Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Structural Analysis of Crane HookDocument5 pagesStructural Analysis of Crane HookAkesh KakarlaPas encore d'évaluation
- 22 Use of Various Attachments in Machine Tools.Document19 pages22 Use of Various Attachments in Machine Tools.PRASAD326100% (5)
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- 20 Shaping, Planing and Slotting Machines.Document16 pages20 Shaping, Planing and Slotting Machines.PRASAD326100% (2)
- 5 Abrasive Processes (Grinding)Document15 pages5 Abrasive Processes (Grinding)animi100% (1)
- A Text Book On Automobile Chassis and Body Engineering (ADocument58 pagesA Text Book On Automobile Chassis and Body Engineering (Ahunny29100% (2)
- Structural Analysis of Car Disk BrakeDocument73 pagesStructural Analysis of Car Disk BrakeAkesh KakarlaPas encore d'évaluation
- 25 Estimation of Machining TimeDocument15 pages25 Estimation of Machining TimePRASAD326100% (16)
- 21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.Document29 pages21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.PRASAD326100% (3)
- 18 Kinematic System and Operations of Drilling MachinesDocument16 pages18 Kinematic System and Operations of Drilling MachinesPRASAD326100% (4)
- 24 Forces Developing and Acting in Machine ToolsDocument13 pages24 Forces Developing and Acting in Machine ToolsPRASAD326100% (4)
- 19 Kinematic System and Operations of Milling Machines.Document23 pages19 Kinematic System and Operations of Milling Machines.PRASAD326100% (5)
- 23 Semiautomatic and Automatic LathesDocument24 pages23 Semiautomatic and Automatic LathesPRASAD326100% (4)
- Advanced Cutting Tool MaterialDocument11 pagesAdvanced Cutting Tool MaterialarjunPas encore d'évaluation
- Measuring Cutting Forces PDFDocument14 pagesMeasuring Cutting Forces PDFprof_panneerPas encore d'évaluation
- 17 Kinematic Systems and Operations of LathesDocument7 pages17 Kinematic Systems and Operations of LathesPRASAD3260% (1)
- 14 Failure of Cutting Tools and Tool LifeDocument11 pages14 Failure of Cutting Tools and Tool LifePRASAD326100% (8)
- LM 13Document12 pagesLM 13api-3832526Pas encore d'évaluation
- 7 Use of Chip Breaker in MachiningDocument16 pages7 Use of Chip Breaker in MachiningPRASAD326100% (1)
- 15 Cutting Tool Materials of Common UseDocument9 pages15 Cutting Tool Materials of Common UsePRASAD326100% (4)
- LM-12 Machine Tools, MT, AMS, Manufacturing SystemsDocument11 pagesLM-12 Machine Tools, MT, AMS, Manufacturing SystemsAkesh KakarlaPas encore d'évaluation
- 9 Analytical and Experimental Determination of Cutting ForcesDocument14 pages9 Analytical and Experimental Determination of Cutting ForcesPRASAD326100% (1)
- 11 Cutting Temperature - Causes, Effects, AssessmentDocument14 pages11 Cutting Temperature - Causes, Effects, AssessmentPRASAD326100% (3)
- Merchant Circle DiagramDocument15 pagesMerchant Circle DiagramSUBHASH ANURAGPas encore d'évaluation
- 4 Conversion of Tool Angles From One System To AnotherDocument16 pages4 Conversion of Tool Angles From One System To AnotherPRASAD326100% (4)
- 2 Basic Working Principle, ConfigurationDocument17 pages2 Basic Working Principle, Configurationrichardcaroncstj100% (1)
- 5 Mechanism of Chip FormationDocument17 pages5 Mechanism of Chip FormationPRASAD326100% (9)
- LM-06 Machine ToolsDocument12 pagesLM-06 Machine ToolsAkesh KakarlaPas encore d'évaluation
- 3 Geometry of Single Point Cutting ToolsDocument13 pages3 Geometry of Single Point Cutting Toolsrichardcaroncstj100% (2)
- 01 Introduction To Manufacturing and MachiningDocument10 pages01 Introduction To Manufacturing and MachiningTarun MehtaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Lps - Config Doc of Fm-BcsDocument37 pagesLps - Config Doc of Fm-Bcsraj01072007Pas encore d'évaluation
