Vous aimerez peut-être aussi
- Relevant Characteristics of Power Lines Passing through Urban AreasD'EverandRelevant Characteristics of Power Lines Passing through Urban AreasPas encore d'évaluation
- The ABCs of Eddy Current Weld Inspection: A Guide to Surface Flaw DetectionDocument4 pagesThe ABCs of Eddy Current Weld Inspection: A Guide to Surface Flaw Detectionpadmgovi23Pas encore d'évaluation
- Rail Inspection: The Emerging Eddy Current SolutionDocument17 pagesRail Inspection: The Emerging Eddy Current SolutionHarsha Chaitanya GoudPas encore d'évaluation
- UT Sec.6 Selected ApplicationDocument342 pagesUT Sec.6 Selected ApplicationSaut Maruli Tua SamosirPas encore d'évaluation
- Magnetic Particle Examination Art Tec NBDocument8 pagesMagnetic Particle Examination Art Tec NBMarjourie MaloofPas encore d'évaluation
- NDT Methods for Flaw DetectionDocument32 pagesNDT Methods for Flaw DetectionMaari DonPas encore d'évaluation
- Studies On Feasibility of Ultrasonic Phased Array in Rail InspectionDocument4 pagesStudies On Feasibility of Ultrasonic Phased Array in Rail InspectionMartin Chimenti - ARO SAPas encore d'évaluation
- Assessment of Track Ropes by Non-DestructiveDocument6 pagesAssessment of Track Ropes by Non-DestructiveParesh MishraPas encore d'évaluation
- Module 6 MaterialsDocument14 pagesModule 6 MaterialsRubio Billy JoePas encore d'évaluation
- Methods of Evaluating Weld Quality in Modern Production (Part 2)Document7 pagesMethods of Evaluating Weld Quality in Modern Production (Part 2)taridanPas encore d'évaluation
- In-Process Detection of Weld Defects Using Laser-Based UltrasoundDocument12 pagesIn-Process Detection of Weld Defects Using Laser-Based UltrasoundYasar Arshad ShPas encore d'évaluation
- In-Process Detection of Weld Defects Using Laser-Based UltrasoundDocument12 pagesIn-Process Detection of Weld Defects Using Laser-Based UltrasoundvarshithaPas encore d'évaluation
- Magnetic Particle Exam (MT) GuideDocument7 pagesMagnetic Particle Exam (MT) Guidemuthuswamy77Pas encore d'évaluation
- Practical Considerations for Inspecting Post-Tensioned BridgesDocument7 pagesPractical Considerations for Inspecting Post-Tensioned Bridgessyndicate_mauliPas encore d'évaluation
- 5AESE Template DetectionDocument8 pages5AESE Template DetectionjatinPas encore d'évaluation
- Investigations of The Head Check Defects in RailsDocument5 pagesInvestigations of The Head Check Defects in RailsmmPas encore d'évaluation
- Dot 34512 DS1 PDFDocument37 pagesDot 34512 DS1 PDFHyujeii McePas encore d'évaluation
- The ABC's of Nondestructive Weld ExaminationDocument10 pagesThe ABC's of Nondestructive Weld Examinationlethanhhai0306Pas encore d'évaluation
- Eddy Current TestingDocument2 pagesEddy Current Testingemir_delic2810Pas encore d'évaluation
- 2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIDocument10 pages2017 - 3R - Höhler Et Al - Pipe Features Identified During ILIAgniva Dutta100% (1)
- Engineering Failure Analysis: SciencedirectDocument10 pagesEngineering Failure Analysis: SciencedirectLuís CamposPas encore d'évaluation
- A Fracture Mechanics Approach For Analyzing Spiral Weld Pipes Containing CracksDocument9 pagesA Fracture Mechanics Approach For Analyzing Spiral Weld Pipes Containing CracksaladinsanePas encore d'évaluation
