Vous aimerez peut-être aussi
- Baseplate FinalDocument1 pageBaseplate FinalLaserBroPas encore d'évaluation
- Ray Vickers Ar-15/M-16 BlueprintDocument9 pagesRay Vickers Ar-15/M-16 BlueprintJoshua MunseyPas encore d'évaluation
- Tutorial - DPV - 2015Document5 pagesTutorial - DPV - 2015shuklamePas encore d'évaluation
- Chapter 06Document4 pagesChapter 06Joshua MunseyPas encore d'évaluation
- Bottom Lid FinalDocument1 pageBottom Lid FinalLaserBroPas encore d'évaluation
- Question Bank: Subject:Tool Engineering/Tool Design Q.No QuestionDocument3 pagesQuestion Bank: Subject:Tool Engineering/Tool Design Q.No QuestionhemendraPas encore d'évaluation
- Tutorial 4 Sheet Metal WorkingDocument2 pagesTutorial 4 Sheet Metal WorkingSawai PariharPas encore d'évaluation
- ChecklistDocument61 pagesChecklistjhunkujha11Pas encore d'évaluation
- EIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012Document50 pagesEIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012sudharsans88Pas encore d'évaluation
- PM 01 CarbineDocument9 pagesPM 01 CarbineK Scott Wyatt100% (2)
- DIY Bench Top Tubing BenderDocument17 pagesDIY Bench Top Tubing BenderMalcolm DiamondPas encore d'évaluation
- Standard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionDocument6 pagesStandard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionShaik's PeerPas encore d'évaluation
- 04 Cutting ClearanceDocument18 pages04 Cutting Clearancegaurav deshmukhPas encore d'évaluation
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- The Pochade and Wet Panel Carrier Do It Yourself PlanD'EverandThe Pochade and Wet Panel Carrier Do It Yourself PlanÉvaluation : 4 sur 5 étoiles4/5 (1)
- PED AssignmentProblems 2017 PDFDocument10 pagesPED AssignmentProblems 2017 PDFSwapnil GudmalwarPas encore d'évaluation
- Is.1201 1220.1978 79 91 PDFDocument13 pagesIs.1201 1220.1978 79 91 PDFashith kodavanjiPas encore d'évaluation
- Page 5 - Tension Arm and SpringDocument1 pagePage 5 - Tension Arm and SpringЄвген ЗаліщукPas encore d'évaluation
- Tools Required: Boring BitsDocument10 pagesTools Required: Boring BitsSai SudheerPas encore d'évaluation
- "N" "N" "N" "N" R0.125: Me-X741-Ps-421 (B)Document2 pages"N" "N" "N" "N" R0.125: Me-X741-Ps-421 (B)Esteban Vanegas AlvarezPas encore d'évaluation
- Anillos Automotrices en PulgDocument3 pagesAnillos Automotrices en PulgtusellsmPas encore d'évaluation
- Fishing Rod Holder PDFDocument1 pageFishing Rod Holder PDFhightecrebelPas encore d'évaluation
- Assignment 3 Mec e 364Document4 pagesAssignment 3 Mec e 364Vivekananth KesavanPas encore d'évaluation
- Storage TankDocument4 pagesStorage Tankaauppal100% (1)
- Limits Fits Tolerances 2Document91 pagesLimits Fits Tolerances 2jayaganesh100% (1)
- General Machining TolerancesDocument6 pagesGeneral Machining TolerancesmanimeczPas encore d'évaluation
- Fire Control Pocket With A DRODocument7 pagesFire Control Pocket With A DROterrencebelles100% (1)
- CN 04-003 Crosshead Pin Bushing Installation Rev1Document5 pagesCN 04-003 Crosshead Pin Bushing Installation Rev1Telemetria EnerflexPas encore d'évaluation
- Wave GuideDocument5 pagesWave GuideJuan QuinquinPas encore d'évaluation
- Victaulic DimensionsDocument2 pagesVictaulic DimensionsSH1961Pas encore d'évaluation
