Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Suzuki Vitara XL7 Timing Chain ReplacementDocument9 pagesSuzuki Vitara XL7 Timing Chain ReplacementterevePas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Perform Housekeeping DutiesDocument33 pagesPerform Housekeeping DutiesterevePas encore d'évaluation
- Perform Brazing-Silver Soldering PDFDocument33 pagesPerform Brazing-Silver Soldering PDFtereve100% (1)
- Perform Housekeeping DutiesDocument33 pagesPerform Housekeeping DutiesterevePas encore d'évaluation
- Mark Off OutDocument38 pagesMark Off OutterevePas encore d'évaluation
- Regal Raptor Daytona 350 Manual JeanDocument48 pagesRegal Raptor Daytona 350 Manual JeanJean Carlos Castillo Rojas100% (1)
- TM9-2815-200-35 AVDS-1790-2A M60 EngineDocument780 pagesTM9-2815-200-35 AVDS-1790-2A M60 EngineTom TechoueyresPas encore d'évaluation
- Service Suzuki VL800Document35 pagesService Suzuki VL800Crisan SorinPas encore d'évaluation
- Coating Types and SystemsDocument11 pagesCoating Types and Systemstereve100% (1)
- Training Manual For Election Day Workers-Revised 2015 PDFDocument65 pagesTraining Manual For Election Day Workers-Revised 2015 PDFterevePas encore d'évaluation
- Mill ScaleDocument7 pagesMill ScaleterevePas encore d'évaluation
- Undertake A Routine TaskDocument16 pagesUndertake A Routine Tasktereve100% (2)
- Blast CleaningDocument8 pagesBlast CleaningterevePas encore d'évaluation
- Graduated Measuring DevicesDocument21 pagesGraduated Measuring DevicesterevePas encore d'évaluation
- Carry Out Mechanical Cutting Operations - (Basic) PDFDocument33 pagesCarry Out Mechanical Cutting Operations - (Basic) PDFtereve100% (2)
- OAW SafetyDocument19 pagesOAW SafetyterevePas encore d'évaluation
- 320102b Oxy FuelDocument64 pages320102b Oxy FuelterevePas encore d'évaluation
- M2 - U2 - Introduction To Oxy-Acetylene WeldingDocument26 pagesM2 - U2 - Introduction To Oxy-Acetylene WeldingAravind Phoenix100% (2)
- Advanced Welding Using Oxyacetylene PDFDocument45 pagesAdvanced Welding Using Oxyacetylene PDFterevePas encore d'évaluation
- Light Metal Fabrication Level 1Document149 pagesLight Metal Fabrication Level 1terevePas encore d'évaluation
- Perform Brazing-Silver SolderingDocument33 pagesPerform Brazing-Silver Solderingtereve50% (2)
- Learner'S Guide: Heart Trust/National Training AgencyDocument21 pagesLearner'S Guide: Heart Trust/National Training AgencyterevePas encore d'évaluation
- Learner Guide: Heart Trust/National Training AgencyDocument28 pagesLearner Guide: Heart Trust/National Training AgencyterevePas encore d'évaluation
- OH&SDocument25 pagesOH&Stereve100% (2)
- (OAW) - Fuel Gas WeldingDocument39 pages(OAW) - Fuel Gas WeldingterevePas encore d'évaluation
- VMBS 2017-2018 FEE GUIDE - Members - 1 August 2017 - Post June 16 RevDocument5 pagesVMBS 2017-2018 FEE GUIDE - Members - 1 August 2017 - Post June 16 RevterevePas encore d'évaluation
- Firearms ActDocument57 pagesFirearms ActterevePas encore d'évaluation
- Positive Discipline Brochure Inside - 0Document2 pagesPositive Discipline Brochure Inside - 0terevePas encore d'évaluation
- Secondary Teacher Get Started Guide - FINAL - 25sept2014 PDFDocument19 pagesSecondary Teacher Get Started Guide - FINAL - 25sept2014 PDFterevePas encore d'évaluation
- Technical Drawing Unit PlanDocument46 pagesTechnical Drawing Unit PlanterevePas encore d'évaluation
- Engineering DrawingDocument30 pagesEngineering DrawingDeepak MmechPas encore d'évaluation
