Vous aimerez peut-être aussi
- Reconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingDocument7 pagesReconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingArif NurhasanPas encore d'évaluation
- Super Finishing ProcessDocument14 pagesSuper Finishing ProcessKumarChirraPas encore d'évaluation
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Document87 pagesME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- Manufacturing Processes Sessional: Lab ReportDocument7 pagesManufacturing Processes Sessional: Lab ReportFarzana IslamPas encore d'évaluation
- TO PIC: SynopsisDocument11 pagesTO PIC: SynopsisNaseem KhanPas encore d'évaluation
- 2.1 Operational Data For Cylindrical GrindingDocument32 pages2.1 Operational Data For Cylindrical GrindingPallerla Vishu ChariiPas encore d'évaluation
- Unit - Iv: Manufacturing TechnologyDocument39 pagesUnit - Iv: Manufacturing TechnologyAniket KharpatePas encore d'évaluation
- Lecture 5Document39 pagesLecture 5Ishtiaq AhmedPas encore d'évaluation
- Manufacturing Technology: Unit - IvDocument37 pagesManufacturing Technology: Unit - IvramadanPas encore d'évaluation
- M 2548 M 2558 BrochureDocument4 pagesM 2548 M 2558 BrochureRavinder KadianPas encore d'évaluation
- Mechanised Devised Idil PartDocument13 pagesMechanised Devised Idil Partsharifah atiqahPas encore d'évaluation
- CNC Technical DescriptionDocument31 pagesCNC Technical Descriptionpinky_y2kPas encore d'évaluation
- Sheet Metal Puching Metal FormingDocument27 pagesSheet Metal Puching Metal FormingTarundeep SinghPas encore d'évaluation
- Hydraulic Press Brake MachineDocument7 pagesHydraulic Press Brake MachineWahyu SiwastanaPas encore d'évaluation
- Gears Cutting and GrindingDocument8 pagesGears Cutting and GrindingАлександар ВујаковићPas encore d'évaluation
- 30 Super Finishing ProcessesDocument14 pages30 Super Finishing ProcessesPRASAD326100% (5)
- Chapter 2Document11 pagesChapter 2surjitPas encore d'évaluation
- 4-284 MatejicDocument8 pages4-284 MatejicTechky ManiacsPas encore d'évaluation
- GrindingDocument12 pagesGrindingsravanPas encore d'évaluation
- Non-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationDocument12 pagesNon-Circular Grinding of Backup Rolls To Reduce Rolling Force VariationAli RayyaPas encore d'évaluation
- Gear Manufacturing MethodDocument89 pagesGear Manufacturing MethodRamalingam AlagarajaPas encore d'évaluation
- Unit-2 Grinding & Super PDFDocument10 pagesUnit-2 Grinding & Super PDFMehul MunshiPas encore d'évaluation
- Mini Belt Grinder Project Jounal 4Document3 pagesMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarPas encore d'évaluation
- SY Series Multiple Cylinder Hydraulic Cone CrusherDocument39 pagesSY Series Multiple Cylinder Hydraulic Cone CrusherShanhu GroupPas encore d'évaluation
- CNC Pit Wheel Lathe MachineDocument16 pagesCNC Pit Wheel Lathe MachineJyothendra Pavan DamarlaPas encore d'évaluation
- Optimization of Cold Rolling Mill ParameDocument6 pagesOptimization of Cold Rolling Mill Paramevo thanh lam100% (1)
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringDocument29 pagesProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarPas encore d'évaluation
- Pneumatic Circit For Cylinder IiDocument12 pagesPneumatic Circit For Cylinder IiAjay NishadPas encore d'évaluation
- Ijrpr3944 PDFDocument3 pagesIjrpr3944 PDFrohanPas encore d'évaluation
- Gears HoningDocument7 pagesGears Honingsav33Pas encore d'évaluation
