Vous aimerez peut-être aussi
- AC4CDocument6 pagesAC4CTay Chu YenPas encore d'évaluation
- FinalVivaPPT ME07B066Document30 pagesFinalVivaPPT ME07B066Sujit MulePas encore d'évaluation
- Experimental Investigation On Spinning of Aluminum Alloy 19500 CupDocument7 pagesExperimental Investigation On Spinning of Aluminum Alloy 19500 CupArifat Ridho DionPas encore d'évaluation
- (Kekasaranpermukaan) IJESIT201301 51 PDFDocument7 pages(Kekasaranpermukaan) IJESIT201301 51 PDFMuhammad Tatma'inul QulubPas encore d'évaluation
- Study On Sheet Metal BendingDocument11 pagesStudy On Sheet Metal BendingmarcandreitraquenaPas encore d'évaluation
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 pagesMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANPas encore d'évaluation
- Optimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi ApproachDocument6 pagesOptimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi Approachkk bhattPas encore d'évaluation
- Failure Analysis of Bridge ShaftDocument19 pagesFailure Analysis of Bridge ShaftAhmad Abdul GhaniPas encore d'évaluation
- Residual Stresses Induced in Cold Rolling Process by Using FINITE Element AnalysisDocument1 pageResidual Stresses Induced in Cold Rolling Process by Using FINITE Element Analysiskiran_wakchaurePas encore d'évaluation
- Friction Stir Incremental Forming of A2017 Aluminum SheetsDocument6 pagesFriction Stir Incremental Forming of A2017 Aluminum SheetsCarlos ArenasPas encore d'évaluation
- Friction Stir WeldingDocument12 pagesFriction Stir WeldingelmardaPas encore d'évaluation
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocument9 pages1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungPas encore d'évaluation
- WCE2015 pp1240-1242 PDFDocument3 pagesWCE2015 pp1240-1242 PDFlekan4Pas encore d'évaluation
- Liu2017 Hot Forgi̇ngDocument11 pagesLiu2017 Hot Forgi̇ngSait Ozan YılmazPas encore d'évaluation
- 10 2339-Politeknik 1179079-2666523Document12 pages10 2339-Politeknik 1179079-2666523Jabbar AljanabyPas encore d'évaluation
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BosePas encore d'évaluation
- 2023 Turning - 230519 - 134402Document11 pages2023 Turning - 230519 - 134402Hassan LotfizadehPas encore d'évaluation
- Finite Element Model For The Effect of Heat Input & Speed On Residual Stress During WeldingDocument6 pagesFinite Element Model For The Effect of Heat Input & Speed On Residual Stress During WeldingInternational Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Murtaza Paper1Document11 pagesMurtaza Paper1aliyan hassanPas encore d'évaluation
- Investigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessDocument12 pagesInvestigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessElaine JohnsonPas encore d'évaluation
- Factors Affecting On Springback in Sheet Metal Bending: A ReviewDocument5 pagesFactors Affecting On Springback in Sheet Metal Bending: A Reviewkhudhayer1970Pas encore d'évaluation
- Failure Analysis of A Bridge Crane Shaft-Version Online FinalDocument8 pagesFailure Analysis of A Bridge Crane Shaft-Version Online FinaloazzambranoPas encore d'évaluation
- Stress Analysis of Angle Bar With Different Process Parameter in Hot RollingDocument7 pagesStress Analysis of Angle Bar With Different Process Parameter in Hot RollingVashishth KushwahaPas encore d'évaluation
- Numerical Study of Strain-Rate Effect in Cold Rolls Forming of SteelDocument8 pagesNumerical Study of Strain-Rate Effect in Cold Rolls Forming of SteelVanganuru SunilPas encore d'évaluation
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123Pas encore d'évaluation
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuPas encore d'évaluation
- Fatigue 2Document16 pagesFatigue 2kalirajgurusamyPas encore d'évaluation
- Influence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool SteelDocument4 pagesInfluence of Cutting Conditions On Chip Formation When Turning ASSAB DF-3 Hardened Tool Steelirinuca12Pas encore d'évaluation
- Tensile Notch Inconel 625Document24 pagesTensile Notch Inconel 625多如Pas encore d'évaluation
- Bending ProcessDocument23 pagesBending Processmaitoravi78Pas encore d'évaluation
- 2023 04 Rajar CoAuth Metal FormingDocument6 pages2023 04 Rajar CoAuth Metal FormingasroriPas encore d'évaluation
- Spring Back EffectDocument9 pagesSpring Back EffectRahul DevPas encore d'évaluation
- Analysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingDocument5 pagesAnalysis of Influence of Draw Bead Location and Profile in Hemispherical Cup FormingAlifBintangPratamaPas encore d'évaluation
- BTI1133 Ch16Document82 pagesBTI1133 Ch16ACC SHPas encore d'évaluation
- Design and Analysis of IS513CR2 Using FEADocument34 pagesDesign and Analysis of IS513CR2 Using FEAakhilesh vaibhavPas encore d'évaluation
- A Review On Springback Effect in Sheet Metal Forming ProcessDocument7 pagesA Review On Springback Effect in Sheet Metal Forming ProcessantonytechnoPas encore d'évaluation
- Full Text 01Document33 pagesFull Text 01Zoric Bobby100% (1)
- Design and Fabrication of Pneumatic Sheet Metal Cutting and Bending MachineDocument9 pagesDesign and Fabrication of Pneumatic Sheet Metal Cutting and Bending MachineKanaga VaratharajanPas encore d'évaluation
- Hemming Aluminum em FormingDocument9 pagesHemming Aluminum em FormingAaron AzmiPas encore d'évaluation
- Finite Element Analysis of Corroded Steel Angles Under CompressionDocument9 pagesFinite Element Analysis of Corroded Steel Angles Under CompressionErik Wahyu PradanaPas encore d'évaluation
- Icmp2014 5014Document3 pagesIcmp2014 5014Carlos ArenasPas encore d'évaluation
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarPas encore d'évaluation
- An Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending DiesDocument9 pagesAn Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending Dieskhudhayer1970Pas encore d'évaluation
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitPas encore d'évaluation
- Numerical Simulation of Shape Rolling: Stanislav RiljakDocument32 pagesNumerical Simulation of Shape Rolling: Stanislav RiljakAli RayyaPas encore d'évaluation
- 2019 June IJRARDocument8 pages2019 June IJRARtarasasankaPas encore d'évaluation
- Micromechanisms of Deformation and Fracture in Shearing Aluminum Alloy SheetDocument17 pagesMicromechanisms of Deformation and Fracture in Shearing Aluminum Alloy SheetChandra ClarkPas encore d'évaluation
- FSW Welding PresentationDocument56 pagesFSW Welding PresentationMazharPas encore d'évaluation
- Input Parameters Tool Transverse and Rotational SpeedDocument3 pagesInput Parameters Tool Transverse and Rotational SpeedlarryPas encore d'évaluation
- Purwadi 2020 J. Phys. Conf. Ser. 1450 012126Document8 pagesPurwadi 2020 J. Phys. Conf. Ser. 1450 012126Nicole HenckesPas encore d'évaluation
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDocument5 pagesA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BosePas encore d'évaluation
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraPas encore d'évaluation
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabPas encore d'évaluation
- Thesis On Metal CuttingDocument7 pagesThesis On Metal Cuttingaflodtsecumyed100% (1)
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocument24 pagesMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalPas encore d'évaluation
- Analysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsDocument13 pagesAnalysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsLiu YangtzePas encore d'évaluation
- Friction Stir Welding Material ABSDocument23 pagesFriction Stir Welding Material ABSBambang KusharjantaPas encore d'évaluation
- A Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningDocument6 pagesA Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningaamirmubPas encore d'évaluation
- Mohammad Hafizuddin MokhtarDocument24 pagesMohammad Hafizuddin MokhtarGabryel BogdanPas encore d'évaluation
- General CAD (Drafting) Standards: Product EngineeringDocument21 pagesGeneral CAD (Drafting) Standards: Product EngineeringpuneethudupiPas encore d'évaluation
- Drawing Table Templates POCDocument5 pagesDrawing Table Templates POCpuneethudupiPas encore d'évaluation
- Manufacturing Systems: Concurrent EngineeringDocument42 pagesManufacturing Systems: Concurrent EngineeringpuneethudupiPas encore d'évaluation
- Ug Tutrial 4Document198 pagesUg Tutrial 4Ahmed BdairPas encore d'évaluation
- NX - Errors - 8.5Document171 pagesNX - Errors - 8.5puneethudupiPas encore d'évaluation
- PlotDocument8 pagesPlotpuneethudupiPas encore d'évaluation
- 001 Assemblies ConceptsDocument3 pages001 Assemblies ConceptspuneethudupiPas encore d'évaluation
- 001 Overview of Knowledge Based EngineeringDocument1 page001 Overview of Knowledge Based EngineeringpuneethudupiPas encore d'évaluation
