Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Bollywood Night PosterDocument1 pageBollywood Night PosterRimsha LatifPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Factories Act, 1948Document25 pagesFactories Act, 1948Rimsha LatifPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Cases in HRDocument5 pagesCases in HRRimsha LatifPas encore d'évaluation
- Takes Place. Civil Disobedience Movement Launched. Disobedience MovementDocument1 pageTakes Place. Civil Disobedience Movement Launched. Disobedience MovementRimsha LatifPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Print Plan (Think of Your Mix .. Which Papers Where and Why)Document2 pagesPrint Plan (Think of Your Mix .. Which Papers Where and Why)Rimsha LatifPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
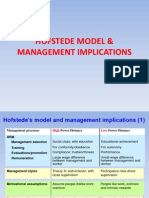
- Hofstede Model & Management ImplicationsDocument7 pagesHofstede Model & Management ImplicationsRimsha LatifPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Labour Laws For IHRMDocument17 pagesLabour Laws For IHRMRimsha LatifPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Questionnaire On Effect of Brand Ambassadors On ConsumersDocument4 pagesQuestionnaire On Effect of Brand Ambassadors On ConsumersRimsha Latif0% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- User Manual For Google DocsDocument17 pagesUser Manual For Google DocsRimsha LatifPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- OCTAPACE and Organizational CommitmentDocument11 pagesOCTAPACE and Organizational CommitmentRimsha LatifPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Assignment On Islamic BankingDocument8 pagesAssignment On Islamic BankingRimsha LatifPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- De Thi KSCL Tieng Anh 12 Lan 1 Nam 2019 Truong Phan Dinh Phung Ha TinhDocument10 pagesDe Thi KSCL Tieng Anh 12 Lan 1 Nam 2019 Truong Phan Dinh Phung Ha TinhTú VõPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Family and Community Profile I. General InformationDocument4 pagesFamily and Community Profile I. General InformationMary Leour PascuaPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Monitoring Ceklis Trolly Emergency Unit Hemodialisa RsDocument2 pagesMonitoring Ceklis Trolly Emergency Unit Hemodialisa Rsandi budionoPas encore d'évaluation
- Practice Sheet Session 2 - 2021 - Student SheetDocument2 pagesPractice Sheet Session 2 - 2021 - Student SheetAlisa SayPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Angelman Syndrome - Identification and ManagementDocument10 pagesAngelman Syndrome - Identification and ManagementFajar YuniftiadiPas encore d'évaluation
- Anti ParasiteDocument4 pagesAnti ParasiteVörös Bálint100% (1)
- SHS 079 2021 - 12STEM C - Group9Document62 pagesSHS 079 2021 - 12STEM C - Group9NATIOLA HYTHAM XYRUS A.Pas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Treatment and Prognosis of Febrile Seizures - UpToDateDocument14 pagesTreatment and Prognosis of Febrile Seizures - UpToDateDinointernosPas encore d'évaluation
- Body Image: Marika Tiggemann, Kristy HageDocument7 pagesBody Image: Marika Tiggemann, Kristy HageRachel VictorianaPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Sets FITT Goals: Lesso NDocument7 pagesSets FITT Goals: Lesso NJA DEPas encore d'évaluation
- ParecoxibDocument2 pagesParecoxibPeetah PanPas encore d'évaluation
- CHC Proposal Letter - Dominion (1) - 1Document2 pagesCHC Proposal Letter - Dominion (1) - 1drofiliPas encore d'évaluation
- Chapter 6 QuestionsDocument2 pagesChapter 6 QuestionsGabo DantePas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Superficial FatsDocument29 pagesSuperficial FatsCatalina Soler LioiPas encore d'évaluation
- Fractures NoteDocument31 pagesFractures NoteNoor AlblushiPas encore d'évaluation
- NIH Heat Stress ProgramDocument10 pagesNIH Heat Stress ProgramHarthwell CapistranoPas encore d'évaluation
- 101 Strength Training MistakesDocument55 pages101 Strength Training MistakeslhjghPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- 2005 Proverbs TOM SchizophreniaDocument7 pages2005 Proverbs TOM SchizophreniaKatsiaryna HurbikPas encore d'évaluation
- Ahimajournal 2015 04 DLDocument93 pagesAhimajournal 2015 04 DLDarrin OpdyckePas encore d'évaluation
- Guidelines For Contemporary Air-Rotor StrippingDocument6 pagesGuidelines For Contemporary Air-Rotor StrippingGerman Cabrera DiazPas encore d'évaluation
- The Myths and Truths About Transcendental MeditationDocument11 pagesThe Myths and Truths About Transcendental MeditationMeditation Fix100% (2)
- 5 Cover Letter Samples For Your Scientific ManuscriptDocument11 pages5 Cover Letter Samples For Your Scientific ManuscriptAlejandra J. Troncoso100% (2)
- SIPDocument2 pagesSIPRowena Abdula BaronaPas encore d'évaluation
- F17 Reflection 383 FN - 15 Nov 17Document7 pagesF17 Reflection 383 FN - 15 Nov 17jigsawPas encore d'évaluation
- MR Mohan LalDocument5 pagesMR Mohan LalRajkumarPas encore d'évaluation
- LimpDocument7 pagesLimpRakesh DudiPas encore d'évaluation
- Aldomet: (Methyldopa)Document6 pagesAldomet: (Methyldopa)Riska AuliahPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- COUNCIL DIRECTIVE 90 269 EEC On The Minimum Health and Safety Requirements For The Manual Handling of LoadsDocument7 pagesCOUNCIL DIRECTIVE 90 269 EEC On The Minimum Health and Safety Requirements For The Manual Handling of Loadsromedic36Pas encore d'évaluation
- Acuna - ENG 2089 AAEDocument2 pagesAcuna - ENG 2089 AAERishi GolaniPas encore d'évaluation
- Engineering Practice - Workplace Safety and HealthDocument68 pagesEngineering Practice - Workplace Safety and HealthignatiusPas encore d'évaluation