- Eng - DNM Ii - 1401 - Su - E20Document20 pagesEng - DNM Ii - 1401 - Su - E20Nikolat840% (1)
- Cooling BedDocument47 pagesCooling BedSubrata ChakrabortyPas encore d'évaluation
- Bearing Car Processing TechnologyDocument31 pagesBearing Car Processing Technologyamiel cadelinaPas encore d'évaluation
- AReviewof Cylindrical Grinding ProcessDocument12 pagesAReviewof Cylindrical Grinding ProcessSardar HamzaPas encore d'évaluation
- Vi 40Document12 pagesVi 40shendam520Pas encore d'évaluation
- Design and Manufacturing of Zig-Zag Bar Bending MachineDocument58 pagesDesign and Manufacturing of Zig-Zag Bar Bending MachineSachin T100% (1)
- Abrassive Jet Machining Main FileDocument34 pagesAbrassive Jet Machining Main FilearjunPas encore d'évaluation
- Surface Grinding Characteristics of Ti-6Al-4V Alloy: Aritras Roy, Kanchan Maji, Sudin Kumar KunduDocument10 pagesSurface Grinding Characteristics of Ti-6Al-4V Alloy: Aritras Roy, Kanchan Maji, Sudin Kumar KunduSudin Kumar KunduPas encore d'évaluation
- Gear Grinding MethodsDocument5 pagesGear Grinding MethodsNguyeentt TntPas encore d'évaluation
- Copy Milling MachineDocument77 pagesCopy Milling MachineAkshay Shinde25% (4)
- 3 Design and Fabrication of Cylindrical Grinding Attachment On LatheDocument2 pages3 Design and Fabrication of Cylindrical Grinding Attachment On Lathesantha kumarPas encore d'évaluation
- Metal SpinningDocument4 pagesMetal SpinningfranklynPas encore d'évaluation
- 26-Universal Bending MachineDocument59 pages26-Universal Bending MachinesathishPas encore d'évaluation
- Grinding Shaving Cutters & Rolling Dies by CBN WheelsDocument15 pagesGrinding Shaving Cutters & Rolling Dies by CBN Wheelshumayun121Pas encore d'évaluation
- Grinding Operations and Finishing Micro Milling: Competitive Manufacturing Processes (MCEN 3003)Document48 pagesGrinding Operations and Finishing Micro Milling: Competitive Manufacturing Processes (MCEN 3003)AntonyPas encore d'évaluation
- 6.pneumatic Operated Multi Purpose Grinding MachineDocument33 pages6.pneumatic Operated Multi Purpose Grinding Machinevijay vijay100% (1)
- 2007 - Application of Net Shape and Near Net Shape Forming Technologies in ManufactureDocument18 pages2007 - Application of Net Shape and Near Net Shape Forming Technologies in ManufactureNguyen Hoang DungPas encore d'évaluation
- Casting, Forming, and ForgingDocument10 pagesCasting, Forming, and ForgingShe DilPas encore d'évaluation
- Crushing & Screening of Hard MaterialsDocument44 pagesCrushing & Screening of Hard Materialssen_subhasis_58100% (2)
- Sheet Metal Forgintuve MFGDocument41 pagesSheet Metal Forgintuve MFGAnonymous QiMB2lBCJLPas encore d'évaluation
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsD'EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsÉvaluation : 4 sur 5 étoiles4/5 (1)
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationD'EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationPas encore d'évaluation
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorD'EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorPas encore d'évaluation
- Niosh PDD TTT2 PDFDocument5 pagesNiosh PDD TTT2 PDFDanielRaoPas encore d'évaluation
- Isometric HornDocument1 pageIsometric HornDanielRaoPas encore d'évaluation
- Isometric HornDocument1 pageIsometric HornDanielRaoPas encore d'évaluation
- Niosh PDD TTT2 PDFDocument5 pagesNiosh PDD TTT2 PDFDanielRaoPas encore d'évaluation
