Vous aimerez peut-être aussi
- Afa Workshop Alexandria Egypt 2008 Revamping The Casale WayDocument24 pagesAfa Workshop Alexandria Egypt 2008 Revamping The Casale WayJose DenizPas encore d'évaluation
- A New Industry Benchmark For Ammonia Production - Nitrogen - Syngas Conference Feb 2014Document7 pagesA New Industry Benchmark For Ammonia Production - Nitrogen - Syngas Conference Feb 2014AdrieneapPas encore d'évaluation
- Ionic Liquid Energy MaterialsDocument50 pagesIonic Liquid Energy MaterialsUtku Orçun GeziciPas encore d'évaluation
- Application of Ionic Liquids For Bioseparation and Wastewater TreatmentDocument41 pagesApplication of Ionic Liquids For Bioseparation and Wastewater TreatmentVenkatesan SivaPas encore d'évaluation
- Nitrogen + Syngas 2021: Casale's New Technologies Improve Urea Plant Efficiency & QualityDocument8 pagesNitrogen + Syngas 2021: Casale's New Technologies Improve Urea Plant Efficiency & QualityUsama JawaidPas encore d'évaluation
- Chelate SDocument19 pagesChelate SGerad ValdezPas encore d'évaluation
- Ionic Liquid Extraction of Heavy Metal Ions by 2-Aminothiophenol In. 1-Butyl-3-Methylimidazolium Hexafluorophosphate and Their As Sociation Constants - LertlapwasinDocument7 pagesIonic Liquid Extraction of Heavy Metal Ions by 2-Aminothiophenol In. 1-Butyl-3-Methylimidazolium Hexafluorophosphate and Their As Sociation Constants - LertlapwasinKatherine MoralesPas encore d'évaluation
- The Complete Book On Cultivation and Manufacture of TeaDocument30 pagesThe Complete Book On Cultivation and Manufacture of TeaAmy SPas encore d'évaluation
- The Complete Book On Cultivation and Manufacture of TeaDocument11 pagesThe Complete Book On Cultivation and Manufacture of TeaHo Ten0% (1)
- Nitric Acid: A True All-Rounder!Document20 pagesNitric Acid: A True All-Rounder!mariatiPas encore d'évaluation
- Domestic and International Policy Dynamics For CCUS Deployment: Factors Affecting Financing For Early PlantsDocument62 pagesDomestic and International Policy Dynamics For CCUS Deployment: Factors Affecting Financing For Early Plantsrecsco2Pas encore d'évaluation
- Industrial Uses of Enzymes: Dr. Reda Mahgoub MohamedDocument23 pagesIndustrial Uses of Enzymes: Dr. Reda Mahgoub MohamedIslam ImadPas encore d'évaluation
- AkzoNobel Dissolvine Product Guide 10-2012 Tcm108-37894Document24 pagesAkzoNobel Dissolvine Product Guide 10-2012 Tcm108-37894Mostafa Fawzy100% (1)
- Murase 1970Document11 pagesMurase 1970Cristian CerónPas encore d'évaluation
- Casale Technologies For New Grass-Roots PlantsDocument10 pagesCasale Technologies For New Grass-Roots PlantsNguyen Thanh SangPas encore d'évaluation
- NARECO2 ManualDocument510 pagesNARECO2 ManualIgnat Tolstorebrov100% (1)
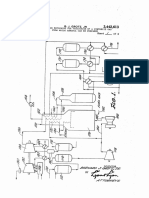
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocument18 pages1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- (Doi 10.1002/14356007.a17 - 157) Kerfoot, Derek G. E. - Ullmann's Encyclopedia of Industrial Chemistry - NickelDocument66 pages(Doi 10.1002/14356007.a17 - 157) Kerfoot, Derek G. E. - Ullmann's Encyclopedia of Industrial Chemistry - Nickelulfah nur khikmahPas encore d'évaluation
- Hydrocarbon Reforming for Economical Ammonia Synthesis Gas ProductionDocument12 pagesHydrocarbon Reforming for Economical Ammonia Synthesis Gas ProductionRizkalPas encore d'évaluation
- Clariant Brochure Catalysts For Petrochemicals P 2015 ENDocument8 pagesClariant Brochure Catalysts For Petrochemicals P 2015 ENAminPas encore d'évaluation
- Catalysis Applications GuideDocument64 pagesCatalysis Applications GuidekbclovePas encore d'évaluation
- A Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessesDocument16 pagesA Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessescokavoliPas encore d'évaluation
- MCPP SERIES CENTRIFUGAL PROCESS PUMPDocument8 pagesMCPP SERIES CENTRIFUGAL PROCESS PUMPOmar SunasaraPas encore d'évaluation
