Vous aimerez peut-être aussi
- Case Study of Severe Strip Breakage in Rolling Mill of Thin Slab Casting and Rolling (TSCR) Shop of TATA Steel, JamshedpurDocument8 pagesCase Study of Severe Strip Breakage in Rolling Mill of Thin Slab Casting and Rolling (TSCR) Shop of TATA Steel, JamshedpurnaderbahramiPas encore d'évaluation
- Master Data FileDocument58 pagesMaster Data Fileinfo.glcom5161Pas encore d'évaluation
- Cram Quizzes and AnswersDocument8 pagesCram Quizzes and AnswersSandySolmonPas encore d'évaluation
- Customer Visit Form - FormatDocument1 pageCustomer Visit Form - FormatNarender Mehra SethPas encore d'évaluation
- Descon Engineering Ltd. Visit Report: Doc No: Rev: DateDocument2 pagesDescon Engineering Ltd. Visit Report: Doc No: Rev: Dateanon_909403619Pas encore d'évaluation
- TECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFDocument2 pagesTECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFmazaherramazaniPas encore d'évaluation
- Balbir Rolling Mills Project Management 1 AbDocument19 pagesBalbir Rolling Mills Project Management 1 AbPruthvi BaisPas encore d'évaluation
- Status of Sponge Iron Units in OrissaDocument14 pagesStatus of Sponge Iron Units in OrissamaheswarreddyPas encore d'évaluation
- Log Book For RollingDocument10 pagesLog Book For Rollingpatrik710Pas encore d'évaluation
- StelcoDocument37 pagesStelcoUsama FarooqPas encore d'évaluation
- Iron and Steelmaking Code: TL184624, Credits: 3: Fakhreza Abdul, M.T. Lecture-1Document32 pagesIron and Steelmaking Code: TL184624, Credits: 3: Fakhreza Abdul, M.T. Lecture-1rizkimarcelinoPas encore d'évaluation
- 3a - Metal RollingDocument26 pages3a - Metal RollingIzzat IkramPas encore d'évaluation
- Steelmark Profile With Client ListDocument24 pagesSteelmark Profile With Client ListEngr Pralay ChakrabortyPas encore d'évaluation
- KOCKS Mill Layout - Rolls From Daewha Project Sales CorpDocument4 pagesKOCKS Mill Layout - Rolls From Daewha Project Sales CorpProject Sales CorpPas encore d'évaluation
- MPR2 Feb 14 PDFDocument18 pagesMPR2 Feb 14 PDFAvijitSinharoyPas encore d'évaluation
- D2.03 15 Bar and Merchant Bar Mills enDocument36 pagesD2.03 15 Bar and Merchant Bar Mills enLymeParkPas encore d'évaluation
- Motor Flange-Universal InputDocument4 pagesMotor Flange-Universal InputAgus Yulfizar100% (1)
- Rolling Mill OrissaDocument19 pagesRolling Mill OrissakxenggPas encore d'évaluation
- Bangladesh-List of MFIs-NGOs 11Document18 pagesBangladesh-List of MFIs-NGOs 11saif700Pas encore d'évaluation
- Light and Medium Merchant MillDocument35 pagesLight and Medium Merchant MillPeram Bharath Kumar Reddy100% (1)
- Project On Steel Industry For OPMDocument18 pagesProject On Steel Industry For OPMsunilsony123Pas encore d'évaluation
- Speed Control of Steel Rolling Mill Using Neural Network: January 2006Document6 pagesSpeed Control of Steel Rolling Mill Using Neural Network: January 2006Pranati MishraPas encore d'évaluation
- Mill Setting Calculation System For Aluminum Rolling MillDocument4 pagesMill Setting Calculation System For Aluminum Rolling MillRyan RafaelPas encore d'évaluation
- Weekly Visit PlanDocument1 pageWeekly Visit PlanSunil JoshiPas encore d'évaluation
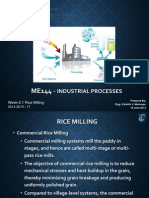
