Vous aimerez peut-être aussi
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- Tracking FDA 0105Document21 pagesTracking FDA 0105최문섭Pas encore d'évaluation
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- COnveyor SkirtsDocument4 pagesCOnveyor SkirtsdivashmPas encore d'évaluation
- Hydro-Cyclone Separation Unit: Cost EstimationsDocument20 pagesHydro-Cyclone Separation Unit: Cost EstimationsMuhammad Hussain BilalPas encore d'évaluation
- Ypes and Causes of Damage To The Conveyor Belt - ReviewDocument23 pagesYpes and Causes of Damage To The Conveyor Belt - ReviewRAMESH KRISHNAN LPas encore d'évaluation
- Rexnord® High Performance Bucket Elevators PDFDocument12 pagesRexnord® High Performance Bucket Elevators PDFJavier Alejandro Rodriguez MelgozaPas encore d'évaluation
- Linear Rod Pump: A RevolutionaryDocument4 pagesLinear Rod Pump: A RevolutionaryMario Alejandro Yèpez OblitasPas encore d'évaluation
- Fan Calculation MooreDocument8 pagesFan Calculation MooreArjun GirishPas encore d'évaluation
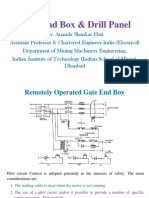
- Gate-End Box & Drill PanelDocument5 pagesGate-End Box & Drill PanelMuskanPas encore d'évaluation
- Rotary Joint Reliability-2014Document24 pagesRotary Joint Reliability-2014Edgar Cordova HerreraPas encore d'évaluation
- Helix Delta-T6 Sample Report01Document29 pagesHelix Delta-T6 Sample Report01Khaleel PashaPas encore d'évaluation
- Appendix A 1Document40 pagesAppendix A 1asadPas encore d'évaluation
- Research and Innovations For Continuous Miner's Cutting Head, For Efficient Cutting Process of Rock/CoalDocument12 pagesResearch and Innovations For Continuous Miner's Cutting Head, For Efficient Cutting Process of Rock/CoalKarthii Aju100% (1)
- Specs - Belt Conveyor 1 ProjectDocument7 pagesSpecs - Belt Conveyor 1 ProjectEdson Valter VillalunaPas encore d'évaluation
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesPas encore d'évaluation
- Sucker Rod String Design OptimizationDocument9 pagesSucker Rod String Design Optimizationsiraj1993Pas encore d'évaluation
- Belt Conveyor IsmDocument16 pagesBelt Conveyor IsmPrasenjit ChoudhuryPas encore d'évaluation
- Causes and prevention of coupling failuresDocument6 pagesCauses and prevention of coupling failuresvictorvikramPas encore d'évaluation
- Rider Ring Installation GuideDocument4 pagesRider Ring Installation Guidepaulsonp_2Pas encore d'évaluation
- Calculating and Graphing Thermal Movement in MachineryDocument2 pagesCalculating and Graphing Thermal Movement in MachineryBv RaoPas encore d'évaluation
- Chapter 4 belt capacities and speedsDocument1 pageChapter 4 belt capacities and speedsachmatPas encore d'évaluation
- Chapter 7Document44 pagesChapter 7Nebiyou KorraPas encore d'évaluation
- Sidewall Splicing MechanicalDocument11 pagesSidewall Splicing MechanicalTamer EmamPas encore d'évaluation
- FB Chain GaugeDocument12 pagesFB Chain GaugeMoetaz Mohamed100% (1)
- Know The Maximum Ton Miles You Can Actually Run Drill Line Before A Slip/cut?Document16 pagesKnow The Maximum Ton Miles You Can Actually Run Drill Line Before A Slip/cut?ashadPas encore d'évaluation
- Everything You Need to Know About Conveyor Systems Design and ComponentsDocument10 pagesEverything You Need to Know About Conveyor Systems Design and ComponentsRaja PalasaPas encore d'évaluation
- Textile Belt SplicingDocument3 pagesTextile Belt SplicingWaris La Joi WakatobiPas encore d'évaluation
