Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Fiber Optic Trainer/ Fiber & OSP TechnicianDocument7 pagesFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706Pas encore d'évaluation
- HiraDocument30 pagesHiravijay kumar singhPas encore d'évaluation
- NT TR 170 - Reference Micrographs For Evaluation of Creep Damage in Replica Inspections - Nordtest Technical ReportDocument41 pagesNT TR 170 - Reference Micrographs For Evaluation of Creep Damage in Replica Inspections - Nordtest Technical ReportElias KapaPas encore d'évaluation
- Sjoblom, J. - Handbook of Emulsion Technology PDFDocument731 pagesSjoblom, J. - Handbook of Emulsion Technology PDFdcharlies92% (13)
- Introductory Fracture MechanicsDocument193 pagesIntroductory Fracture MechanicsElias Kapa0% (1)
- 500-600 Forklifts & Buckmaster: Parts CatalogDocument281 pages500-600 Forklifts & Buckmaster: Parts CatalogRoberto Mariano100% (2)
- Caliper PigDocument10 pagesCaliper PigElias KapaPas encore d'évaluation
- Ultrasonic Testing Austenitic Stainless SteelDocument31 pagesUltrasonic Testing Austenitic Stainless SteelElias Kapa100% (1)
- LNG Tank Oerlikon PDFDocument32 pagesLNG Tank Oerlikon PDFElias Kapa100% (1)
- ESAB Welding Review RepairsDocument28 pagesESAB Welding Review RepairsElias KapaPas encore d'évaluation
- ERW Hook CrackDocument9 pagesERW Hook CrackElias KapaPas encore d'évaluation
- BurnerDocument4 pagesBurnerAhmed Mohamed KhalilPas encore d'évaluation
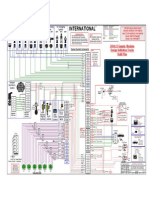
- Esquema Elétrico NGD 9.3Document2 pagesEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Plastic - Collapse at Pipes and Vessels PDFDocument19 pagesPlastic - Collapse at Pipes and Vessels PDFElias KapaPas encore d'évaluation
- LNG Brochure - Product EN Web BohlerDocument14 pagesLNG Brochure - Product EN Web BohlerElias KapaPas encore d'évaluation
- Datadheet RESINLUX 210 IngleseDocument2 pagesDatadheet RESINLUX 210 IngleseElias Kapa100% (1)
- Benefits of STT PDFDocument8 pagesBenefits of STT PDFElias KapaPas encore d'évaluation
- Crack Arrest Properties of 9% Ni Cryogenic Steel AWS JournalDocument5 pagesCrack Arrest Properties of 9% Ni Cryogenic Steel AWS JournalElias KapaPas encore d'évaluation
- Distortion Ohio PDFDocument174 pagesDistortion Ohio PDFElias KapaPas encore d'évaluation
- Makita 2708Document29 pagesMakita 2708Reuel JacintoPas encore d'évaluation
- NBN Co: Financial Management SolutionDocument2 pagesNBN Co: Financial Management SolutionAccentureAustraliaPas encore d'évaluation
- How Is Electrical Energy MeasuredDocument4 pagesHow Is Electrical Energy MeasuredSonya ReddyPas encore d'évaluation
- Pro TrekDocument4 pagesPro TrekTri WidodoPas encore d'évaluation
- RequirementsDocument18 pagesRequirementsmpedraza-1Pas encore d'évaluation
- Shifting Meterials: Ground Floor ReceptionDocument3 pagesShifting Meterials: Ground Floor Receptionvishwas pandithPas encore d'évaluation
- Advanced Cooling System - EMD00253ENDocument4 pagesAdvanced Cooling System - EMD00253ENnarayanan_anoob0% (1)
- Trial Manufacture of A Fluid-Type Static Induction TransistorDocument4 pagesTrial Manufacture of A Fluid-Type Static Induction TransistorStanley ClermontPas encore d'évaluation
- EM230 BR BM3 Fitting InstructionsDocument2 pagesEM230 BR BM3 Fitting InstructionsRoman BabaevPas encore d'évaluation
- Using Dapper Asynchronously inDocument1 pageUsing Dapper Asynchronously inGiovani BrondaniPas encore d'évaluation
- Huawei: Quidway Full Series Ethernet Routing SwitchesDocument90 pagesHuawei: Quidway Full Series Ethernet Routing SwitchesWalter Aguiar0% (1)
- Rigaku Progeny Spec Sheet LTR 3.14Document2 pagesRigaku Progeny Spec Sheet LTR 3.14DATA24Pas encore d'évaluation
- Online Order Processing SystemDocument34 pagesOnline Order Processing SystemMuhammad ShujaPas encore d'évaluation
- 06-901 Keyed Input SwitchesDocument4 pages06-901 Keyed Input Switchesmajed al.madhajiPas encore d'évaluation
- BIOS 203: Free Energy Methods Tom MarklandDocument23 pagesBIOS 203: Free Energy Methods Tom MarklandNemanja ĐokovićPas encore d'évaluation
- AirStash Manual A01 PDFDocument15 pagesAirStash Manual A01 PDFArcangelo Di TanoPas encore d'évaluation
- MILL Series GB-1007 01Document20 pagesMILL Series GB-1007 01Ady IonutPas encore d'évaluation
- SOP 829 - 032 Check-Reset KEMS, CrownomaticDocument2 pagesSOP 829 - 032 Check-Reset KEMS, CrownomaticAnonymous XbmoAFtIPas encore d'évaluation
- Oracle Jrockit Mission Control Lab GuideDocument17 pagesOracle Jrockit Mission Control Lab GuideashuhegdePas encore d'évaluation
- 4 and 6 Pole MotorDocument6 pages4 and 6 Pole Motorarajamani78100% (1)
- Vibro SifterDocument7 pagesVibro SifterDIpesh SahooPas encore d'évaluation
- Materials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilDocument5 pagesMaterials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilBart MaxPas encore d'évaluation
- KST GlueTech 44 enDocument80 pagesKST GlueTech 44 enLeandro RadamesPas encore d'évaluation