- Niosh PDD TTT2 PDFDocument5 pagesNiosh PDD TTT2 PDFDanielRaoPas encore d'évaluation
- Niosh PDD TTT2 PDFDocument5 pagesNiosh PDD TTT2 PDFDanielRaoPas encore d'évaluation
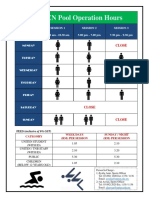
- Pool Operation Hours (Usual)Document1 pagePool Operation Hours (Usual)DanielRaoPas encore d'évaluation
- Bolospeed RC CalculatorDocument4 pagesBolospeed RC CalculatorDanielRao56% (9)
- Niosh PDD Sho 2019 PDFDocument15 pagesNiosh PDD Sho 2019 PDFAl- ImanuddinPas encore d'évaluation
- Radiography Inspection NDT Sample Test Report Format PDFDocument2 pagesRadiography Inspection NDT Sample Test Report Format PDFDanielRaoPas encore d'évaluation
- Acoustic Measurements: M. Vorl AnderDocument31 pagesAcoustic Measurements: M. Vorl AnderDanielRaoPas encore d'évaluation
- Final Exam QuestionsDocument6 pagesFinal Exam QuestionsDanielRaoPas encore d'évaluation
- SalerioDocument28 pagesSalerioRizqaFebrilianyPas encore d'évaluation
- Book 1Document1 pageBook 1DanielRaoPas encore d'évaluation
- Kl/kajang Trip (3 Days 2 Nights) 02/12/16-04/12/16 First Day (02/12/2016)Document1 pageKl/kajang Trip (3 Days 2 Nights) 02/12/16-04/12/16 First Day (02/12/2016)DanielRaoPas encore d'évaluation
- Chapter 4-FrictionDocument32 pagesChapter 4-FrictionDanielRao100% (1)
- Chapter 5-MechanismDocument28 pagesChapter 5-MechanismDanielRaoPas encore d'évaluation
- Ice Breaker : Find The Books of The BibleDocument6 pagesIce Breaker : Find The Books of The BibleDanielRaoPas encore d'évaluation
- Chapter 3-BalancingDocument29 pagesChapter 3-BalancingDanielRaoPas encore d'évaluation
- Chapter 2-Belt Drive SystemDocument29 pagesChapter 2-Belt Drive SystemDanielRao100% (1)
- Internal Rate of Return (IRR) Analysis: Lecture No. 24 Contemporary Engineering EconomicsDocument22 pagesInternal Rate of Return (IRR) Analysis: Lecture No. 24 Contemporary Engineering EconomicsDanielRaoPas encore d'évaluation
- Unsteady Exp Data N GraphsDocument6 pagesUnsteady Exp Data N GraphsDanielRaoPas encore d'évaluation
- MEMB322 Mechanical Design Process: Mini Project Complex Engineering Problem StatementDocument1 pageMEMB322 Mechanical Design Process: Mini Project Complex Engineering Problem StatementDanielRaoPas encore d'évaluation
- Chapter 1-Gear SystemDocument27 pagesChapter 1-Gear SystemDanielRao100% (2)
- Cell Group ActivityDocument15 pagesCell Group ActivityDanielRaoPas encore d'évaluation
- Kampus Putrajaya Draft Examination Timetable Semester 1 20162017 - 2Document4 pagesKampus Putrajaya Draft Examination Timetable Semester 1 20162017 - 2DanielRaoPas encore d'évaluation
- Bode Solu (1) 2Document11 pagesBode Solu (1) 2DanielRaoPas encore d'évaluation
- Course Outline MESB323 SEM 1 (1617)Document3 pagesCourse Outline MESB323 SEM 1 (1617)DanielRaoPas encore d'évaluation
- Resignation LetterDocument1 pageResignation LetterDanielRaoPas encore d'évaluation
- Course Description (MESB323) - PremDocument10 pagesCourse Description (MESB323) - PremDanielRaoPas encore d'évaluation
- Expanding UNIT 1 For 2º ESO.-the History of Music NotationDocument1 pageExpanding UNIT 1 For 2º ESO.-the History of Music NotationEwerton CândidoPas encore d'évaluation
- Part 1 - Install PfSense On ESXi - Calvin BuiDocument8 pagesPart 1 - Install PfSense On ESXi - Calvin Buiandrei2andrei_3Pas encore d'évaluation
- Absolute Duo 1 PDFDocument219 pagesAbsolute Duo 1 PDFAgnieškaRužičkaPas encore d'évaluation
