Vous aimerez peut-être aussi
- Machine Design Elements and AssembliesD'EverandMachine Design Elements and AssembliesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Lec 1Document27 pagesLec 1Romany AdelPas encore d'évaluation
- Manufacturing Processes I - Machining ProcessesDocument57 pagesManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonPas encore d'évaluation
- Machining Operations EDocument15 pagesMachining Operations Ehadyzaky482Pas encore d'évaluation
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreD'EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreÉvaluation : 4.5 sur 5 étoiles4.5/5 (11)
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephPas encore d'évaluation
- Prompting Science and Engineering Students in Practical TrigonometryD'EverandPrompting Science and Engineering Students in Practical TrigonometryPas encore d'évaluation
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejePas encore d'évaluation
- Lec 07 - Machining OperationsDocument67 pagesLec 07 - Machining OperationsMuhammad Rizwan QureshiPas encore d'évaluation
- Milling (Machining) - WikipediaDocument102 pagesMilling (Machining) - WikipediaQuelton NgulubePas encore d'évaluation
- Machining Parameters in Turning ProcessDocument78 pagesMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedPas encore d'évaluation
- Lab Report Lathe TurningDocument13 pagesLab Report Lathe TurningSohaliaPas encore d'évaluation
- Ipe Lab Report 4Document11 pagesIpe Lab Report 4Sourav Sutradhar0% (1)
- Report Material Fabrication Lathe MachineDocument13 pagesReport Material Fabrication Lathe MachineaazfaraimanPas encore d'évaluation
- 2.0: Grinding Machine (Advanced)Document10 pages2.0: Grinding Machine (Advanced)Mahfuzah MustaphaPas encore d'évaluation
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDocument90 pagesMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamPas encore d'évaluation
- Module 4 (Machine Shop) : Definition of MachiningDocument27 pagesModule 4 (Machine Shop) : Definition of MachiningHarshit Kumar100% (1)
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahPas encore d'évaluation
- jss2 3rd NoteDocument10 pagesjss2 3rd Noteadegunloye temitopePas encore d'évaluation
- MFT II Manual 2Document35 pagesMFT II Manual 2Thulasi RamPas encore d'évaluation
- Material Removal - Processes - Theory - of Metal MachiningDocument25 pagesMaterial Removal - Processes - Theory - of Metal Machiningkurniashk13Pas encore d'évaluation
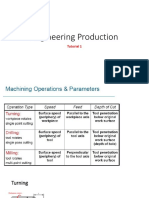
- Engineering Production: Tutorial 1Document22 pagesEngineering Production: Tutorial 1omar salahPas encore d'évaluation
- Machining Process - IDocument30 pagesMachining Process - INajshhsPas encore d'évaluation
- Unit 1 Introduction To Machine and Machine ToolDocument19 pagesUnit 1 Introduction To Machine and Machine ToolAtul GaurPas encore d'évaluation
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERPas encore d'évaluation
- Machining Processes - I MT 164: LatheDocument45 pagesMachining Processes - I MT 164: LatheMusab LatifPas encore d'évaluation
- Metal Cutting: BTME-405Document111 pagesMetal Cutting: BTME-405Yuvraaj Singh100% (1)
- Modeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisDocument6 pagesModeling and Analysis of A Surface Milling Cutter Using Finite Element AnalysisIJERDPas encore d'évaluation
- 5 Milling MachineDocument4 pages5 Milling Machineмσнαммєd ƒαιz ραтєlPas encore d'évaluation
- BMM3643 Manufacturing Process: 8.0 Materials Removal PROCESSES: MachiningDocument16 pagesBMM3643 Manufacturing Process: 8.0 Materials Removal PROCESSES: MachiningRima ChinnasamyPas encore d'évaluation
- Roll FormingDocument5 pagesRoll FormingvundavilliravindraPas encore d'évaluation
- Plate Rolling Machine 2Document22 pagesPlate Rolling Machine 2Oluwaseyi Victor Sorinade100% (1)
- MillingDocument23 pagesMillingEnrico Luis Caube BalisalisaPas encore d'évaluation
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielPas encore d'évaluation
- MTM Lab Report..501Document96 pagesMTM Lab Report..501Usman BajwaPas encore d'évaluation