- S3 Product Range - EnglishDocument35 pagesS3 Product Range - EnglishJuan Esteban Luque ZegarraPas encore d'évaluation
- Blowout PreventerDocument8 pagesBlowout PreventerLaminus DZPas encore d'évaluation
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramPas encore d'évaluation
- AgitatorDocument8 pagesAgitatorMugesh KannaPas encore d'évaluation
- Texas Oil Tools: Packer Inserts & EnergizersDocument12 pagesTexas Oil Tools: Packer Inserts & Energizersshahrol effendy rodziPas encore d'évaluation
- Cleancut CCB PDFDocument2 pagesCleancut CCB PDFbruce lian100% (1)
- Hydraulic Cylinder Maintenance ChecklistDocument10 pagesHydraulic Cylinder Maintenance Checklisthaziq100% (1)
- Transfer Chute Design Simulation Predicts Dust EmissionsDocument7 pagesTransfer Chute Design Simulation Predicts Dust Emissionsmas26amin3465Pas encore d'évaluation
- Hydraulic Power Pack ManualDocument3 pagesHydraulic Power Pack ManualchethanPas encore d'évaluation
- Coiled Tubing Troubleshooting SolutionsDocument6 pagesCoiled Tubing Troubleshooting SolutionsMohamed HashemPas encore d'évaluation
- Clutch CB PDFDocument45 pagesClutch CB PDFLuis Eduardo Albarracin RugelesPas encore d'évaluation
- Designing Hoppers, Bins, and Silos For Reliable Flow - AIChEDocument13 pagesDesigning Hoppers, Bins, and Silos For Reliable Flow - AIChEmohsenPas encore d'évaluation
- Rotary Coal Breaker B5959Document28 pagesRotary Coal Breaker B5959Carl RichterPas encore d'évaluation
- Hydrocyclone Testing ExtractDocument15 pagesHydrocyclone Testing ExtractKu Esyra HaniPas encore d'évaluation
- Hytorc Pressure/Torque Conversion Chart For MXT Hydraulic Torque Wrenches Hytorc Pressure/Torque Conversion Chart For MXT Hydraulic Torque WrenchesDocument2 pagesHytorc Pressure/Torque Conversion Chart For MXT Hydraulic Torque Wrenches Hytorc Pressure/Torque Conversion Chart For MXT Hydraulic Torque WrenchesMarcello LaraPas encore d'évaluation
- Tyre Coupling CatalogDocument9 pagesTyre Coupling CatalogKariem R NoweerPas encore d'évaluation
- API PLAN 23 COOLINGDocument3 pagesAPI PLAN 23 COOLINGsapu11jagat5855Pas encore d'évaluation
- Conveyor Belt EquationsDocument6 pagesConveyor Belt EquationsWaris La Joi WakatobiPas encore d'évaluation
- Blowout PreventorsDocument7 pagesBlowout PreventorsRachitPandeyPas encore d'évaluation
- Lab 5 Reservoir Fluid StudiesDocument10 pagesLab 5 Reservoir Fluid StudiesIrwan JanuarPas encore d'évaluation
- Atmospheric Flash TankDocument3 pagesAtmospheric Flash TankBlitz Xyrus100% (2)
- Super Safety ValveDocument1 pageSuper Safety ValvePaul Ticona SPas encore d'évaluation
- High Temperature Pneumatic ConveyingDocument7 pagesHigh Temperature Pneumatic Conveying설동하Pas encore d'évaluation
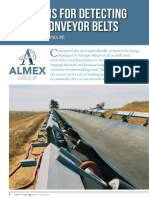
- Solutions For Detecting Rips in ConveyorDocument10 pagesSolutions For Detecting Rips in ConveyorJuan CarlosPas encore d'évaluation
- Conveyor Industry Conveyors PDF: Uploads 2012/06Document6 pagesConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaPas encore d'évaluation
- Understanding NAS Values in Engine OilsDocument2 pagesUnderstanding NAS Values in Engine Oilsmohan_krishna372Pas encore d'évaluation
- Barton 242 User ManualDocument36 pagesBarton 242 User Manualjohnnylim456100% (1)
- I Feeder Application Design CalculationsDocument2 pagesI Feeder Application Design Calculationsarsaniose100% (1)
- Training Conveyor Belts to Run StraightDocument4 pagesTraining Conveyor Belts to Run StraightAk AbdulwahabPas encore d'évaluation