- Sulfuric Acid Double ContactDocument6 pagesSulfuric Acid Double ContactcurlychemPas encore d'évaluation
- Acetic Acid Separation Methods: Supervisore: Prof. H. S. GhaziaskarDocument41 pagesAcetic Acid Separation Methods: Supervisore: Prof. H. S. Ghaziaskarjotas254100% (1)
- Desulphurisation of Kerosene by Adsorption ProcessDocument7 pagesDesulphurisation of Kerosene by Adsorption ProcessDavid johnPas encore d'évaluation
- Urea ModelingDocument20 pagesUrea ModelingekmagisPas encore d'évaluation
- Nouryon. mTA Salt. Electrolysis Salt PDFDocument3 pagesNouryon. mTA Salt. Electrolysis Salt PDFAbigail HernandezPas encore d'évaluation
- Dextrin DextroseDocument15 pagesDextrin Dextrosesappy123456Pas encore d'évaluation
- Calixa Rene SDocument1 053 pagesCalixa Rene SDIANA PAOLAPas encore d'évaluation
- Gab 22Document16 pagesGab 22Utku KepcenPas encore d'évaluation
- Lecture - 33 and 34 - Group Discussion: BITS Pilani, Pilani CampusDocument45 pagesLecture - 33 and 34 - Group Discussion: BITS Pilani, Pilani CampussaisounyaPas encore d'évaluation
- Fischer-Tropsch ProcessDocument5 pagesFischer-Tropsch ProcessBilal Arif100% (1)
- 1.A - EPR Design Description - v3 PDFDocument185 pages1.A - EPR Design Description - v3 PDFMudassarHashmiPas encore d'évaluation
- Methanol Process: m3000 - m7000 - m2000cDocument7 pagesMethanol Process: m3000 - m7000 - m2000cMuhammad NaeemPas encore d'évaluation
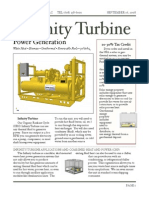
- Generate Power from Waste Heat with Infinity Turbine Organic Rankine Cycle SystemsDocument4 pagesGenerate Power from Waste Heat with Infinity Turbine Organic Rankine Cycle SystemsDeepali Fulwani Sawanpally0% (1)
- AS Crystallization GEADocument6 pagesAS Crystallization GEADiden DzPas encore d'évaluation
- MTBEDocument34 pagesMTBEruben ordoñezPas encore d'évaluation
- Batteries PresentationDocument14 pagesBatteries PresentationMukhtiar HussainPas encore d'évaluation
- AbuZaabal CS Phosphoric AcidDocument4 pagesAbuZaabal CS Phosphoric AcidelsayedanwarPas encore d'évaluation
- Biomass PowerDocument5 pagesBiomass PowerPramod R BidvePas encore d'évaluation
- Lubricant Base Oil Finishing ProcessesDocument30 pagesLubricant Base Oil Finishing ProcessesStrong NguyenPas encore d'évaluation
- Melamine ProcessDocument18 pagesMelamine Processlinda pierre100% (1)
- Biodiesel and Glycerine Purification With Lewatit GF-ResinsDocument65 pagesBiodiesel and Glycerine Purification With Lewatit GF-ResinsJonathan Obando100% (1)
- Combustion Analysis of GasifierDocument27 pagesCombustion Analysis of Gasifieriprashant05Pas encore d'évaluation
- Basionics BrochureDocument20 pagesBasionics Brochuresimbua72Pas encore d'évaluation
- Colloidal Silica Removal in Coagulation - PubMed MobileDocument1 pageColloidal Silica Removal in Coagulation - PubMed MobileSandeep MishraPas encore d'évaluation
- NIOSH Manual of Analytical Methods (NMAM'TM) Fourth Edition: First SupplementDocument382 pagesNIOSH Manual of Analytical Methods (NMAM'TM) Fourth Edition: First SupplementMemet ganashpatiPas encore d'évaluation
- Reactive Distillation Design and ControlD'EverandReactive Distillation Design and ControlÉvaluation : 1 sur 5 étoiles1/5 (1)
- Outotec en MMH PDFDocument24 pagesOutotec en MMH PDFjaja_543Pas encore d'évaluation
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloPas encore d'évaluation
- Investigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFDocument13 pagesInvestigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFCarlosPas encore d'évaluation
- Water For Hydrogen Production Dec. 2023 by IRENADocument66 pagesWater For Hydrogen Production Dec. 2023 by IRENAAlb FirPas encore d'évaluation
- Modelling of SO2 Absorption Into Aqueous NaHCO3 - Na2CO3Document12 pagesModelling of SO2 Absorption Into Aqueous NaHCO3 - Na2CO3Ariel TestinoPas encore d'évaluation