- Industrial Processes: Week-2.1 Rice MillingDocument8 pagesIndustrial Processes: Week-2.1 Rice MillingarkinkozPas encore d'évaluation
- Fundamentals of Metal FormingDocument38 pagesFundamentals of Metal FormingriyannnPas encore d'évaluation
- Rolling 1Document142 pagesRolling 1atul bartyPas encore d'évaluation
- GsdhirDocument11 pagesGsdhirGurminder Singh DhirPas encore d'évaluation
- Customer Visit ReportDocument1 pageCustomer Visit ReportSyedIbnaMayazPas encore d'évaluation
- Rolling of Metals PDFDocument31 pagesRolling of Metals PDFAravindhan AnbalaganPas encore d'évaluation
- RollDocument20 pagesRollVicente GarcíaPas encore d'évaluation
- Hot Working ProcessDocument35 pagesHot Working ProcessDea NabilaPas encore d'évaluation
- MCQS For Manfactering Process PDFDocument10 pagesMCQS For Manfactering Process PDFGet Soon WellPas encore d'évaluation
- Steel: Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET LahoreDocument59 pagesSteel: Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET LahoreMuhammad Waqas AkbarPas encore d'évaluation
- Feb 2014 PDFDocument72 pagesFeb 2014 PDFsatish_trivediPas encore d'évaluation
- Navbharat Steel Re-Rolling MillDocument74 pagesNavbharat Steel Re-Rolling MillChintan Pavsiya100% (1)
- Vendor Address January 2022 FinalDocument106 pagesVendor Address January 2022 FinalBikki KumarPas encore d'évaluation
- MS 2002 Cold Rolling Mill Speed OptimizationDocument7 pagesMS 2002 Cold Rolling Mill Speed Optimizationsurajit7guptaPas encore d'évaluation
- Wire Rod Rolling ProcessDocument9 pagesWire Rod Rolling Processtensai no tenshiPas encore d'évaluation
- Rolling ModelsDocument6 pagesRolling Modelskrisna8154Pas encore d'évaluation
- Iron & Steel Manufacturers in NepalDocument3 pagesIron & Steel Manufacturers in NepalMishal LimbuPas encore d'évaluation
- Iron Making Unit 2Document72 pagesIron Making Unit 2Prashant NPas encore d'évaluation
- Bsa College OF Engineering & Technology: A Mini Project OnDocument13 pagesBsa College OF Engineering & Technology: A Mini Project Onswitesh27Pas encore d'évaluation
- License Surrendered: Detail of Registered Travel Agents in Jalandhar DistrictDocument90 pagesLicense Surrendered: Detail of Registered Travel Agents in Jalandhar DistrictRodhraksh RajputPas encore d'évaluation
- Metal CastingDocument28 pagesMetal CastingAngel ChanteyPas encore d'évaluation
- Manpower Planning PDFDocument11 pagesManpower Planning PDFTushar PachlangiaPas encore d'évaluation
- TMT BarsDocument26 pagesTMT BarsPardeep KushwahaPas encore d'évaluation
- Continuous Rolling MillDocument8 pagesContinuous Rolling Millrazen_inPas encore d'évaluation
- Cleaning of Steel and Removal of Rust PDFDocument10 pagesCleaning of Steel and Removal of Rust PDFDawooz SaDam OnexoxPas encore d'évaluation
- Shot Blasting Machine CatalogueDocument21 pagesShot Blasting Machine Cataloguemarketing7051Pas encore d'évaluation
- Sino Steel PDFDocument32 pagesSino Steel PDFkalaiPas encore d'évaluation
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 pagesSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiPas encore d'évaluation
- Prasanth LeeDocument46 pagesPrasanth LeePRASANTHPas encore d'évaluation
- Chattisgarh Govt List of Sponge Iron MFGDocument3 pagesChattisgarh Govt List of Sponge Iron MFGgdharewa100% (1)
- Mittal SteelDocument25 pagesMittal SteelApra BishtPas encore d'évaluation