- Product Design Analysis - HandoutDocument2 pagesProduct Design Analysis - HandoutterevePas encore d'évaluation
- Gear Cutting Attachment For Small Lathes 209Document2 pagesGear Cutting Attachment For Small Lathes 209IyappanPas encore d'évaluation
- 909/1 SERIES Slicer Technical Manual: T He Choice of ExperienceDocument56 pages909/1 SERIES Slicer Technical Manual: T He Choice of Experienceivan reyes TorresPas encore d'évaluation
- Error List G Case IHDocument10 pagesError List G Case IHHofer GratianPas encore d'évaluation
- RS Alligator Staple Ab FastenersDocument4 pagesRS Alligator Staple Ab FastenersAdelia RachmanPas encore d'évaluation
- ClutchDocument9 pagesClutchAndryanPas encore d'évaluation
- SR Suntour Swing Shock Owners Manual 2011: Languages: English - German - French - Spanish - PolishDocument42 pagesSR Suntour Swing Shock Owners Manual 2011: Languages: English - German - French - Spanish - Polishwww.erwer9Pas encore d'évaluation
- Fyp Project For BrakesDocument28 pagesFyp Project For BrakesManojPas encore d'évaluation
- Higer Warranty BookDocument42 pagesHiger Warranty BookNaingminn HtoonPas encore d'évaluation
- Kom Unit 5 - Question Bank Answers: Skip To ContentDocument24 pagesKom Unit 5 - Question Bank Answers: Skip To ContentMohammed Al-OdatPas encore d'évaluation
- 30 1235 Honda CRV 02 06 Instal CaridDocument4 pages30 1235 Honda CRV 02 06 Instal CaridenthonytopmakPas encore d'évaluation
- Valve Model Sedelon Sdlr2301052010 20230106Document9 pagesValve Model Sedelon Sdlr2301052010 20230106michael arifinPas encore d'évaluation
- Tpping Screws - Chapter 4Document13 pagesTpping Screws - Chapter 4Miguel QueirosPas encore d'évaluation
- QT5 Roc 104Document20 pagesQT5 Roc 104Dino Martin Mercado QuispePas encore d'évaluation
- Procedimiento Torque CatalinaDocument5 pagesProcedimiento Torque CatalinaPatricio Alejandro Castro Lopez100% (1)
- Akn Series: Metal Bellows CouplingDocument1 pageAkn Series: Metal Bellows CouplingSueli ZaniPas encore d'évaluation
- 1546 1572Document27 pages1546 1572claudioandrevalverdePas encore d'évaluation
- Exploded Views and Parts List: 5-1 Indoor UnitDocument12 pagesExploded Views and Parts List: 5-1 Indoor Unitrafael velandi velandiPas encore d'évaluation
- Maryland Metrics Thread Data ChartsDocument3 pagesMaryland Metrics Thread Data ChartsRajendra Kumar SharmaPas encore d'évaluation
- Step 2 Chassis Eps - MdpsDocument100 pagesStep 2 Chassis Eps - MdpsMuhammad IqbalPas encore d'évaluation
- 30mm 4-Bolt Flange Bearings UCF 206-30Document1 page30mm 4-Bolt Flange Bearings UCF 206-30dusanPas encore d'évaluation
- Design of Machine Members-II Feb 2022Document3 pagesDesign of Machine Members-II Feb 2022Anand KedhariPas encore d'évaluation
- GUIDEBOOK For FTTH Premise OSP v1 (1) .0Document39 pagesGUIDEBOOK For FTTH Premise OSP v1 (1) .0Royal 88Pas encore d'évaluation
- ZF MS-B 3025 Diant Cat 416Document25 pagesZF MS-B 3025 Diant Cat 416Ivo Silva100% (3)
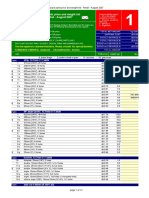
- Spare Parts Price and Weight List Retail - August 2007Document12 pagesSpare Parts Price and Weight List Retail - August 2007komenasaiPas encore d'évaluation
- JVC MX J30 Service ID46Document29 pagesJVC MX J30 Service ID46Enzo IannelloPas encore d'évaluation
- Tiempo1 Grand Cherokee 4.7Document10 pagesTiempo1 Grand Cherokee 4.7Jose GregorioPas encore d'évaluation
- Atlas Copco XAS 67 Parts ManualDocument61 pagesAtlas Copco XAS 67 Parts ManualHarlinton descalzi100% (2)