- Johnson, David W - Johnson, Frank P - Joining Together - Group Theory and Group Skills (2013)Document643 pagesJohnson, David W - Johnson, Frank P - Joining Together - Group Theory and Group Skills (2013)Farah Ridzky Ananda88% (8)
- 40 Years of Transit Oriented DevelopmentDocument74 pages40 Years of Transit Oriented DevelopmentTerry MaynardPas encore d'évaluation
- 9 Clonezilla LiveDocument4 pages9 Clonezilla LivegixplayPas encore d'évaluation
- Community Service - Group 3 - Project 2Document24 pagesCommunity Service - Group 3 - Project 2rofiq wibawantoPas encore d'évaluation
- Windows Steady State HandbookDocument81 pagesWindows Steady State HandbookcapellaPas encore d'évaluation
- Diamondfreezemel32r E82eenDocument11 pagesDiamondfreezemel32r E82eenGILI RELIABILITYPas encore d'évaluation
- Youtube Poop: Subverting Art OnlineDocument14 pagesYoutube Poop: Subverting Art OnlineWill KurlinkusPas encore d'évaluation
- A Sourcebook in Chinese LongevityDocument34 pagesA Sourcebook in Chinese Longevitytanpausing67% (3)
- Treasure HuntDocument9 pagesTreasure HuntNutsdieyaa ErniePas encore d'évaluation
- Savoldi-SIM and USIM File System - A Forensics PerspectiveDocument24 pagesSavoldi-SIM and USIM File System - A Forensics PerspectiveAntonio SavoldiPas encore d'évaluation
- How To Use SQL Servers Extended Events and Notifications White Paper 24902Document20 pagesHow To Use SQL Servers Extended Events and Notifications White Paper 24902Santosh KadamPas encore d'évaluation
- Belarc Advisory I7g8Document5 pagesBelarc Advisory I7g8Roberto AlladoPas encore d'évaluation
- Sri Lanka-ADB Partnership: 1966-2016Document156 pagesSri Lanka-ADB Partnership: 1966-2016Asian Development Bank100% (2)
- Probability Form 4Document10 pagesProbability Form 4Deen ZakariaPas encore d'évaluation
- Operating Temperature Considerations and Performance PDFDocument12 pagesOperating Temperature Considerations and Performance PDFccprado1Pas encore d'évaluation
- Internal Audit CharterDocument5 pagesInternal Audit CharterUrsu BârlogeaPas encore d'évaluation
- Revised TA DA RulesDocument6 pagesRevised TA DA RulesHardik AgravattPas encore d'évaluation
- Testing: Instructor: Iqra JavedDocument32 pagesTesting: Instructor: Iqra Javedzagi techPas encore d'évaluation
- Costing of Oil and Gas Projects For Efficient Management and SustainabilityDocument15 pagesCosting of Oil and Gas Projects For Efficient Management and SustainabilityMohammed M. Mohammed67% (3)
- DTC Induction Motor DriveDocument13 pagesDTC Induction Motor Drivesarav03100% (2)
- Cerita BugisDocument14 pagesCerita BugisI'dris M11Pas encore d'évaluation
- Review of Cyborg BabiesDocument3 pagesReview of Cyborg BabiesNate GreenslitPas encore d'évaluation
- School of Education - Writing A Research Proposal - Durham UniversityDocument2 pagesSchool of Education - Writing A Research Proposal - Durham UniversityRussasmita Sri PadmiPas encore d'évaluation
- How To Build TelescopeDocument50 pagesHow To Build TelescopeSachin VermaPas encore d'évaluation
- Lab ManualDocument69 pagesLab ManualPradeepPas encore d'évaluation
- 9-12 Lesson PlanDocument3 pages9-12 Lesson Planapi-364700795Pas encore d'évaluation
- Warping Constant of Open Sections With Arbitrary Profile Geometry Rev 1 2011Document24 pagesWarping Constant of Open Sections With Arbitrary Profile Geometry Rev 1 2011hoojztePas encore d'évaluation