- Alu Technologies Book - Lecture-Notes - 1606 PagesDocument1 606 pagesAlu Technologies Book - Lecture-Notes - 1606 PagesPaul RosiahPas encore d'évaluation
- JafcoDocument17 pagesJafcokhan4luvPas encore d'évaluation
- Project Report Rajuri Steel JalnaDocument40 pagesProject Report Rajuri Steel JalnaSingh GurpreetPas encore d'évaluation
- Seamless Tubes BrochureDocument16 pagesSeamless Tubes BrochureNisarg PandyaPas encore d'évaluation
- Supply Chain Nanagement of HULDocument11 pagesSupply Chain Nanagement of HULsalil1235650% (4)
- Financial Performance and SicknessDocument40 pagesFinancial Performance and SicknessMj PayalPas encore d'évaluation
- Cash ManagementDocument15 pagesCash ManagementMj PayalPas encore d'évaluation
- Amul 120919081804 Phpapp01Document50 pagesAmul 120919081804 Phpapp01Mj PayalPas encore d'évaluation
- Summer Training in Intex TechnologyDocument37 pagesSummer Training in Intex TechnologyMj PayalPas encore d'évaluation
- AmulDocument17 pagesAmulPriyadarshi BhaskarPas encore d'évaluation
- SONYDocument13 pagesSONYMj PayalPas encore d'évaluation
- Production On Kisaan Flour Mill, JammuDocument21 pagesProduction On Kisaan Flour Mill, JammuMj Payal50% (2)
- Chenab Textile Mill, KathuaDocument33 pagesChenab Textile Mill, KathuaMj Payal100% (5)
- Cadbury in IndiaDocument11 pagesCadbury in IndiaMj PayalPas encore d'évaluation
- Responsibility CentersDocument15 pagesResponsibility CentersAkashdeep GhummanPas encore d'évaluation
- Companies Act 1956 Part IDocument311 pagesCompanies Act 1956 Part IRavi DesaiPas encore d'évaluation
- Mahajan Mini Flour Mill, UdhampurDocument24 pagesMahajan Mini Flour Mill, UdhampurMj PayalPas encore d'évaluation
- SCANNERDocument22 pagesSCANNERMj PayalPas encore d'évaluation
- Samsung WorldDocument8 pagesSamsung WorldMj PayalPas encore d'évaluation
- One Person CompanyDocument5 pagesOne Person CompanyMj PayalPas encore d'évaluation
- Linear ProgrammingDocument16 pagesLinear ProgrammingMj PayalPas encore d'évaluation
- Performance Effects of Process Management TecniquesDocument13 pagesPerformance Effects of Process Management TecniquesMj PayalPas encore d'évaluation
- Cognizant Technology SolutionsDocument11 pagesCognizant Technology SolutionsMj PayalPas encore d'évaluation
- Tata MotorsDocument208 pagesTata Motorsnitish_singhal_1Pas encore d'évaluation
- Henry Fayol PrinciplesDocument15 pagesHenry Fayol PrinciplesMj Payal100% (1)
- Questionnaire For Pharmaceutical DealersDocument3 pagesQuestionnaire For Pharmaceutical DealersMj PayalPas encore d'évaluation
- Apple Vs SamsungDocument18 pagesApple Vs SamsungMj Payal100% (2)
- CET Analysis of SamsungDocument9 pagesCET Analysis of SamsungMj PayalPas encore d'évaluation
- CA13Document294 pagesCA13Knowitall77Pas encore d'évaluation
- Pricing Pharmaceutical ServicesDocument28 pagesPricing Pharmaceutical ServicesMj PayalPas encore d'évaluation
- Services MarketingDocument33 pagesServices MarketingMj PayalPas encore d'évaluation
- Project Report On Cipla (Gaurav Juneja) Recovered)Document48 pagesProject Report On Cipla (Gaurav Juneja) Recovered)Jatin Dua52% (21)
- Active Leisure Participation Analysis Market Research ProjectDocument32 pagesActive Leisure Participation Analysis Market Research ProjectMj PayalPas encore d'évaluation
