Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Wool SpinningDocument68 pagesWool SpinningCẩm Tú100% (1)
- RKM DetailsDocument7 pagesRKM DetailsDurairaj.N90% (10)
- The Ring FrameDocument11 pagesThe Ring FrameMaham ButtPas encore d'évaluation
- Fiber RuptureDocument16 pagesFiber RuptureNessre Zeine100% (1)
- Drop Spindle SpinningDocument20 pagesDrop Spindle Spinningbeadysam100% (3)
- Spin Plan WorksheetDocument9 pagesSpin Plan WorksheetNaveedPas encore d'évaluation
- Yarn Manufacturing ProcessDocument92 pagesYarn Manufacturing ProcessUjjwal Anand50% (2)
- Fiber Spinning Process, Textile Spinning Process, Textile Fiber SpinningDocument2 pagesFiber Spinning Process, Textile Spinning Process, Textile Fiber SpinningAsia Ct100% (2)
- Yarn Manufacturing ListDocument31 pagesYarn Manufacturing Listimteaz00Pas encore d'évaluation
- Andhar Pradesh Spinning MillsDocument13 pagesAndhar Pradesh Spinning MillsumaPas encore d'évaluation
- Shahzad Toxic Dox.Document10 pagesShahzad Toxic Dox.Safdar ShahzadPas encore d'évaluation
- Gujarat Technological UniversityDocument1 pageGujarat Technological Universityyicef37689Pas encore d'évaluation
- Air-Jet Spinning PDFDocument39 pagesAir-Jet Spinning PDFTutunPas encore d'évaluation
- Name of Experiment: Study On A Simplex MachineDocument2 pagesName of Experiment: Study On A Simplex MachineMd.HassanPas encore d'évaluation
- 4th Semester: Ptx4I102 Yarn Manufacture - IiDocument2 pages4th Semester: Ptx4I102 Yarn Manufacture - Iilalit kashyapPas encore d'évaluation
- Awlb v16 English EbookDocument24 pagesAwlb v16 English Ebookpierre van wykPas encore d'évaluation
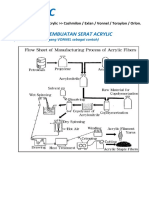
- Acrylic: Alur Proses Pembuatan Serat AcrylicDocument7 pagesAcrylic: Alur Proses Pembuatan Serat AcrylicFathimatuz ZahroPas encore d'évaluation
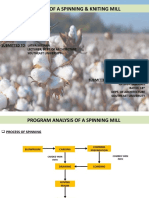
- Program Analysis of A Spinning MillDocument32 pagesProgram Analysis of A Spinning MillMehzabeen ShahidyPas encore d'évaluation
- A Yarn Manufacturing Spinning Mill List 2018 2 PDFDocument27 pagesA Yarn Manufacturing Spinning Mill List 2018 2 PDFPriyankaPas encore d'évaluation
- Ring SpinningDocument11 pagesRing SpinningShahid MahmoodPas encore d'évaluation
- Product Guide: Teraspin Spindle Bearing Units and Complete SpindlesDocument6 pagesProduct Guide: Teraspin Spindle Bearing Units and Complete SpindlesNeelakandan DPas encore d'évaluation
- Index of Irregularity GateDocument3 pagesIndex of Irregularity GatesivajagadishPas encore d'évaluation
- Bale LaydownDocument15 pagesBale LaydownKhandakar NayemPas encore d'évaluation
- Common Spinning FormulasDocument8 pagesCommon Spinning FormulasMetkil WubePas encore d'évaluation
- Unit On New Spinning SystemsDocument26 pagesUnit On New Spinning SystemsSiva Jagadish Kumar MPas encore d'évaluation
- Compact Cotton YarnDocument5 pagesCompact Cotton Yarnmlganesh666Pas encore d'évaluation
- Role of Drawing & CombingDocument44 pagesRole of Drawing & Combingapi-3774947Pas encore d'évaluation
- Production Balance in Spinning Mills: Dr. H.R.Sheikh, Professor, Emeritus, Textile Institute of PakistanDocument2 pagesProduction Balance in Spinning Mills: Dr. H.R.Sheikh, Professor, Emeritus, Textile Institute of PakistanNazmul-HassanPas encore d'évaluation
- Yarn Setting & ClassimatDocument17 pagesYarn Setting & ClassimatMd. Mamunur RashidPas encore d'évaluation
- Spin PlanDocument15 pagesSpin PlanMukesh Kumar100% (1)