Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Understanding PTS Security PDFDocument37 pagesUnderstanding PTS Security PDFNeon LogicPas encore d'évaluation
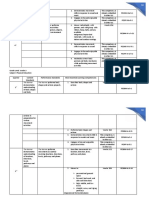
- Final WMS2023 HairdressingDocument15 pagesFinal WMS2023 HairdressingMIRAWATI SAHIBPas encore d'évaluation
- Introduction To DifferentiationDocument10 pagesIntroduction To DifferentiationaurennosPas encore d'évaluation
- DFo 2 1Document15 pagesDFo 2 1Donna HernandezPas encore d'évaluation
- 3 Diversion&CareDocument2 pages3 Diversion&CareRyan EncomiendaPas encore d'évaluation
- Angle Grinder Gws 7 100 06013880f0Document128 pagesAngle Grinder Gws 7 100 06013880f0Kartik ParmeshwaranPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationnmclaughPas encore d'évaluation
- Fundamentals of Signal and Power Integrity PDFDocument46 pagesFundamentals of Signal and Power Integrity PDFjaltitiPas encore d'évaluation
- Manual E07ei1Document57 pagesManual E07ei1EiriHousePas encore d'évaluation
- Advertising II Marathi VersionDocument91 pagesAdvertising II Marathi VersionHarsh Sangani100% (1)
- ADC of PIC MicrocontrollerDocument4 pagesADC of PIC Microcontrollerkillbill100% (2)
- Mahesh R Pujar: (Volume3, Issue2)Document6 pagesMahesh R Pujar: (Volume3, Issue2)Ignited MindsPas encore d'évaluation
- Matka Queen Jaya BhagatDocument1 pageMatka Queen Jaya BhagatA.K.A. Haji100% (4)
- Elpodereso Case AnalysisDocument3 pagesElpodereso Case AnalysisUsama17100% (2)
- IcarosDesktop ManualDocument151 pagesIcarosDesktop ManualAsztal TavoliPas encore d'évaluation
- Gomez-Acevedo 2010 Neotropical Mutualism Between Acacia and Pseudomyrmex Phylogeny and Divergence TimesDocument16 pagesGomez-Acevedo 2010 Neotropical Mutualism Between Acacia and Pseudomyrmex Phylogeny and Divergence TimesTheChaoticFlamePas encore d'évaluation
- A Review of Service Quality ModelsDocument8 pagesA Review of Service Quality ModelsJimmiJini100% (1)
- The Privatization PolicyDocument14 pagesThe Privatization PolicyRIBLEN EDORINAPas encore d'évaluation
- Editan - Living English (CD Book)Document92 pagesEditan - Living English (CD Book)M Luthfi Al QodryPas encore d'évaluation
- PE MELCs Grade 3Document4 pagesPE MELCs Grade 3MARISSA BERNALDOPas encore d'évaluation
- Open Letter To Hon. Nitin Gadkari On Pothole Problem On National and Other Highways in IndiaDocument3 pagesOpen Letter To Hon. Nitin Gadkari On Pothole Problem On National and Other Highways in IndiaProf. Prithvi Singh KandhalPas encore d'évaluation
- Chapter 08 - Change in Accounting Policy: Problem 8-1 (AICPA Adapted)Document5 pagesChapter 08 - Change in Accounting Policy: Problem 8-1 (AICPA Adapted)Kimberly Claire AtienzaPas encore d'évaluation
- Instant Download Ebook PDF Ecology Concepts and Applications 8th Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Ecology Concepts and Applications 8th Edition PDF Scribdsteven.cross256100% (45)
- Sankranthi PDFDocument39 pagesSankranthi PDFMaruthiPas encore d'évaluation
- Odisha State Museum-1Document26 pagesOdisha State Museum-1ajitkpatnaikPas encore d'évaluation
- Bandhan Neft Rtgs FormDocument2 pagesBandhan Neft Rtgs FormMohit Goyal50% (4)
- Seabank Statement 20220726Document4 pagesSeabank Statement 20220726Alesa WahabappPas encore d'évaluation
- Walking in Space - Lyrics and Chord PatternDocument2 pagesWalking in Space - Lyrics and Chord Patternjohn smithPas encore d'évaluation
- SyncopeDocument105 pagesSyncopeJohn DasPas encore d'évaluation
- Google Tools: Reggie Luther Tracsoft, Inc. 706-568-4133Document23 pagesGoogle Tools: Reggie Luther Tracsoft, Inc. 706-568-4133nbaghrechaPas encore d'évaluation