Vous aimerez peut-être aussi
- Mecanica NewtonianaDocument4 pagesMecanica NewtonianaTrajano Saúl Guevara MoralesPas encore d'évaluation
- Proyecto OdetteDocument7 pagesProyecto OdetteTrajano Saúl Guevara MoralesPas encore d'évaluation
- Aportes Examen Final 2017bDocument1 pageAportes Examen Final 2017bTrajano Saúl Guevara MoralesPas encore d'évaluation
- Deber Ene18 5Document2 pagesDeber Ene18 5Trajano Saúl Guevara MoralesPas encore d'évaluation
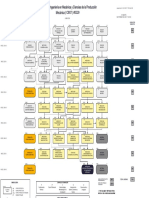
- Malla Curricular Ing. MecánicaDocument1 pageMalla Curricular Ing. MecánicaTrajano Saúl Guevara MoralesPas encore d'évaluation
- Malla Curricular Ing Mecanica PDFDocument1 pageMalla Curricular Ing Mecanica PDFJr LuisaoPas encore d'évaluation
- Robotica 2Document23 pagesRobotica 2Trajano Saúl Guevara MoralesPas encore d'évaluation
- Informe de QuímicaDocument4 pagesInforme de QuímicaTrajano Saúl Guevara MoralesPas encore d'évaluation
- PLC S 3 Informe EpnDocument2 pagesPLC S 3 Informe EpnTrajano Saúl Guevara MoralesPas encore d'évaluation
- Formato PLCS EPNDocument14 pagesFormato PLCS EPNTrajano Saúl Guevara MoralesPas encore d'évaluation
- Informe 1 Motores de Combustion Interna EPNDocument16 pagesInforme 1 Motores de Combustion Interna EPNTrajano Saúl Guevara Morales100% (1)
- Check List Cuchillo AutoretractilDocument1 pageCheck List Cuchillo AutoretractilLuis Santelices VarasPas encore d'évaluation
- TresDocument4 pagesTresSERGIO ARMANDO ROMERO ABRILPas encore d'évaluation
- Especificaciones TerracanDocument7 pagesEspecificaciones Terracanjimerick20Pas encore d'évaluation
- Memoria Descriptiva Pumahuasi-ChinoDocument167 pagesMemoria Descriptiva Pumahuasi-Chinocparedes6Pas encore d'évaluation
- PB-400-SPAL-Innovation en Proteccion Contra IncendiosDocument32 pagesPB-400-SPAL-Innovation en Proteccion Contra IncendiosingcarlosgonzalezPas encore d'évaluation
- Procedimiento para Desmontaje de Estructuras MetálicasDocument2 pagesProcedimiento para Desmontaje de Estructuras MetálicasLucero Ascate LudeñaPas encore d'évaluation
- C250 Rejilla AUTOLINEA Dimensiones de Las Canaletas de HormigonDocument3 pagesC250 Rejilla AUTOLINEA Dimensiones de Las Canaletas de HormigonJavier Valero MartínezPas encore d'évaluation
- Memoria Aparacio TorresDocument7 pagesMemoria Aparacio TorresJavier Acosta Arteaga JartePas encore d'évaluation
- Ladrillera DiamanteDocument11 pagesLadrillera Diamantehenryerson100% (2)
- Planilla - Metrados.acero Casa Santa MariaDocument15 pagesPlanilla - Metrados.acero Casa Santa MariacarlospelaezPas encore d'évaluation
- Importancia de La Informática A Nivel GerencialDocument29 pagesImportancia de La Informática A Nivel GerencialNorbis D Gonzalez RPas encore d'évaluation
- Agroquimicos J&M - CeaDocument11 pagesAgroquimicos J&M - CeaAlexis SalasPas encore d'évaluation
- Historia y Evolucion de La Gestion de ProyectosDocument2 pagesHistoria y Evolucion de La Gestion de ProyectosJuanita TorresPas encore d'évaluation
- Caso 3Document5 pagesCaso 3Sebastián Canro0% (1)
- Acta 4 CMDRDocument10 pagesActa 4 CMDRLilianaPas encore d'évaluation
- Solucionario Examen Segundo Parcial I.2019 PDFDocument6 pagesSolucionario Examen Segundo Parcial I.2019 PDFHectorPas encore d'évaluation
- Diseño Acuario Agua DulceDocument519 pagesDiseño Acuario Agua Dulcejosemari A Martínez50% (2)
- Ctval Uc Mom 03 PDFDocument7 pagesCtval Uc Mom 03 PDFRafa GarciaPas encore d'évaluation
- Ejemplo de Matriz de Consistencia y Operalizacion de VariablesDocument7 pagesEjemplo de Matriz de Consistencia y Operalizacion de VariablesJesus AlvaresPas encore d'évaluation
- Arquitectura de Base de Datos MóvilesDocument4 pagesArquitectura de Base de Datos MóvilesAlfredoSantanaUrieta67% (3)
- Manual Bbu 3gDocument39 pagesManual Bbu 3gHuckleberry RiicoPas encore d'évaluation
- Calibración Motor Cummins QSM11Document12 pagesCalibración Motor Cummins QSM11Chardy Jarith Piragua Alvarado100% (9)
- CC-22-P1249 Pronatel - Correctivos AA Precision - 2Document1 pageCC-22-P1249 Pronatel - Correctivos AA Precision - 2MARCO SILVA CABREJOPas encore d'évaluation
- Manual de Usuario Zabbix - Revi2-1Document53 pagesManual de Usuario Zabbix - Revi2-1Luis Antonio Peñaloza NaranjoPas encore d'évaluation
- RequerimientosDocument7 pagesRequerimientosjose gabriel Suazo encarnacionPas encore d'évaluation
- Parcial 1 AoDocument7 pagesParcial 1 AoorianaPas encore d'évaluation
- Actividad #3 5to Año GHCDocument3 pagesActividad #3 5to Año GHCPedro Muro MorenoPas encore d'évaluation
- Folle ToDocument2 pagesFolle Tolizeth alegriaPas encore d'évaluation
- Metodos de OrdeamientoDocument6 pagesMetodos de Ordeamientokaren milena perea renteriaPas encore d'évaluation