- Nondestructive Testing HHHDocument13 pagesNondestructive Testing HHHzidaaanPas encore d'évaluation
- Inspection of Crane Wire RopesDocument14 pagesInspection of Crane Wire RopesP Venkata Suresh100% (1)
- USFD ManualDocument120 pagesUSFD Manualsuneelvaram100% (3)
- Post Tension Tendon - How To Inspect A Post Tension TendonDocument4 pagesPost Tension Tendon - How To Inspect A Post Tension TendonmoshaPas encore d'évaluation
- Eddy-Current Testing - Wikipedia PDFDocument5 pagesEddy-Current Testing - Wikipedia PDFVysakh VasudevanPas encore d'évaluation
- 4.4 Tomar PDFDocument9 pages4.4 Tomar PDFHyujeii McePas encore d'évaluation
- Sizing Stress Corrosion Cracks Using Laser Ultrasonics: AbstractDocument9 pagesSizing Stress Corrosion Cracks Using Laser Ultrasonics: AbstractHyujeii McePas encore d'évaluation
- MRT Detection of Fretting Fatigue Cracks in A Cableway Locked Coil RopeDocument7 pagesMRT Detection of Fretting Fatigue Cracks in A Cableway Locked Coil RopeAkhileshPas encore d'évaluation
- Cable-Climbing Robots For Power Transmission Lines InspectionDocument25 pagesCable-Climbing Robots For Power Transmission Lines InspectionAdam BagaribPas encore d'évaluation
- Destructive TestingDocument4 pagesDestructive TestingPramod PamuPas encore d'évaluation
- PAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsDocument20 pagesPAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsRupam BaruahPas encore d'évaluation
- Non Destructive Testing AutosavedDocument26 pagesNon Destructive Testing AutosavedBirondoPas encore d'évaluation
- Test Results For A Capacitance Based Corrosion Sensor BINDT 10 10 2016Document12 pagesTest Results For A Capacitance Based Corrosion Sensor BINDT 10 10 2016Güllühan IrmakPas encore d'évaluation
- Eddy Current Testing-1Document8 pagesEddy Current Testing-1hyder_khan74Pas encore d'évaluation
- Rail Inspection Technique Employing Adva PDFDocument18 pagesRail Inspection Technique Employing Adva PDFAlexLeongPas encore d'évaluation
- NDT Methods for Evaluating Materials and StructuresDocument3 pagesNDT Methods for Evaluating Materials and StructuresSilviu-Razvan TosaPas encore d'évaluation
- Automated Ultrasonic TestingDocument11 pagesAutomated Ultrasonic TestingErick100% (1)
- Sensors 12 00518 PDFDocument16 pagesSensors 12 00518 PDFImran khanPas encore d'évaluation
- Pigging MFL or Ut TechniqueDocument13 pagesPigging MFL or Ut Techniquesathish_iyengarPas encore d'évaluation
- Ultrasonic Inspection of Welds in Flat Plate MKT201120Document37 pagesUltrasonic Inspection of Welds in Flat Plate MKT201120Frank Pinedo LopezPas encore d'évaluation
- Applications of ACFM For Weld Inspection by ROVDocument8 pagesApplications of ACFM For Weld Inspection by ROVfino3100% (1)
- Case Study On Boiler Welded Joints InspectionDocument10 pagesCase Study On Boiler Welded Joints Inspectionprakush01975225403100% (2)
- Chaplin 1995Document13 pagesChaplin 1995Rodrigo Alejandro Flores ZuñigaPas encore d'évaluation
- Acoustic Emission Barkhausen Techniques OverviewDocument8 pagesAcoustic Emission Barkhausen Techniques OverviewShyam KapatePas encore d'évaluation
- Guidelines For Automated Ultrasonic Inspection Austenitic WeldsDocument10 pagesGuidelines For Automated Ultrasonic Inspection Austenitic WeldsDurgamadhaba MishraPas encore d'évaluation
- ACFM Applications1Document12 pagesACFM Applications1naoufel1706Pas encore d'évaluation