- Increase Condensate and Flash Steam Recovery in The Coffee Process L1 and L2Document5 pagesIncrease Condensate and Flash Steam Recovery in The Coffee Process L1 and L2lou32contrerasPas encore d'évaluation
- 13X DatasheetDocument3 pages13X Datasheetdrizzt299Pas encore d'évaluation
- Applications: For The Steam and Condensate LoopDocument8 pagesApplications: For The Steam and Condensate LoopJavier JustePas encore d'évaluation
- Ionic Liquids in Separation TechnologyD'EverandIonic Liquids in Separation TechnologyAntonia Perez De Los RiosÉvaluation : 5 sur 5 étoiles5/5 (1)
- Xviii Paper 50Document15 pagesXviii Paper 50AsimPas encore d'évaluation
- Xvii Paper 08Document13 pagesXvii Paper 08AsimPas encore d'évaluation
- XXV Poster 01Document9 pagesXXV Poster 01AsimPas encore d'évaluation
- Avoid Common Mistakes When Conducting HAZOP StudiesDocument6 pagesAvoid Common Mistakes When Conducting HAZOP StudiesAsimPas encore d'évaluation
- J JLP 2010 05 009Document7 pagesJ JLP 2010 05 009AsimPas encore d'évaluation
- XV Paper 37Document13 pagesXV Paper 37AsimPas encore d'évaluation
- Prs 10061Document7 pagesPrs 10061AsimPas encore d'évaluation
- Seven Questions - The Essence of HazOps - Bluefield Process SafetyDocument1 pageSeven Questions - The Essence of HazOps - Bluefield Process SafetyAsimPas encore d'évaluation
- RWC BAPCO Application PDFDocument27 pagesRWC BAPCO Application PDFAsimPas encore d'évaluation
- Corrosion Control in Ethylene PlantsDocument5 pagesCorrosion Control in Ethylene PlantsAsimPas encore d'évaluation
- Leading in The Age of Disruption - Five Critical SkillsDocument4 pagesLeading in The Age of Disruption - Five Critical SkillsAsimPas encore d'évaluation
- RWC Boeing Application PDFDocument40 pagesRWC Boeing Application PDFAsimPas encore d'évaluation
- What Are "Materiality" and "Double Materiality?": Here's What You Need To KnowDocument10 pagesWhat Are "Materiality" and "Double Materiality?": Here's What You Need To KnowAsimPas encore d'évaluation
- LC 0062 - 19 Process Safety Lead Metrics Supplementary Guide Pressure Relief Device v5Document15 pagesLC 0062 - 19 Process Safety Lead Metrics Supplementary Guide Pressure Relief Device v5SaadPas encore d'évaluation
- RWC Dow Application PDFDocument31 pagesRWC Dow Application PDFAsimPas encore d'évaluation
- RWC DM Application PDFDocument29 pagesRWC DM Application PDFAsimPas encore d'évaluation
- RWC DM Application PDFDocument29 pagesRWC DM Application PDFAsimPas encore d'évaluation
- RWC Alcan ApplicationDocument29 pagesRWC Alcan ApplicationAsimPas encore d'évaluation
- Dow Case Study PDFDocument18 pagesDow Case Study PDFAsimPas encore d'évaluation
- Dow Case Study PDFDocument18 pagesDow Case Study PDFAsimPas encore d'évaluation
- DynMcDermott Business Case Slides and Notes - Robert W. Campbell AwardDocument41 pagesDynMcDermott Business Case Slides and Notes - Robert W. Campbell AwardNSCFacultyPortalPas encore d'évaluation
- DynMcDermott Business Case - Robert W. Campbell AwardDocument29 pagesDynMcDermott Business Case - Robert W. Campbell AwardNSCFacultyPortalPas encore d'évaluation
- RWC BAPCO Application PDFDocument27 pagesRWC BAPCO Application PDFAsimPas encore d'évaluation
- DynMcDermott Business Case - Robert W. Campbell AwardDocument29 pagesDynMcDermott Business Case - Robert W. Campbell AwardNSCFacultyPortalPas encore d'évaluation
- RWC Alcan Application PDFDocument29 pagesRWC Alcan Application PDFAsimPas encore d'évaluation
- DynMcDermott Business Case Slides and Notes - Robert W. Campbell AwardDocument41 pagesDynMcDermott Business Case Slides and Notes - Robert W. Campbell AwardNSCFacultyPortalPas encore d'évaluation
- RWC Dow Application PDFDocument31 pagesRWC Dow Application PDFAsimPas encore d'évaluation
- 01 - Charlotte - Hebebrand - Slides - IFA - Webinar - 5 - May - 2020Document6 pages01 - Charlotte - Hebebrand - Slides - IFA - Webinar - 5 - May - 2020AsimPas encore d'évaluation
- RWC Boeing Application PDFDocument40 pagesRWC Boeing Application PDFAsimPas encore d'évaluation
