Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Allowable Nozzle LoadsDocument3 pagesAllowable Nozzle Loadsnirga100% (6)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- How To Create A Reinforcing Pad in Branch Table PDFDocument1 pageHow To Create A Reinforcing Pad in Branch Table PDFnirgaPas encore d'évaluation
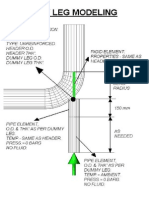
- App. 6 - Dummy Leg ModelingDocument1 pageApp. 6 - Dummy Leg Modelingnirga100% (1)
- VTC Brochure Feb06Document12 pagesVTC Brochure Feb06reludoPas encore d'évaluation
- Classic Magic - enDocument2 pagesClassic Magic - enJulien Huynh100% (1)
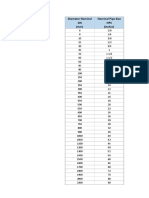
- Diameter Nominal Nominal Pipe Size DN NPS: (MM) (Inches)Document1 pageDiameter Nominal Nominal Pipe Size DN NPS: (MM) (Inches)nirga100% (1)
- Method For Calculating Stud BoltsDocument2 pagesMethod For Calculating Stud Boltsnirga100% (1)
- ASME B16.5 DimensionsDocument26 pagesASME B16.5 DimensionsnirgaPas encore d'évaluation
- Model Distance From OriginDocument2 pagesModel Distance From OriginnirgaPas encore d'évaluation
- Solved - Lug Butterfly Valve Issues - Autodesk Community - AutoCAD Plant 3DDocument2 pagesSolved - Lug Butterfly Valve Issues - Autodesk Community - AutoCAD Plant 3DnirgaPas encore d'évaluation
- When Trying To Import PCFDocument2 pagesWhen Trying To Import PCFnirgaPas encore d'évaluation
- Solved - Importing Isometric Configuration Settings - Autodesk Community - AutoCAD Plant 3DDocument3 pagesSolved - Importing Isometric Configuration Settings - Autodesk Community - AutoCAD Plant 3DnirgaPas encore d'évaluation
- Good Computer PostureDocument1 pageGood Computer PosturenirgaPas encore d'évaluation
- Buckling in ColumnsDocument8 pagesBuckling in ColumnsnirgaPas encore d'évaluation
- Trunnion Calculation SheetDocument2 pagesTrunnion Calculation Sheetnirga100% (1)
- Dynamic Problem in CAESAR IIDocument1 pageDynamic Problem in CAESAR IInirgaPas encore d'évaluation
- Symbol Editor For C-II IsogenDocument6 pagesSymbol Editor For C-II IsogennirgaPas encore d'évaluation
- GSH Pipe Supports CatalogDocument173 pagesGSH Pipe Supports Catalognirga100% (1)
- Caesar II WebinarsDocument8 pagesCaesar II Webinarsnirga100% (1)
- Caesar II WebinarsDocument8 pagesCaesar II Webinarsnirga100% (1)
- Design of Anchor Bolts - Table ADocument1 pageDesign of Anchor Bolts - Table AnirgaPas encore d'évaluation
- Complete AutoCAD VariablesDocument20 pagesComplete AutoCAD VariablesnirgaPas encore d'évaluation
- UG 45 CalculationDocument7 pagesUG 45 CalculationnirgaPas encore d'évaluation
- Density γ, (Kg/m³) SA-516 Gr.70 7850: thk Lenght thk IDDocument3 pagesDensity γ, (Kg/m³) SA-516 Gr.70 7850: thk Lenght thk IDnirgaPas encore d'évaluation
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDocument11 pagesAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelPas encore d'évaluation
- Machine Equipmentlist 2018Document4 pagesMachine Equipmentlist 2018Chris ZerafaPas encore d'évaluation
- FGBXVDocument3 pagesFGBXVRAJAPas encore d'évaluation
- Catalog CMT 2012Document302 pagesCatalog CMT 2012Cornelia BuriceaPas encore d'évaluation
- Objective QuestionsDocument12 pagesObjective QuestionsDhanaraj Ramachandran100% (1)
- Door Schedule ExampleDocument2 pagesDoor Schedule ExampleLaurentiu Nae100% (1)
- Lava Ultimate Frame Ifu Na-En PDFDocument4 pagesLava Ultimate Frame Ifu Na-En PDFcriveliPas encore d'évaluation
- RR - UnrepDocument2 pagesRR - UnrepRAJESH GANESANPas encore d'évaluation
- DrillingDocument27 pagesDrillingSanjay Nayee0% (1)
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiPas encore d'évaluation
- Benchman 5000 ManualDocument133 pagesBenchman 5000 Manualamo38Pas encore d'évaluation
- Industrial Case Study Report atDocument15 pagesIndustrial Case Study Report atlicservernoidaPas encore d'évaluation
- Gear Guide 060817Document40 pagesGear Guide 060817Vivek AbrolPas encore d'évaluation
- Clayton Steam Truck-Ocr PDFDocument76 pagesClayton Steam Truck-Ocr PDFbackyardcnc100% (1)
- Questions of Machining Operations and Machine Tools1Document3 pagesQuestions of Machining Operations and Machine Tools1Sujay RamachandraPas encore d'évaluation
- 2010 PBT e InternetDocument20 pages2010 PBT e InternetMohammed RiyazPas encore d'évaluation
- Reverse Edm Collective Electrodes in Micro EcmDocument5 pagesReverse Edm Collective Electrodes in Micro EcmInternational Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Winding, Warping, SizingDocument79 pagesWinding, Warping, SizingSandeep Meena83% (6)
- CNC Turning CenterDocument41 pagesCNC Turning CenterHammad NaeemPas encore d'évaluation
- Production and Fuel Tanggal Produksi Fuel Pagi Malam Total BCMDocument33 pagesProduction and Fuel Tanggal Produksi Fuel Pagi Malam Total BCMPUTRA MAHALONAPas encore d'évaluation
- Fuji Frenic 5000 DrivesDocument33 pagesFuji Frenic 5000 Drivesthachsanh86Pas encore d'évaluation
- Montague Harris &: Los Ansel.Document15 pagesMontague Harris &: Los Ansel.Mauricio GonzalezPas encore d'évaluation
- Electrical Discharge MachiningDocument16 pagesElectrical Discharge MachiningRizwan MrnPas encore d'évaluation
- Breakdown Price Calculation: Cost StructureDocument1 pageBreakdown Price Calculation: Cost Structureboby RachmanPas encore d'évaluation
- Presentasi Teknologi Mekanik Minggu 7Document35 pagesPresentasi Teknologi Mekanik Minggu 7ibnuPas encore d'évaluation
- 1112sem2-Me4261 Me4261eDocument4 pages1112sem2-Me4261 Me4261eClarence S. WongPas encore d'évaluation