- Introduction To Machine and Machine ToolDocument18 pagesIntroduction To Machine and Machine ToolSachin ChaturvediPas encore d'évaluation
- Module-2 Machining Process: Lesson ContentsDocument20 pagesModule-2 Machining Process: Lesson ContentsYashas KattemanePas encore d'évaluation
- Lathe Machine & OperationsDocument63 pagesLathe Machine & Operationsvikas_1989100% (2)
- Lathe, Drilling MachineDocument42 pagesLathe, Drilling MachineSaroj100% (1)
- Sheet Metal Forming and High Energy Rate FormingDocument68 pagesSheet Metal Forming and High Energy Rate FormingAbhishek TanguturiPas encore d'évaluation
- 6-2 Machining Processes IDocument44 pages6-2 Machining Processes IOmar Ahmed100% (1)
- Metal Cutting and Machine ToolsDocument70 pagesMetal Cutting and Machine ToolsKirankumar Koduru100% (1)
- Unit - 2Document53 pagesUnit - 2vlucknowPas encore d'évaluation
- Takele ManufacturingDocument21 pagesTakele Manufacturingdawit solomonPas encore d'évaluation
- Design and Fabrication of Four Way Hacksaw MachineDocument22 pagesDesign and Fabrication of Four Way Hacksaw MachineDinesh KumarPas encore d'évaluation
- DryijftjvDocument35 pagesDryijftjv047 Karunakaran MPas encore d'évaluation
- Manufacturing Process - Module4.0Document18 pagesManufacturing Process - Module4.0Fiza KamaPas encore d'évaluation
- Broaching (1)Document16 pagesBroaching (1)patel ketan82% (11)
- Design of SpindleDocument36 pagesDesign of SpindleAMIT SOLANKI0% (1)
- Cam Sheet Cutting ReportDocument57 pagesCam Sheet Cutting ReportJAYAPRABHAKARAN N NPas encore d'évaluation
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabPas encore d'évaluation
- Acropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)Document10 pagesAcropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)vijchoudhary16Pas encore d'évaluation
- Unit I Theory of Metal Cutting: Geometry of Single Point Turning ToolsDocument11 pagesUnit I Theory of Metal Cutting: Geometry of Single Point Turning Toolsrkscad11Pas encore d'évaluation
- CAM Notes 2Document15 pagesCAM Notes 2FELIX KEUYAPas encore d'évaluation
- Lathe AccessoriesDocument79 pagesLathe Accessoriesbmm16957Pas encore d'évaluation
- Mini Belt Grinder Project Jounal 4Document3 pagesMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarPas encore d'évaluation
- Basic Machining Processes ReportDocument11 pagesBasic Machining Processes Reportedgarinox.davidPas encore d'évaluation
- Asset Management Training 03-08-19Document32 pagesAsset Management Training 03-08-19Derrick Maatla MoadiPas encore d'évaluation
- Maths Mid Year Exam First YearsDocument2 pagesMaths Mid Year Exam First YearsDerrick Maatla MoadiPas encore d'évaluation
- Lecture 1. Workshop ManagementDocument44 pagesLecture 1. Workshop ManagementDerrick Maatla MoadiPas encore d'évaluation
- Gaborone Institute of Professional StudiesDocument2 pagesGaborone Institute of Professional StudiesDerrick Maatla MoadiPas encore d'évaluation
- Introduction To Pneumatics and Hydraulics: Mr. M.MoadiDocument65 pagesIntroduction To Pneumatics and Hydraulics: Mr. M.MoadiDerrick Maatla MoadiPas encore d'évaluation
- Introduction To Pneumatics: Mr. MoadiDocument38 pagesIntroduction To Pneumatics: Mr. MoadiDerrick Maatla MoadiPas encore d'évaluation
- Statics: ES 113 Mr. MoadiDocument49 pagesStatics: ES 113 Mr. MoadiDerrick Maatla MoadiPas encore d'évaluation
- Physics I Class 12: Uniform Circular MotionDocument20 pagesPhysics I Class 12: Uniform Circular MotionDerrick Maatla MoadiPas encore d'évaluation
- Costing and Pricing of Goods and Services: Mr. M. MoadiDocument28 pagesCosting and Pricing of Goods and Services: Mr. M. MoadiDerrick Maatla MoadiPas encore d'évaluation
- Business StructuresDocument22 pagesBusiness StructuresDerrick Maatla MoadiPas encore d'évaluation
- July Form4 Physics Test Fixed PDFDocument16 pagesJuly Form4 Physics Test Fixed PDFDerrick Maatla MoadiPas encore d'évaluation
- IntercoolingDocument13 pagesIntercoolingDerrick Maatla MoadiPas encore d'évaluation
- What Is A RadicalDocument2 pagesWhat Is A RadicalDerrick Maatla MoadiPas encore d'évaluation