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Here Is How The Forging Will Look After The 3/4" Rough MillDocument3 pagesHere Is How The Forging Will Look After The 3/4" Rough MillJoshua MunseyPas encore d'évaluation
- Mathematics For Engineering Basic Algebra: Tutorial 4 - Areas and VolumesDocument6 pagesMathematics For Engineering Basic Algebra: Tutorial 4 - Areas and VolumesAnonymous Kx8TAybnXQPas encore d'évaluation
- Chemical Engineering Design Problems (Undergrad Level)Document10 pagesChemical Engineering Design Problems (Undergrad Level)smeilyPas encore d'évaluation
- Slotted Waveguide BuildDocument7 pagesSlotted Waveguide BuildCUa Kecil Cwyk IffaaPas encore d'évaluation
- GD&T Workshop NewDocument28 pagesGD&T Workshop NewDruva klPas encore d'évaluation
- Ce205 A1m NilloDocument5 pagesCe205 A1m NilloAngelo NilloPas encore d'évaluation
- Pressure Vessel Design-Excel-sheet-basic-designing-non-critical-PDocument1 pagePressure Vessel Design-Excel-sheet-basic-designing-non-critical-Pabhi_mohit200569% (13)
- Basic Notch ShapesDocument2 pagesBasic Notch ShapesAndresPas encore d'évaluation
- Shed Storage2Document9 pagesShed Storage2Bob Pouliot88% (8)
- PercabanganDocument11 pagesPercabanganRizkyEffendySimanullangPas encore d'évaluation
- Assignment 2 MechanicsDocument8 pagesAssignment 2 Mechanicstuansyafiq100% (1)
- Repot FoundryDocument14 pagesRepot FoundryMuhd HazwanPas encore d'évaluation
- Pressure Vessel Design Excel Sheet Basic Designing Non Critical PDocument1 pagePressure Vessel Design Excel Sheet Basic Designing Non Critical PAnonymous kbPP3CCcPas encore d'évaluation
- Pressure Vessel Design Excel Sheet Basic Designing Non Critical PDocument1 pagePressure Vessel Design Excel Sheet Basic Designing Non Critical PSana AlzakiPas encore d'évaluation
- Pump Tolerences PDFDocument10 pagesPump Tolerences PDFarunsyukumarPas encore d'évaluation
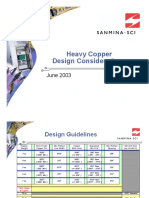
- Heavy Copper Magnetics PresentationDocument17 pagesHeavy Copper Magnetics PresentationlancerspatPas encore d'évaluation
- General Standard Drawings: Drawing No. DescriptionDocument11 pagesGeneral Standard Drawings: Drawing No. DescriptionRantharu AttanayakePas encore d'évaluation
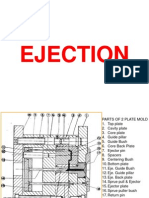
- K EjectionDocument21 pagesK EjectionAmolPagdalPas encore d'évaluation
- Eighth Semester B.Tech Degree Examination, (2013 Scheme) Model Question Paper 13.803: Electricaldrawing (E)Document3 pagesEighth Semester B.Tech Degree Examination, (2013 Scheme) Model Question Paper 13.803: Electricaldrawing (E)Abhiram DonPas encore d'évaluation
- Circular Water Tank (Flexible Joint)Document59 pagesCircular Water Tank (Flexible Joint)prasadnn2001Pas encore d'évaluation
- Broaches - Basic CharacteristicDocument5 pagesBroaches - Basic CharacteristicDhan CPas encore d'évaluation
- Baseline Pager Report-2Document15 pagesBaseline Pager Report-2api-524551643Pas encore d'évaluation
- 5 Strip LayoutDocument28 pages5 Strip LayoutNarendrareddy Ramireddy67% (3)
- 5EL 6m LFA Yagi PDFDocument10 pages5EL 6m LFA Yagi PDFآكوجويPas encore d'évaluation
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2D'EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Pas encore d'évaluation
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideD'EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuidePas encore d'évaluation