- Inspect Flange Joints for Corrosion Using Phased ArrayDocument54 pagesInspect Flange Joints for Corrosion Using Phased ArrayDeepak100% (2)
- In-Line Quality Control of Laser Welds of Tailored Blanks by Couplant-Free Ultrasonic InspectionDocument6 pagesIn-Line Quality Control of Laser Welds of Tailored Blanks by Couplant-Free Ultrasonic Inspectionabraham silva hernandezPas encore d'évaluation
- Ultrasonic oDocument8 pagesUltrasonic oDiego Alfonso Godoy PerezPas encore d'évaluation
- 1BI09MMD17Document22 pages1BI09MMD17joshibec100% (2)
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- Arasu Engineering College NDT MethodsDocument15 pagesArasu Engineering College NDT MethodsvigneshPas encore d'évaluation
- Detection and Evaluation of Rail Defects With Nondestructive Testing MethodsDocument9 pagesDetection and Evaluation of Rail Defects With Nondestructive Testing MethodsPunkajGuptaPas encore d'évaluation
- Destructive Testing of WeldsDocument4 pagesDestructive Testing of Weldsvikram5211Pas encore d'évaluation
- Visual Detection Welding Defects in Dust Perception and CorrectionDocument11 pagesVisual Detection Welding Defects in Dust Perception and CorrectionSamimPas encore d'évaluation
- Spot Welding Interview Success: An Introduction to Spot WeldingD'EverandSpot Welding Interview Success: An Introduction to Spot WeldingPas encore d'évaluation
- Testing Commissioning Process Light Rail ProjectDocument5 pagesTesting Commissioning Process Light Rail Projectsuraiyya begumPas encore d'évaluation
- Optimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsDocument8 pagesOptimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsMasood AhmedPas encore d'évaluation
- Renewal Requirements ACCPDocument8 pagesRenewal Requirements ACCPAntonio PerezPas encore d'évaluation
- Guidlines Tanks of Tank InspectionDocument32 pagesGuidlines Tanks of Tank InspectionVeky Pamintu67% (3)
- Inspecting Rail Welds with Visual and Instrumented MethodsDocument3 pagesInspecting Rail Welds with Visual and Instrumented MethodsMasood AhmedPas encore d'évaluation
- Guidance For Inspection of and Leak Detection in Liquid Amonia Pipelines PDFDocument50 pagesGuidance For Inspection of and Leak Detection in Liquid Amonia Pipelines PDFMasood AhmedPas encore d'évaluation
- Ammonia Production ProcessDocument44 pagesAmmonia Production Processche_abdo89% (9)
- Guidance For Inspection of Atmospheric, Refrigerated Ammonia Storage Tanks (2008) EnglishDocument50 pagesGuidance For Inspection of Atmospheric, Refrigerated Ammonia Storage Tanks (2008) EnglishSteve IpPas encore d'évaluation
- Alumino Thermic WeldDocument6 pagesAlumino Thermic WeldAnonymous 95dlTK1McPas encore d'évaluation
- Moeini 1Document18 pagesMoeini 1Masood AhmedPas encore d'évaluation
- 750 DiazDocument8 pages750 DiazMasood AhmedPas encore d'évaluation
- Subsidence MonitoringDocument4 pagesSubsidence MonitoringMasood AhmedPas encore d'évaluation
- BS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsDocument12 pagesBS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsMl Jain89% (18)
- Real Time Radiography Course BookletDocument48 pagesReal Time Radiography Course BookletAnonymous gFcnQ4goPas encore d'évaluation
- CDHF Om 1c - 05032002Document46 pagesCDHF Om 1c - 05032002Masood Ahmed100% (2)
