Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- PPE (Personal Protective Equipment) Nail CareDocument3 pagesPPE (Personal Protective Equipment) Nail CareMARY JOY VILLARUEL100% (2)
- Lesson Plan No 1 FOCUS 3Document1 pageLesson Plan No 1 FOCUS 3Dorina Konomi FasliaPas encore d'évaluation
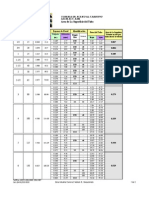
- Tabla Peso TuberiaDocument3 pagesTabla Peso Tuberiareblas100% (6)
- Blue Film 40 The Color Series Boo - Kitty KingDocument176 pagesBlue Film 40 The Color Series Boo - Kitty Kingailishasharma844Pas encore d'évaluation
- Theatre ContractDocument3 pagesTheatre ContractJonathan ReevesPas encore d'évaluation
- Book 8 Habit of WinningDocument12 pagesBook 8 Habit of WinningshirleyPas encore d'évaluation
- 0658Document1 page0658Fabián HerreraPas encore d'évaluation
- Manual Controlador de Procesos Burkert 110Document96 pagesManual Controlador de Procesos Burkert 110Fabián Herrera100% (1)
- Thermocouples Accessories: Compare Our Quality & Prices!Document1 pageThermocouples Accessories: Compare Our Quality & Prices!Fabián HerreraPas encore d'évaluation
- 0651Document1 page0651Fabián HerreraPas encore d'évaluation
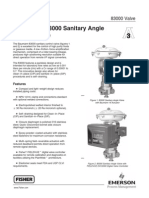
- Val TacoDocument16 pagesVal Tacomoro77Pas encore d'évaluation
- 0658Document1 page0658Fabián HerreraPas encore d'évaluation
- 045Document2 pages045Ghichajiwala_A_5413Pas encore d'évaluation
- D 103342 X 012Document8 pagesD 103342 X 012Fabián HerreraPas encore d'évaluation
- Fisherr 8510 and 8510B Eccentric Disc Control Valves (EMA) : FeaturesDocument20 pagesFisherr 8510 and 8510B Eccentric Disc Control Valves (EMA) : FeaturesFabián HerreraPas encore d'évaluation
- Eksperimentalna MerenjaDocument24 pagesEksperimentalna Merenjaboxe80Pas encore d'évaluation
- DP25Document4 pagesDP25Fabián HerreraPas encore d'évaluation
- DPF700Document1 pageDPF700Fabián HerreraPas encore d'évaluation
- Runner's World - December 2015 USA PDFDocument116 pagesRunner's World - December 2015 USA PDFJoana SoaresPas encore d'évaluation
- Transcriber's NoteDocument121 pagesTranscriber's NoteGutenberg.orgPas encore d'évaluation
- PATRON BLUSA CrochetDocument5 pagesPATRON BLUSA CrochetcoconitaPas encore d'évaluation
- Cosmopolitan - May 2014 USADocument294 pagesCosmopolitan - May 2014 USAAdriana Onofrei100% (1)
- English Class VIP PracticeDocument5 pagesEnglish Class VIP PracticeViannelly Nuñez UreñaPas encore d'évaluation
- UDAS Boysailorjacket DownloadableDocument24 pagesUDAS Boysailorjacket DownloadableLolaPas encore d'évaluation
- Working Paper 95Document38 pagesWorking Paper 95ShahzadPas encore d'évaluation
- October 2023 I With SolutionDocument2 pagesOctober 2023 I With SolutionPhilip TootillPas encore d'évaluation
- Grammar PDFDocument195 pagesGrammar PDFgabriella IrbyPas encore d'évaluation
- Baskets PDFDocument84 pagesBaskets PDFImml TasbiPas encore d'évaluation
- Fairview Middle School Soccer Handbook Spring 2011: PhilosophyDocument4 pagesFairview Middle School Soccer Handbook Spring 2011: PhilosophyJill FuhrmanPas encore d'évaluation
- New Microsoft Word DocumentDocument3 pagesNew Microsoft Word DocumentLAKSHMANPas encore d'évaluation
- VF CorpDocument1 981 pagesVF CorppranubPas encore d'évaluation
- JJ Superhero LoveyDocument7 pagesJJ Superhero LoveyPerla María100% (3)
- Peacissimo Precamp 2 Final - 20110302Document19 pagesPeacissimo Precamp 2 Final - 20110302Michael James WarrenPas encore d'évaluation
- The Girl Who Would Be King Chapters 15 16Document6 pagesThe Girl Who Would Be King Chapters 15 16Waddle DeePas encore d'évaluation
- Regis Burnside Laundry - 17-04-15Document7 pagesRegis Burnside Laundry - 17-04-15Rodrigo Igor Hurtado UrietaPas encore d'évaluation
- Flintloque Journals of Valon JOV09 Sharkes RyflesDocument2 pagesFlintloque Journals of Valon JOV09 Sharkes Ryflesjasc0_hotmail_itPas encore d'évaluation
- BestSub 2018 Catalog PDFDocument152 pagesBestSub 2018 Catalog PDFsilvio50% (2)
- Miss Bala Magazine CoverDocument2 pagesMiss Bala Magazine CoverrebeccarichardsmediaPas encore d'évaluation
- Lecture-3 PDFDocument13 pagesLecture-3 PDFaman prakashPas encore d'évaluation
- Sosete TricotateDocument2 pagesSosete TricotateYnna DumaPas encore d'évaluation
- BoilerDocument1 pageBoilerBappy PaulPas encore d'évaluation
- Licensees-All 6.20.20 PDFDocument45 pagesLicensees-All 6.20.20 PDFDipesh ChauhanPas encore d'évaluation
- Lessons Role PlaysDocument11 pagesLessons Role Playsarcticmonkeys26Pas encore d'évaluation