- Course Overview: Sheet Metal Design Course ContentsDocument5 pagesCourse Overview: Sheet Metal Design Course ContentspuneethudupiPas encore d'évaluation
- Sketching Exercises - Only Sketch ModeDocument30 pagesSketching Exercises - Only Sketch ModepuneethudupiPas encore d'évaluation
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyDocument5 pagesDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanypuneethudupiPas encore d'évaluation
- NX ToollibraryDocument14 pagesNX ToollibrarypuneethudupiPas encore d'évaluation
- Lab SyllabusDocument2 pagesLab SyllabuspuneethudupiPas encore d'évaluation
- NX - Errors - 8.5Document171 pagesNX - Errors - 8.5puneethudupiPas encore d'évaluation
- NX ErrorsDocument152 pagesNX Errorspuneethudupi100% (1)
- Brand ImageDocument2 pagesBrand Imagedollys59Pas encore d'évaluation
- The Preserve Community NewsletterDocument4 pagesThe Preserve Community Newsletteralargent1949Pas encore d'évaluation
- A Study On Impact of Social Media Marketing On Consumer BuyingDocument53 pagesA Study On Impact of Social Media Marketing On Consumer BuyingManju Mahara0% (1)
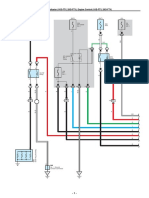
- ECT and A/T Indicator (1KD-FTV, 2KD-FTV), Engine Control (1KD-FTV, 2KD-FTV)Document33 pagesECT and A/T Indicator (1KD-FTV, 2KD-FTV), Engine Control (1KD-FTV, 2KD-FTV)Erick Lizana Neyra100% (4)
- Easy Pinjaman Ekspres PDSDocument4 pagesEasy Pinjaman Ekspres PDSFizz FirdausPas encore d'évaluation
- Compressed Earth Block: Prepared By: Aditya Shah (M.Tech CPM)Document27 pagesCompressed Earth Block: Prepared By: Aditya Shah (M.Tech CPM)SuryaRajputPas encore d'évaluation
- DS - 20190709 - E2 - E2 198S-264S Datasheet - V10 - ENDocument13 pagesDS - 20190709 - E2 - E2 198S-264S Datasheet - V10 - ENCristina CorfaPas encore d'évaluation
- On Tap Giua Ky 2 MoiDocument9 pagesOn Tap Giua Ky 2 MoiPhương LêPas encore d'évaluation
- My Visit To Agharta PDFDocument83 pagesMy Visit To Agharta PDFDario Riso100% (1)
- Method of Statement - Pa SystemDocument15 pagesMethod of Statement - Pa SystemashifPas encore d'évaluation
- English Grammar ExerciseDocument4 pagesEnglish Grammar Exerciseanca_2402Pas encore d'évaluation
- Personal Information WorksheetDocument1 pagePersonal Information Worksheetdaniela cardonaPas encore d'évaluation
- Aldi and Walmart CaseDocument4 pagesAldi and Walmart CaseJackPas encore d'évaluation
- Maruti Suzuki TrainingDocument37 pagesMaruti Suzuki TrainingSanu Singh0% (1)
- Marketing Case StudiesDocument10 pagesMarketing Case StudiesSwati ChamariaPas encore d'évaluation
- Short Story Analysis RubricDocument3 pagesShort Story Analysis RubricLorybelle CastilloPas encore d'évaluation
- Good Dissertation Topics For Sports TherapyDocument5 pagesGood Dissertation Topics For Sports TherapyPapersHelpEvansville100% (1)
- Abaqus Tutorial Axi-Symmetric UpsettingDocument4 pagesAbaqus Tutorial Axi-Symmetric Upsettingdeepak_dce_mePas encore d'évaluation
- Rocna and Vulcan Anchor DimensionsDocument2 pagesRocna and Vulcan Anchor DimensionsJoseph PintoPas encore d'évaluation
- ITC Johnston Complete Family Pack Font ListDocument2 pagesITC Johnston Complete Family Pack Font ListSenthuTu0% (1)
- Case Study Analysis On Reinventing The Wheel at Apex Door CompanyDocument5 pagesCase Study Analysis On Reinventing The Wheel at Apex Door CompanySivachandran RPas encore d'évaluation
- Zephyr/Venezia Range Hood ManualDocument14 pagesZephyr/Venezia Range Hood Manualfandy15Pas encore d'évaluation
- AAC Itta Company ProfileDocument11 pagesAAC Itta Company ProfileSuRaj BoharaPas encore d'évaluation
- Reasearch ProposalDocument9 pagesReasearch Proposalamel amoulaPas encore d'évaluation
- LM5 RIOL Lite DatasheetDocument12 pagesLM5 RIOL Lite DatasheetStilux VoltPas encore d'évaluation
- IoT-Based Water Monitoring SystemDocument5 pagesIoT-Based Water Monitoring SystemManuel Luis Delos SantosPas encore d'évaluation
- SurkhiDocument8 pagesSurkhiqwertyPas encore d'évaluation
- Famous Landmarks Vocabulary Cards Classroom Posters Conversation Topics Dialogs Flas - 72196Document1 pageFamous Landmarks Vocabulary Cards Classroom Posters Conversation Topics Dialogs Flas - 72196lolita digiacomo100% (1)
- Reference Data Types in JavaDocument3 pagesReference Data Types in Javaeyn batallaPas encore d'évaluation
- Stand Hip Thrust InstructionDocument14 pagesStand Hip Thrust InstructionddelgadoPas encore d'évaluation