- Conveyor Belt Maintenance Manual 2010 PDFDocument46 pagesConveyor Belt Maintenance Manual 2010 PDFkhuong_uno100% (3)
- Kreator Belt Install - 1490728195Document11 pagesKreator Belt Install - 1490728195Cassio Thome de FariaPas encore d'évaluation
- Belt Tracking GuideDocument13 pagesBelt Tracking GuideWinston NoelPas encore d'évaluation
- Appendix B - 20100903 - 145453Document25 pagesAppendix B - 20100903 - 145453AkoKhalediPas encore d'évaluation
- Calculate The Number of Extinguishers Needed in A BuildingDocument3 pagesCalculate The Number of Extinguishers Needed in A BuildingZoebairPas encore d'évaluation
- 90 Series (ET1590) InstructionsDocument24 pages90 Series (ET1590) InstructionsZoebairPas encore d'évaluation
- International Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsDocument9 pagesInternational Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsZoebairPas encore d'évaluation
- Datasheet TurbineDocument2 pagesDatasheet TurbineZoebairPas encore d'évaluation
- Ratle Enm Reply Tecnical Prebid Points 080212Document42 pagesRatle Enm Reply Tecnical Prebid Points 080212ZoebairPas encore d'évaluation
- Structures and Mechanisms Classifications GuideDocument1 pageStructures and Mechanisms Classifications GuideminakirolosPas encore d'évaluation
- TurbinesDocument19 pagesTurbinesSamarakoon BandaPas encore d'évaluation
- Spring-Supported Thrust BearingsDocument4 pagesSpring-Supported Thrust BearingsZoebairPas encore d'évaluation
- ENZX TechDocument30 pagesENZX TechZoebairPas encore d'évaluation
- 1 12 (End)Document17 pages1 12 (End)ZoebairPas encore d'évaluation
- 8.4 Basic Size Drawing, With Pump: Alfa Laval Ref. 557913 Rev. 0Document1 page8.4 Basic Size Drawing, With Pump: Alfa Laval Ref. 557913 Rev. 0ZoebairPas encore d'évaluation
- Type of ThreadDocument13 pagesType of ThreadVils ArabadzhievaPas encore d'évaluation
- Quality Conference TTL KUDocument6 pagesQuality Conference TTL KUZoebairPas encore d'évaluation
- 1 Technical Data Sheets TurbineDocument7 pages1 Technical Data Sheets TurbineZoebairPas encore d'évaluation
- Installation and Operating Procedures: Manual Grease InterceptorsDocument8 pagesInstallation and Operating Procedures: Manual Grease InterceptorsZoebairPas encore d'évaluation
- 1 - Layout of H-FrancisDocument1 page1 - Layout of H-FrancisZoebairPas encore d'évaluation
- CA6NMDocument2 pagesCA6NMjoene3Pas encore d'évaluation
- PJPR0 V 200 Ucturing 0 Data 0 SheetDocument3 pagesPJPR0 V 200 Ucturing 0 Data 0 SheetZoebairPas encore d'évaluation
- Load AcceptanceDocument2 pagesLoad AcceptanceZoebairPas encore d'évaluation
- INDIGENOUS MANUFACTURERS OF SMALL HYDRO TURBINESDocument6 pagesINDIGENOUS MANUFACTURERS OF SMALL HYDRO TURBINESZoebairPas encore d'évaluation
- Solutions EngDocument6 pagesSolutions EngZoebairPas encore d'évaluation
- PJPR0 V 200 Ucturing 0 Data 0 SheetDocument3 pagesPJPR0 V 200 Ucturing 0 Data 0 SheetZoebairPas encore d'évaluation
- Scada SystemDocument1 pageScada SystemZoebairPas encore d'évaluation
- ANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsDocument3 pagesANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsZoebairPas encore d'évaluation
- Construction Specification 71-Water Control Gates: Instructions For UseDocument2 pagesConstruction Specification 71-Water Control Gates: Instructions For UseZoebairPas encore d'évaluation
- ANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsDocument3 pagesANDRITZ HYDRO Valves Ensure Lifetime Safety and Reliability in Hydropower PlantsZoebairPas encore d'évaluation
- 3 Tables Friction Loss AquacultureDocument10 pages3 Tables Friction Loss AquacultureZoebairPas encore d'évaluation
- 3DS Net OrthoGen For Intergraph CADWorx Plant ProfessionalDocument2 pages3DS Net OrthoGen For Intergraph CADWorx Plant ProfessionalThanadkitBunkaewPas encore d'évaluation
- CEE 331: Fluid Mechanics, Homework Set 2, SolutionsDocument7 pagesCEE 331: Fluid Mechanics, Homework Set 2, SolutionsZoebairPas encore d'évaluation
- Engineering Vol 56 1893-11-10Document35 pagesEngineering Vol 56 1893-11-10ian_newPas encore d'évaluation
- Determination of Moisture ContentDocument21 pagesDetermination of Moisture ContentasadaltafgillPas encore d'évaluation
- Commiphora Myrrh A Phytochemical and Pharmacologic PDFDocument17 pagesCommiphora Myrrh A Phytochemical and Pharmacologic PDFWaterfall ShapelessPas encore d'évaluation
- Sans 10137 2011Document107 pagesSans 10137 2011Pamps Mangampo50% (2)
- Standard dimensions and data for steel and stainless steel pipe sizesDocument7 pagesStandard dimensions and data for steel and stainless steel pipe sizesRSGatesPas encore d'évaluation
- 2593Document9 pages2593Zaid AhmadPas encore d'évaluation
- Wale ProjectDocument40 pagesWale ProjectFalolaPas encore d'évaluation
- FINALSDocument8 pagesFINALSSeenpai23Pas encore d'évaluation
- Land Deep Production Casings in Menengai Geothermal FieldDocument30 pagesLand Deep Production Casings in Menengai Geothermal FieldShafeeq ChappuPas encore d'évaluation
- Organic Chem. Lab. M6 ACTIVITY SHEET PCCH103L Santos Ronzel ANgelo M.Document3 pagesOrganic Chem. Lab. M6 ACTIVITY SHEET PCCH103L Santos Ronzel ANgelo M.Akira SantosPas encore d'évaluation
- Sample IPM PlanDocument4 pagesSample IPM PlanEricPas encore d'évaluation
- SDS Asam SulfatDocument8 pagesSDS Asam SulfatQuality AssurancePas encore d'évaluation
- Wolter Jetfan Broschuere English 2017 PDFDocument15 pagesWolter Jetfan Broschuere English 2017 PDFViệt Đặng XuânPas encore d'évaluation
- Sybron Endo Sealapex Root Canal SealerDocument7 pagesSybron Endo Sealapex Root Canal Sealerenjoy enjoy enjoyPas encore d'évaluation
- Unit 1 - Construction Materials - WWW - Rgpvnotes.inDocument21 pagesUnit 1 - Construction Materials - WWW - Rgpvnotes.inmadhavi likharPas encore d'évaluation
- PIP PCECV001 Guidelines For Application of Control ValvesDocument39 pagesPIP PCECV001 Guidelines For Application of Control ValvesAndresPas encore d'évaluation
- Assignment 2Document1 pageAssignment 2Varun PahujaPas encore d'évaluation
- NAK80 MaterialDocument3 pagesNAK80 MaterialRicky Indra DjunawanPas encore d'évaluation
- TubingDocument6 pagesTubingkevin wongPas encore d'évaluation
- ASTM D 2821 - 00 Measuring The Relative Stiffness of Leather by Means of A Torsional Wire ApparatusDocument3 pagesASTM D 2821 - 00 Measuring The Relative Stiffness of Leather by Means of A Torsional Wire Apparatusalin2005Pas encore d'évaluation
- 04 Gue SF7 Unit2 T1 T3Document44 pages04 Gue SF7 Unit2 T1 T3Bill Wang100% (1)
- SIP MeenakshDocument17 pagesSIP MeenakshRati GuptaPas encore d'évaluation
- Lesson 2 Dna Structure and Dna ExtractionDocument8 pagesLesson 2 Dna Structure and Dna ExtractionGreatel Elijah TorregosaPas encore d'évaluation
- BenchTop Orbital Shakers GuideDocument8 pagesBenchTop Orbital Shakers Guidedéborah_rosales100% (1)