- The 28-Day Crossfit Program For BeginnersDocument2 pagesThe 28-Day Crossfit Program For BeginnersAditya Pratap SinghPas encore d'évaluation
- Revision Notes Chapter - 13 Sound: Sound: Vibrations That Travel Through The Air or Another Medium and Can Be Heard WhenDocument5 pagesRevision Notes Chapter - 13 Sound: Sound: Vibrations That Travel Through The Air or Another Medium and Can Be Heard WhenAarush SharmaPas encore d'évaluation
- God Is Here by Darlene ZschechDocument1 pageGod Is Here by Darlene ZschechEmanuel ScomparinPas encore d'évaluation
- Blackout - ScriptDocument9 pagesBlackout - Scriptapi-295129288Pas encore d'évaluation
- Sach-A2 (Có Đáp Án)Document41 pagesSach-A2 (Có Đáp Án)Đức Luận TạPas encore d'évaluation
- Apax EnglishDocument4 pagesApax EnglishJayzPas encore d'évaluation
- Pipe Culvert 1000MMDocument8 pagesPipe Culvert 1000MMgtarun22gupta86% (7)
- Revenge Is All The SweeterDocument228 pagesRevenge Is All The Sweetererica babad100% (1)
- Biaya Dasar Mini ISPDocument5 pagesBiaya Dasar Mini ISPUrang Solok Ba PacebookPas encore d'évaluation
- Kurt VonnegutDocument1 pageKurt VonnegutФаридPas encore d'évaluation
- PE 103 DANCES Unit 5 Hip Hop DanceDocument5 pagesPE 103 DANCES Unit 5 Hip Hop DanceVictor Angelo AlejandroPas encore d'évaluation
- Icebreaker - Brain TeasersDocument32 pagesIcebreaker - Brain TeasersMyers RicaldePas encore d'évaluation
- Undaunted Solo Rules v5Document10 pagesUndaunted Solo Rules v5re-petePas encore d'évaluation
- Identity TheotherDocument4 pagesIdentity Theotherapi-282750167Pas encore d'évaluation
- Winch ControlDocument3 pagesWinch ControlABDUL GHAFOORPas encore d'évaluation
- ALDI Growth Announcment FINAL 2.8Document2 pagesALDI Growth Announcment FINAL 2.8Shengulovski IvanPas encore d'évaluation
- IDP2022 Progress Evaluation ScheduleDocument2 pagesIDP2022 Progress Evaluation SchedulePabasara ErangaPas encore d'évaluation
- User-Agents Facebook-Messenger ApplicationDocument140 pagesUser-Agents Facebook-Messenger ApplicationGenivee BuensalidoPas encore d'évaluation
- Cape Pune Exp Sleeper Class (SL)Document2 pagesCape Pune Exp Sleeper Class (SL)Yogiswar Goud RathipinniPas encore d'évaluation
- Chapter 8 - Memory Storage Devices Question AnswersDocument4 pagesChapter 8 - Memory Storage Devices Question AnswersAditya MalhotraPas encore d'évaluation
- Chess Life 2018-10Document76 pagesChess Life 2018-10PabloLedesmaPas encore d'évaluation
- Filmes e Series 2022Document5 pagesFilmes e Series 2022Diogo SilvaPas encore d'évaluation
- Recreation and LeisureDocument42 pagesRecreation and LeisureGina del Mar75% (4)
- Hubregt Industar 61 CleaningDocument45 pagesHubregt Industar 61 CleaningDino BajloPas encore d'évaluation
- Aikido VocabularyDocument5 pagesAikido VocabularyrafiendutPas encore d'évaluation
- 6 Tourist Information Office PDFDocument7 pages6 Tourist Information Office PDFMaría Luján PorcelliPas encore d'évaluation
- 8RDNRDDocument2 pages8RDNRDAhsan AliPas encore d'évaluation
- Ffenglrau - 24 2Document12 pagesFfenglrau - 24 2haileyyy86Pas encore d'évaluation
- Stations of The Cross - 16th March 2024Document6 pagesStations of The Cross - 16th March 2024markalphonso40261Pas encore d'évaluation
- ReflectiveDocument2 pagesReflectiveRowena Matte FabularPas encore d'évaluation