- Systems and ControlDocument16 pagesSystems and ControlDerrick Maatla MoadiPas encore d'évaluation
- Physics Double (Bgcse) February TestDocument9 pagesPhysics Double (Bgcse) February TestDerrick Maatla MoadiPas encore d'évaluation
- Laplace TransformDocument11 pagesLaplace TransformDerrick Maatla MoadiPas encore d'évaluation
- Compression With IntercoolingDocument8 pagesCompression With IntercoolingDerrick Maatla MoadiPas encore d'évaluation
- Test Signal Unit F (T) (T 0) F(S) General Comments Advantages DisadvantagesDocument1 pageTest Signal Unit F (T) (T 0) F(S) General Comments Advantages DisadvantagesDerrick Maatla MoadiPas encore d'évaluation
- Lecture 9-10 - Frequency Response MethodsDocument68 pagesLecture 9-10 - Frequency Response MethodsDerrick Maatla Moadi100% (1)
- Borrower'S Slip Borrower'S Slip: Naga National High School Naga National High SchoolDocument1 pageBorrower'S Slip Borrower'S Slip: Naga National High School Naga National High SchoolWilliam Bracero FuentesPas encore d'évaluation
- Kommando RCVRDocument1 pageKommando RCVRMike Nichlos100% (1)
- WL Article - Rail Joining in SwedenDocument1 pageWL Article - Rail Joining in SwedenRadoi OlteanuPas encore d'évaluation
- Asme Section Ix QuestionsDocument18 pagesAsme Section Ix QuestionsBalakumar80% (10)
- Manufacturing Technology Question Papers of JntuaDocument15 pagesManufacturing Technology Question Papers of JntuaHimadhar SaduPas encore d'évaluation
- Deep Hole Drilling: CAE DS - Mould Parts MachiningDocument6 pagesDeep Hole Drilling: CAE DS - Mould Parts MachiningAlex Kiko VillalobosPas encore d'évaluation
- CastingDocument4 pagesCastingVighnesh AmbetkarPas encore d'évaluation
- TaigDocument1 pageTaigPeanut d. DestroyerPas encore d'évaluation
- Radiograph Interpretation - WeldsDocument6 pagesRadiograph Interpretation - WeldsPercy Morales RamirezPas encore d'évaluation
- Astm A802Document3 pagesAstm A802Srinivasan KrishnamoorthyPas encore d'évaluation
- On Fedrel Mogul Goetze Training ReportDocument22 pagesOn Fedrel Mogul Goetze Training Report98960169600% (1)
- PQR & WPQ Standard Testing Parameter WorksheetDocument4 pagesPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyPas encore d'évaluation
- Cswip 3 1 Macro PDFDocument36 pagesCswip 3 1 Macro PDFthePas encore d'évaluation
- 17) Welding Visual Inspection Report PDFDocument9 pages17) Welding Visual Inspection Report PDFMuhammad Fitransyah Syamsuar Putra100% (1)
- Aluminum Diecasting DefectsDocument16 pagesAluminum Diecasting Defectsdrackensohn0% (1)
- Lathe Chucks Independent Chucks en Web PDFDocument94 pagesLathe Chucks Independent Chucks en Web PDFTamil SelvanPas encore d'évaluation
- Acceptance Level TWI SampleDocument1 pageAcceptance Level TWI SampleFadhlan D Luffy100% (1)
- Mcqs WeldingDocument5 pagesMcqs WeldingBabar Ali100% (2)
- Welding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Document8 pagesWelding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Tariq Hussain0% (1)
- Welding Course NPTELDocument39 pagesWelding Course NPTELAbhijeetSethi0% (1)
- Experiment - Arc WeldingDocument5 pagesExperiment - Arc WeldingAl Anood Al AmeriPas encore d'évaluation
- Sand CastingDocument7 pagesSand CastingNajwa MNoorPas encore d'évaluation
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyPas encore d'évaluation
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- En 25817Document1 pageEn 25817RamanujadaasanPas encore d'évaluation
- LatheDocument6 pagesLatheRavichandran GPas encore d'évaluation
- Weld Inspection Check List: Defect Type Defect Description/ VisualDocument16 pagesWeld Inspection Check List: Defect Type Defect Description/ VisualAndreas WirantoPas encore d'évaluation
- Final Examinations: Ce Tech 1: A. ThicknessDocument2 pagesFinal Examinations: Ce Tech 1: A. ThicknessJune CostalesPas encore d'évaluation
- Welding and Casting ProcessDocument84 pagesWelding and Casting ProcessSharif OsmanPas encore d'évaluation
- Welding: Engr. Dheylvin Roy P. BuenaventuraDocument8 pagesWelding: Engr. Dheylvin Roy P. BuenaventuraEarl Justin EnriquePas encore d'évaluation