- Astm A480 Plate ToleranceDocument25 pagesAstm A480 Plate ToleranceCik NisaPas encore d'évaluation
- Ball MillDocument4 pagesBall Millanon_818163732Pas encore d'évaluation
- Certificado Classic Ei2 60 1HDocument20 pagesCertificado Classic Ei2 60 1HenriquefamPas encore d'évaluation
- Agro Tech CaseDocument10 pagesAgro Tech CaseVineet AgarwalPas encore d'évaluation
- DHL Air Freight: Delivering Reliability at The Speed You NeedDocument8 pagesDHL Air Freight: Delivering Reliability at The Speed You Needarefiee4pitt100% (1)
- Civil Engineering Rrference BooksDocument301 pagesCivil Engineering Rrference Booksntah84Pas encore d'évaluation
- 3.2 Develop The Material Control PlanDocument9 pages3.2 Develop The Material Control Planjesus_bs100% (1)
- Incoterms Chart PDFDocument1 pageIncoterms Chart PDFJally CalimlimPas encore d'évaluation
- A 13Document1 pageA 13AnuranjanPas encore d'évaluation
- Astm d1785Document5 pagesAstm d1785Kehinde AdebayoPas encore d'évaluation
- Autocheck Vehicle History ReportDocument5 pagesAutocheck Vehicle History ReportkhananlolPas encore d'évaluation
- Catalog Cablofil 2016 2017Document288 pagesCatalog Cablofil 2016 2017bkprodhPas encore d'évaluation
- Special Economic Zone Seaport Aktau : Area of Your SuccessDocument19 pagesSpecial Economic Zone Seaport Aktau : Area of Your SuccessgopuPas encore d'évaluation
- Steel - Definition of Steel by The Free Online Dictionary, Thesaurus and EncyclopediaDocument4 pagesSteel - Definition of Steel by The Free Online Dictionary, Thesaurus and EncyclopediaDissasekaraPas encore d'évaluation
- Main Report (Compatibility Mode)Document96 pagesMain Report (Compatibility Mode)Saif KhanPas encore d'évaluation
- Report On Importing To South AfricaDocument19 pagesReport On Importing To South AfricaNadine KadriPas encore d'évaluation
- 5 Star Rated ACDocument3 pages5 Star Rated ACavr8784Pas encore d'évaluation
- Kanban AssignmentDocument12 pagesKanban AssignmentআশরাফুলইসলামPas encore d'évaluation
- Corporate Presentation (Company Update)Document33 pagesCorporate Presentation (Company Update)Shyam SunderPas encore d'évaluation
- Workshop Practise: An IntroductionDocument21 pagesWorkshop Practise: An IntroductionjgkonnullyPas encore d'évaluation
- Ministop PhilippinesDocument6 pagesMinistop PhilippinesRonald Mcflurry100% (1)
- Tyagi Rohan - January 2017Document2 pagesTyagi Rohan - January 2017rohanZorbaPas encore d'évaluation
- Foundation Design WordDocument2 pagesFoundation Design WordyunittalaPas encore d'évaluation
- JSS 4210-06-1999Document24 pagesJSS 4210-06-1999Kaushik SenguptaPas encore d'évaluation
- Rotational Molding: 1 History 2 Equipment and ToolingDocument8 pagesRotational Molding: 1 History 2 Equipment and ToolingEnachi Georgiana FlorinaPas encore d'évaluation
- Mechanical One Line NotesDocument35 pagesMechanical One Line NotesVikky DhapodkarPas encore d'évaluation
- Booking JKT BabelDocument2 pagesBooking JKT BabelCekidot GanPas encore d'évaluation
- GCAA Air Law ReviewDocument43 pagesGCAA Air Law ReviewAnonymous BiosaDDZVH100% (3)
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemSamo FelicijanPas encore d'évaluation
- Ops Handbook - Draft Ver 1.1 PDFDocument40 pagesOps Handbook - Draft Ver 1.1 PDFCosti MitriPas encore d'évaluation