- Performance Based Evaluation of Industrial Grade Resins Duolite ARA-9366 and Duolite A-368Document8 pagesPerformance Based Evaluation of Industrial Grade Resins Duolite ARA-9366 and Duolite A-368misterno2Pas encore d'évaluation
- AL REScheck CertificateDocument6 pagesAL REScheck Certificatebcap-oceanPas encore d'évaluation
- A STUDY ON THE ECOFRIENDLY DYES EXTRACTED FROM THREE DIFFERENT SPECIES OF Curcuma LDocument3 pagesA STUDY ON THE ECOFRIENDLY DYES EXTRACTED FROM THREE DIFFERENT SPECIES OF Curcuma Lanon_285184956Pas encore d'évaluation
- ConChem q1 m1Document28 pagesConChem q1 m1Leonora Alejo100% (1)
- Jyothy Institute of TechnologyDocument4 pagesJyothy Institute of TechnologyBasavaraj hsPas encore d'évaluation
- Instruction and Technical Manual for CentrifugesDocument56 pagesInstruction and Technical Manual for CentrifugesDiana RaiePas encore d'évaluation
- To Engineer Is Human: The Role of Failure in Successful DesignD'EverandTo Engineer Is Human: The Role of Failure in Successful DesignÉvaluation : 4 sur 5 étoiles4/5 (137)
- Advanced Modelling Techniques in Structural DesignD'EverandAdvanced Modelling Techniques in Structural DesignÉvaluation : 5 sur 5 étoiles5/5 (3)
- Advanced Design Examples of Seismic Retrofit of StructuresD'EverandAdvanced Design Examples of Seismic Retrofit of StructuresÉvaluation : 1 sur 5 étoiles1/5 (1)
- Marine Structural Design CalculationsD'EverandMarine Structural Design CalculationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (13)
- Transmission Pipeline Calculations and Simulations ManualD'EverandTransmission Pipeline Calculations and Simulations ManualÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsD'EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsPas encore d'évaluation
- Pocket Guide to Flanges, Fittings, and Piping DataD'EverandPocket Guide to Flanges, Fittings, and Piping DataÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)
- Built: The Hidden Stories Behind Our StructuresD'EverandBuilt: The Hidden Stories Behind Our StructuresÉvaluation : 4 sur 5 étoiles4/5 (27)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingD'EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingPas encore d'évaluation
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareD'EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareÉvaluation : 4.5 sur 5 étoiles4.5/5 (15)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsD'EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsPas encore d'évaluation
- Matrix Methods for Advanced Structural AnalysisD'EverandMatrix Methods for Advanced Structural AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pile Design and Construction Rules of ThumbD'EverandPile Design and Construction Rules of ThumbÉvaluation : 4.5 sur 5 étoiles4.5/5 (15)
- Design and Construction of Soil Anchor PlatesD'EverandDesign and Construction of Soil Anchor PlatesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pipeline Planning and Construction Field ManualD'EverandPipeline Planning and Construction Field ManualÉvaluation : 5 sur 5 étoiles5/5 (3)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsD'EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsÉvaluation : 4 sur 5 étoiles4/5 (16)
- Offshore Pipelines: Design, Installation, and MaintenanceD'EverandOffshore Pipelines: Design, Installation, and MaintenanceÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresD'EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresÉvaluation : 1 sur 5 étoiles1/5 (2)