- Fusion Bonded Epoxy Coating: Long Term Corrosion ProtectionDocument2 pagesFusion Bonded Epoxy Coating: Long Term Corrosion ProtectionLi KLPas encore d'évaluation
- 1 TextbookDocument42 pages1 TextbookMoataz MandorPas encore d'évaluation
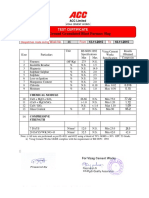
- Ground Granulated Blast Furnace Slag: Test CertificateDocument2 pagesGround Granulated Blast Furnace Slag: Test CertificatenoumanPas encore d'évaluation
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Document3 pagesAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzHPas encore d'évaluation
- Design Considerations With Powder MetallurgyDocument15 pagesDesign Considerations With Powder MetallurgyTagaytayan MaritesPas encore d'évaluation
- Peb DetailingDocument1 pagePeb DetailingKarthik NPas encore d'évaluation
- Properties of Moulding SandDocument2 pagesProperties of Moulding Sandvijayanandan thekkethodikayilPas encore d'évaluation
- Pressure & Leakage TestDocument2 pagesPressure & Leakage Testfizahwanhanif100% (2)
- MachineDocument18 pagesMachineLouie Ludeña VillegasPas encore d'évaluation
- Manufacturing ProcessDocument14 pagesManufacturing ProcessMuhammad Mudasir Ali KhanPas encore d'évaluation
- UCM Important QuestionsDocument6 pagesUCM Important QuestionsNagarajPas encore d'évaluation
- Cloverdale - (Data Sheet) Clovaprimer h20-0020Document3 pagesCloverdale - (Data Sheet) Clovaprimer h20-0020PubcrawlPas encore d'évaluation
- Heat Treatment To Anchor BoltsDocument4 pagesHeat Treatment To Anchor BoltsvishalnalwarPas encore d'évaluation
- Synthesis Gas 2019 Part 1 - 2 PDFDocument71 pagesSynthesis Gas 2019 Part 1 - 2 PDFcap n3moPas encore d'évaluation
- Injection Molding Simulation AnalysisDocument7 pagesInjection Molding Simulation AnalysisSheharyar GhaniPas encore d'évaluation
- Gas Welding, Brazing and SolderingDocument7 pagesGas Welding, Brazing and SolderingAkashPas encore d'évaluation
- High-strength sack kraft paperDocument2 pagesHigh-strength sack kraft paperDaniel GoffPas encore d'évaluation
- Metric Tolerance Chart PDFDocument6 pagesMetric Tolerance Chart PDFSinan Yıldırım100% (1)
- Astm A709 A709m PDFDocument3 pagesAstm A709 A709m PDFBernathTurnipPas encore d'évaluation
- BS en Iso 01514-2016Document22 pagesBS en Iso 01514-2016Krishna Vacha50% (2)
- Ornek WPS (ASME IX)Document1 pageOrnek WPS (ASME IX)kaynakteknolojiPas encore d'évaluation
- E6011 Data Sheet: ISO 9001:2015 REGISTEREDDocument3 pagesE6011 Data Sheet: ISO 9001:2015 REGISTEREDThomas MacDonaldPas encore d'évaluation
- Rubrics in IroningDocument1 pageRubrics in IroningJONALYN GASPARPas encore d'évaluation
- Manufacturing Process-IIDocument620 pagesManufacturing Process-IIPOKemon PokemonPas encore d'évaluation
- 4 - Fabrication ProcessesDocument39 pages4 - Fabrication ProcessesAugustte StravinskaitePas encore d'évaluation
- Mirac Sealer ESDocument1 pageMirac Sealer ESChristinaPas encore d'évaluation
- Fabrication Procedure SA-4200-70621Document24 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriPas encore d'évaluation
- Chartek 8 Product Data SheetDocument4 pagesChartek 8 Product Data SheetJomer J Simpson0% (1)
- Ultra High Performance Vertical Machining CenterDocument20 pagesUltra High Performance Vertical Machining Centerwataneta valvePas encore d'évaluation
- 8 WeldingDocument2 pages8 WeldingVaibhav GuptaPas encore d'évaluation