- Checklist:: The 10 Leading Indicators That Predict Employee Safety EngagementDocument9 pagesChecklist:: The 10 Leading Indicators That Predict Employee Safety EngagementAsimPas encore d'évaluation
- Macroeconomics Canadian 8th Edition Sayre Solutions Manual 1Document9 pagesMacroeconomics Canadian 8th Edition Sayre Solutions Manual 1tyrone100% (52)
- Marking SchemeDocument8 pagesMarking Schememohamed sajithPas encore d'évaluation
- Affidavit To Use Surname of The Father - MarquezDocument2 pagesAffidavit To Use Surname of The Father - MarquezReyjohn LodiasPas encore d'évaluation
- ReportDocument4 pagesReportapi-463513182Pas encore d'évaluation
- Section - I: Cover Page Section - II:: IndexDocument21 pagesSection - I: Cover Page Section - II:: Indexamit rajputPas encore d'évaluation
- EasementDocument10 pagesEasementEik Ren OngPas encore d'évaluation
- TurboVap LV Users ManualDocument48 pagesTurboVap LV Users ManualAhmad HamdounPas encore d'évaluation
- Tds Uniqflow 372s enDocument1 pageTds Uniqflow 372s enm daneshpourPas encore d'évaluation
- IEEE Registration StuffDocument11 pagesIEEE Registration StuffsegeluluPas encore d'évaluation
- Alvarez vs. COMELECDocument5 pagesAlvarez vs. COMELECvanessa3333333Pas encore d'évaluation
- TT100 Viscometer: For Inline Systems ApplicationsDocument2 pagesTT100 Viscometer: For Inline Systems ApplicationsPablo Antu Manque RodriguezPas encore d'évaluation
- Washington State Employee - 4/2010Document8 pagesWashington State Employee - 4/2010WFSEc28Pas encore d'évaluation
- How To Block Facebook in Mikrotik Using L7 Protocols (Layer 7) - Lazy Geek - )Document11 pagesHow To Block Facebook in Mikrotik Using L7 Protocols (Layer 7) - Lazy Geek - )oscar_198810Pas encore d'évaluation
- Cost Analysis Format-Exhaust DyeingDocument1 pageCost Analysis Format-Exhaust DyeingRezaul Karim TutulPas encore d'évaluation
- Unit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Document5 pagesUnit 3: The Catering Service Industry Topic: Catering Service Concept Digest (Discussion)Justin MagnanaoPas encore d'évaluation
- The Future of The Indian Print Media Ind PDFDocument22 pagesThe Future of The Indian Print Media Ind PDFAdarsh KambojPas encore d'évaluation
- Indian companies involved in trade dispute caseDocument15 pagesIndian companies involved in trade dispute caseakshay daymaPas encore d'évaluation
- Electricity BillDocument1 pageElectricity BillSushila SinghPas encore d'évaluation
- Shrey's PHP - PracticalDocument46 pagesShrey's PHP - PracticalNahi PataPas encore d'évaluation
- Proposed Construction of New Kutulo Airstrip - RetenderDocument112 pagesProposed Construction of New Kutulo Airstrip - RetenderKenyaAirportsPas encore d'évaluation
- Elasticity of DemandDocument64 pagesElasticity of DemandWadOod KhAn100% (1)
- Leader in CSR 2020: A Case Study of Infosys LTDDocument19 pagesLeader in CSR 2020: A Case Study of Infosys LTDDr.Rashmi GuptaPas encore d'évaluation
- Everything You Need to Know About Distribution TransformersDocument2 pagesEverything You Need to Know About Distribution TransformersDONNYMUCKTEEPas encore d'évaluation
- MCQ 14 Communication SystemsDocument21 pagesMCQ 14 Communication SystemsXeverus RhodesPas encore d'évaluation
- A&F Method OfInspectionDocument26 pagesA&F Method OfInspectionzoomerfins22100% (1)
- Loan Agreement with Chattel Mortgage SecuredDocument6 pagesLoan Agreement with Chattel Mortgage SecuredManny DerainPas encore d'évaluation
- Manage Hospital Records with HMSDocument16 pagesManage Hospital Records with HMSDev SoniPas encore d'évaluation
- EzraCohen TVMasterclass 2.0Document10 pagesEzraCohen TVMasterclass 2.0Pete PetittiPas encore d'évaluation
- Monopoly - Indian RailwaysDocument35 pagesMonopoly - Indian Railwaysvrj1091Pas encore d'évaluation
- Tool Catalog Ei18e-11020Document370 pagesTool Catalog Ei18e-11020Marcelo Diesel85% (13)