MCQuestions ByTopicsDocument45 pagesSAMPLE MCQuestions ByTopicsVeeru ManikantaPas encore d'évaluation
- For Accuracy and Safety: Globally ApprovedDocument4 pagesFor Accuracy and Safety: Globally ApprovedPedro LopesPas encore d'évaluation
- I. Choose The Best Option (From A, B, C or D) To Complete Each Sentence: (3.0pts)Document5 pagesI. Choose The Best Option (From A, B, C or D) To Complete Each Sentence: (3.0pts)thmeiz.17sPas encore d'évaluation
- Rsi r2 Super Rsi FaqDocument14 pagesRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Nominal GroupDocument3 pagesNominal GroupSrourPas encore d'évaluation
- Audi A4-7Document532 pagesAudi A4-7Anonymous QRVqOsa5Pas encore d'évaluation
- 11-Rubber & PlasticsDocument48 pages11-Rubber & PlasticsJack NgPas encore d'évaluation
- Atmel 46003 SE M90E32AS DatasheetDocument84 pagesAtmel 46003 SE M90E32AS DatasheetNagarajPas encore d'évaluation
- Civil Rights Vocabulary Lesson PlanDocument4 pagesCivil Rights Vocabulary Lesson PlanKati ArmstrongPas encore d'évaluation
- BIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Document32 pagesBIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Md TayfuzzamanPas encore d'évaluation
- Quality Standards For ECCE INDIA PDFDocument41 pagesQuality Standards For ECCE INDIA PDFMaryam Ben100% (4)
- Title: Smart Monitoring & Control of Electrical Distribution System Using IOTDocument27 pagesTitle: Smart Monitoring & Control of Electrical Distribution System Using IOTwaleed HaroonPas encore d'évaluation
- The Bio-Based Economy in The NetherlandsDocument12 pagesThe Bio-Based Economy in The NetherlandsIrving Toloache FloresPas encore d'évaluation
- Use of The Internet in EducationDocument23 pagesUse of The Internet in EducationAlbert BelirPas encore d'évaluation
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Document6 pagesCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzPas encore d'évaluation
- CE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationDocument32 pagesCE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationPROSPEROUS LUCKILYPas encore d'évaluation
- BDocument28 pagesBLubaPas encore d'évaluation