- MML3 Journal To CapcomDocument103 pagesMML3 Journal To CapcomFer BarcenaPas encore d'évaluation
- ADS Chapter 303 Grants and Cooperative Agreements Non USDocument81 pagesADS Chapter 303 Grants and Cooperative Agreements Non USMartin JcPas encore d'évaluation
- SCHEDULE OF FEES - FinalDocument1 pageSCHEDULE OF FEES - FinalAbhishek SunaPas encore d'évaluation
- Gowtham Kumar Chitturi - HRMS Technical - 6 YrsDocument4 pagesGowtham Kumar Chitturi - HRMS Technical - 6 YrsAnuPas encore d'évaluation
- Ewellery Ndustry: Presentation OnDocument26 pagesEwellery Ndustry: Presentation Onharishgnr0% (1)
- Brand Guidelines Oracle PDFDocument39 pagesBrand Guidelines Oracle PDFMarco CanoPas encore d'évaluation
- CasesDocument4 pagesCasesNaveen Stephen LoyolaPas encore d'évaluation
- Type BOQ For Construction of 4 Units Toilet Drawing No.04Document6 pagesType BOQ For Construction of 4 Units Toilet Drawing No.04Yashika Bhathiya JayasinghePas encore d'évaluation
- Press Release - INTRODUCING THE NEW LAND ROVER DEFENDER PDFDocument6 pagesPress Release - INTRODUCING THE NEW LAND ROVER DEFENDER PDFJay ShahPas encore d'évaluation
- Yamaha F200 Maintenance ScheduleDocument2 pagesYamaha F200 Maintenance ScheduleGrady SandersPas encore d'évaluation
- INTERNATIONAL BUSINESS DYNAMIC (Global Operation MGT)Document7 pagesINTERNATIONAL BUSINESS DYNAMIC (Global Operation MGT)Shashank DurgePas encore d'évaluation
- Sigma Valve 2-WayDocument2 pagesSigma Valve 2-WayRahimPas encore d'évaluation
- Is 778 - Copper Alloy ValvesDocument27 pagesIs 778 - Copper Alloy ValvesMuthu KumaranPas encore d'évaluation
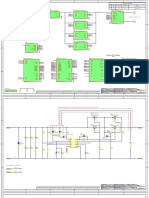
- Scheme Bidirectional DC-DC ConverterDocument16 pagesScheme Bidirectional DC-DC ConverterNguyễn Quang KhoaPas encore d'évaluation
- BSL-3 Training-1Document22 pagesBSL-3 Training-1Dayanandhi ElangovanPas encore d'évaluation
- Spine Beam - SCHEME 4Document28 pagesSpine Beam - SCHEME 4Edi ObrayanPas encore d'évaluation
- Apst GraduatestageDocument1 pageApst Graduatestageapi-253013067Pas encore d'évaluation
- Central Banking and Monetary PolicyDocument13 pagesCentral Banking and Monetary PolicyLuisaPas encore d'évaluation
- ACC403 Week 10 Assignment Rebecca MillerDocument7 pagesACC403 Week 10 Assignment Rebecca MillerRebecca Miller HornePas encore d'évaluation
- Woodward GCP30 Configuration 37278 - BDocument174 pagesWoodward GCP30 Configuration 37278 - BDave Potter100% (1)
- Incoterms 2010 PresentationDocument47 pagesIncoterms 2010 PresentationBiswajit DuttaPas encore d'évaluation
- S 101-01 - PDF - User Interface - Computer MonitorDocument130 pagesS 101-01 - PDF - User Interface - Computer Monitormborghesi1Pas encore d'évaluation
- WVU's Response Letter To Campbell Regarding HugginsDocument4 pagesWVU's Response Letter To Campbell Regarding HugginsJosh JarnaginPas encore d'évaluation
- EP2120 Internetworking/Internetteknik IK2218 Internets Protokoll Och Principer Homework Assignment 4Document5 pagesEP2120 Internetworking/Internetteknik IK2218 Internets Protokoll Och Principer Homework Assignment 4doyaPas encore d'évaluation
- I.V. FluidDocument4 pagesI.V. FluidOdunlamiPas encore d'évaluation
- Mutual Fund Insight Nov 2022Document214 pagesMutual Fund Insight Nov 2022Sonic LabelsPas encore d'évaluation
- MNO Manuale Centrifughe IngleseDocument52 pagesMNO Manuale Centrifughe IngleseChrist Rodney MAKANAPas encore d'évaluation
- Indirect Teaching Strategy??: Name: Topic: Under SupervisionDocument9 pagesIndirect Teaching Strategy??: Name: Topic: Under SupervisionSeham FouadPas encore d'évaluation
- Change Language DynamicallyDocument3 pagesChange Language DynamicallySinan YıldızPas encore d'évaluation