Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- (Doru Michael Stefanescu) Science and EngineeringDocument413 pages(Doru Michael Stefanescu) Science and EngineeringJayant Raj SauravPas encore d'évaluation
- Hospital Revised Flatfiles PDFDocument34 pagesHospital Revised Flatfiles PDFFPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture32Document12 pagesManufacturing Technology (ME461) Lecture32Jayant Raj SauravPas encore d'évaluation
- Coursera Introfinance 2014Document1 pageCoursera Introfinance 2014Jayant Raj SauravPas encore d'évaluation
- Quiz1 QuestionsDocument6 pagesQuiz1 QuestionsgdkokkorisPas encore d'évaluation
- Aerospace MaterialsDocument27 pagesAerospace MaterialsJayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture33Document5 pagesManufacturing Technology (ME461) Lecture33Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture31Document21 pagesManufacturing Technology (ME461) Lecture31Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture28Document28 pagesManufacturing Technology (ME461) Lecture28Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture26Document23 pagesManufacturing Technology (ME461) Lecture26Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture30Document24 pagesManufacturing Technology (ME461) Lecture30Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture27Document5 pagesManufacturing Technology (ME461) Lecture27Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture29Document14 pagesManufacturing Technology (ME461) Lecture29Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture24Document15 pagesManufacturing Technology (ME461) Lecture24Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture19Document42 pagesManufacturing Technology (ME461) Lecture19Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture25Document15 pagesManufacturing Technology (ME461) Lecture25Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture22Document30 pagesManufacturing Technology (ME461) Lecture22Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture21Document32 pagesManufacturing Technology (ME461) Lecture21Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture16Document14 pagesManufacturing Technology (ME461) Lecture16Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture23Document34 pagesManufacturing Technology (ME461) Lecture23Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture20Document30 pagesManufacturing Technology (ME461) Lecture20Jayant Raj Saurav100% (1)
- Manufacturing Technology (ME461) Lecture18Document17 pagesManufacturing Technology (ME461) Lecture18Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture19Document42 pagesManufacturing Technology (ME461) Lecture19Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture17Document28 pagesManufacturing Technology (ME461) Lecture17Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture11Document34 pagesManufacturing Technology (ME461) Lecture11Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture10Document18 pagesManufacturing Technology (ME461) Lecture10Jayant Raj Saurav100% (1)
- Manufacturing Technology (ME461) Lecture12Document14 pagesManufacturing Technology (ME461) Lecture12Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture15Document20 pagesManufacturing Technology (ME461) Lecture15Jayant Raj SauravPas encore d'évaluation
- Manufacturing Technology (ME461) Lecture9Document9 pagesManufacturing Technology (ME461) Lecture9Jayant Raj SauravPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
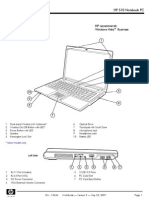
- ComputerDocument18 pagesComputeruzoran68Pas encore d'évaluation
- AGA Report No.9-1998 - Measurement of Gas by Multipath Ultrasonic Meters PDFDocument81 pagesAGA Report No.9-1998 - Measurement of Gas by Multipath Ultrasonic Meters PDFSyaiful Rizal0% (1)
- 4th AIDocument12 pages4th AIPriyaPas encore d'évaluation
- H-100 Control Panel Technical Manual: Power Systems, IncDocument52 pagesH-100 Control Panel Technical Manual: Power Systems, Incangel aguilarPas encore d'évaluation
- Business Visualisation - Dr. Shailaja RegoDocument4 pagesBusiness Visualisation - Dr. Shailaja RegoYash ModiPas encore d'évaluation
- WMIC Sample OutputDocument1 pageWMIC Sample OutputMarek SokalPas encore d'évaluation
- 2018 Q2 Global Digital StatshotDocument50 pages2018 Q2 Global Digital StatshotAlbert LuzxPas encore d'évaluation
- CS304P Assignment 1 Solution by M.junaid QaziDocument11 pagesCS304P Assignment 1 Solution by M.junaid QaziAsmar DhairPas encore d'évaluation
- S900 II Configuration V21Document71 pagesS900 II Configuration V21Boris KovačevićPas encore d'évaluation
- 01 Crash CourseDocument23 pages01 Crash CourseahmetakdoganPas encore d'évaluation
- Abdul Basir Noory - ResumeDocument1 pageAbdul Basir Noory - Resumeapi-485469905Pas encore d'évaluation
- Pokémon Codes GuideDocument144 pagesPokémon Codes GuidedacrougoPas encore d'évaluation
- VLSI Interview QuestionsDocument7 pagesVLSI Interview QuestionsVlsi GuruPas encore d'évaluation
- DMIS Short TutorialDocument6 pagesDMIS Short TutorialDallas WinstonPas encore d'évaluation
- Text Processing (Complete)Document100 pagesText Processing (Complete)WeiYewHuongPas encore d'évaluation
- Manual GLDDocument126 pagesManual GLDIna Rodica PricăPas encore d'évaluation
- Sbo42sp5 Bip Java DG en PDFDocument340 pagesSbo42sp5 Bip Java DG en PDFvadivel.km1527100% (1)
- WLAN AC V200R021C00SPC100 Release NotesDocument17 pagesWLAN AC V200R021C00SPC100 Release NotesJulián PosadaPas encore d'évaluation
- Philips pcs2000 Color Enlarger SMDocument32 pagesPhilips pcs2000 Color Enlarger SMATCHOLE Kézié ValentinPas encore d'évaluation
- Ansible Introduction For RHEL8-CentOS8Document134 pagesAnsible Introduction For RHEL8-CentOS8Prashant DhuriPas encore d'évaluation
- VHHHasirDocument11 pagesVHHHasirlegopoonPas encore d'évaluation
- Instalar Exchange Server 2010: 1. Preparar El Esquema, La Organización y El DominioDocument3 pagesInstalar Exchange Server 2010: 1. Preparar El Esquema, La Organización y El DominioOrlando Gozar NeyraPas encore d'évaluation
- Presentation Drain2DDocument12 pagesPresentation Drain2DChockalingamPas encore d'évaluation
- MSDPDocument11 pagesMSDPBrijeshPas encore d'évaluation
- List of Dealers Who Did Not Login On GST Portal and Filled Nill ReturnDocument142 pagesList of Dealers Who Did Not Login On GST Portal and Filled Nill ReturnMayukh Singh0% (1)
- RAB - 1st Quarter - Project BasisDocument38 pagesRAB - 1st Quarter - Project BasisPedro Lazaro O. PinedaPas encore d'évaluation
- Paperback Fundamentals of Aerodynamics 210423090748Document9 pagesPaperback Fundamentals of Aerodynamics 210423090748riyaz ahmedPas encore d'évaluation
- Electrical Engineering Portal ComDocument45 pagesElectrical Engineering Portal ComRitesh SharmaPas encore d'évaluation
- Lab 5Document39 pagesLab 5Sanjoy GhatakPas encore d'évaluation
- Cmlexch PDFDocument7 952 pagesCmlexch PDFtumbledoor100% (1)