Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Technical Drawing - Class Handout PDFDocument39 pagesTechnical Drawing - Class Handout PDFRicardo Rincon VegaPas encore d'évaluation
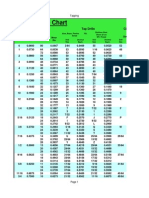
- Drill and Tap Chart: Clearance Hole Drills Tap Drills Screw SizeDocument7 pagesDrill and Tap Chart: Clearance Hole Drills Tap Drills Screw SizeJennifer Nicky ShakerPas encore d'évaluation
- Furnace Linings Ferrous 01Document12 pagesFurnace Linings Ferrous 01Jennifer Nicky Shaker100% (1)
- Small Scale Foundries For Developing Countries 1981Document74 pagesSmall Scale Foundries For Developing Countries 1981Rob FurnaldPas encore d'évaluation
- Facing Operations LatheDocument7 pagesFacing Operations LatheJennifer Nicky ShakerPas encore d'évaluation
- Drilling Operations LatheDocument7 pagesDrilling Operations LatheJennifer Nicky Shaker0% (1)
- Getting Started With Mini LatheDocument17 pagesGetting Started With Mini LatheJennifer Nicky Shaker100% (1)
- MdynDocument57 pagesMdynJennifer Nicky ShakerPas encore d'évaluation
- Chamfer Canned Cycle: Always Prepare For Stopping Cycle in Case Tool Interference!Document1 pageChamfer Canned Cycle: Always Prepare For Stopping Cycle in Case Tool Interference!Jennifer Nicky ShakerPas encore d'évaluation
- Course Manual: Class S3MNDocument4 pagesCourse Manual: Class S3MNArun KumarPas encore d'évaluation
- MdynDocument57 pagesMdynJennifer Nicky ShakerPas encore d'évaluation
- Rapid Prototype MachineDocument18 pagesRapid Prototype MachineJennifer Nicky ShakerPas encore d'évaluation
- Final Gear CalculatorDocument15 pagesFinal Gear CalculatorJennifer Nicky ShakerPas encore d'évaluation
- MakexDocument2 pagesMakexJennifer Nicky ShakerPas encore d'évaluation
- Capstone Design ProcessDocument1 pageCapstone Design ProcessJennifer Nicky ShakerPas encore d'évaluation
- Writing A Lab ReportDocument8 pagesWriting A Lab ReportJennifer Nicky ShakerPas encore d'évaluation
- Bridgeport Series I Milling Machne Repair ManualDocument134 pagesBridgeport Series I Milling Machne Repair Manualkxkvi1274502100% (6)
- Nozzle DesignDocument1 pageNozzle DesignJennifer Nicky ShakerPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Strike RiskDocument4 pagesStrike RiskAdilson Leite ProençaPas encore d'évaluation
- PaperCut MF - Ricoh SmartSDK Embedded Manual-2018-08-10Document40 pagesPaperCut MF - Ricoh SmartSDK Embedded Manual-2018-08-10Vinicius MeversPas encore d'évaluation
- 01 12 21Document8 pages01 12 21hans motorPas encore d'évaluation
- User Manual Version 2Document17 pagesUser Manual Version 2Joseph ChanPas encore d'évaluation
- Using Load-Balancers With Oracle E-Business Suite Release 12.2Document32 pagesUsing Load-Balancers With Oracle E-Business Suite Release 12.2Anonymous qdQrc6Pas encore d'évaluation
- Scaling and Bandwidth-Parameterization Based Controller TuningDocument8 pagesScaling and Bandwidth-Parameterization Based Controller Tuninghamza mesaiPas encore d'évaluation
- Op AmpDocument24 pagesOp AmpMadeleine NavarretePas encore d'évaluation
- Daily Life Tracking Application For Smart Homes Using Android SmartphoneDocument5 pagesDaily Life Tracking Application For Smart Homes Using Android SmartphoneBhaskar Rao PPas encore d'évaluation
- Lab 08 LoopDocument2 pagesLab 08 LoopSuraka Iban HanifPas encore d'évaluation
- AMD Radeon HD 6470MDocument1 pageAMD Radeon HD 6470Mmachnik1486624Pas encore d'évaluation
- ASUS Republic of Gamers Launches ROG Phone 6D Mobile Legends Bang Bang Special EditionDocument5 pagesASUS Republic of Gamers Launches ROG Phone 6D Mobile Legends Bang Bang Special EditionAlora Uy GuerreroPas encore d'évaluation
- PosterDocument1 pagePoster07vnkls2qPas encore d'évaluation
- Project Based Learning 2019-20Document23 pagesProject Based Learning 2019-20TejashreePas encore d'évaluation
- System Bus NocDocument102 pagesSystem Bus NocShubham DusadPas encore d'évaluation
- 2021 - Review of SLAM Algorithms For Indoor Mobile Robot With LIDAR and RGB-D Camera - KolhatkarDocument13 pages2021 - Review of SLAM Algorithms For Indoor Mobile Robot With LIDAR and RGB-D Camera - KolhatkarRiriPas encore d'évaluation
- Step by Step On How To Configure Multiple Concurrent RDP Clients To Run SambaPOS (Iphone, Ipad, Galaxy Tablet) - Version 4 - V4 Tutorial - SambaClub ForumDocument11 pagesStep by Step On How To Configure Multiple Concurrent RDP Clients To Run SambaPOS (Iphone, Ipad, Galaxy Tablet) - Version 4 - V4 Tutorial - SambaClub ForumquentinejamPas encore d'évaluation
- SUN2000-100KTL-M1 Output Characteristics Curve: Huawei Technologies Co., LTDDocument7 pagesSUN2000-100KTL-M1 Output Characteristics Curve: Huawei Technologies Co., LTDKarlo JurecPas encore d'évaluation
- Backtrack 5R3 Linux CommandsDocument22 pagesBacktrack 5R3 Linux CommandsmariaPas encore d'évaluation
- Small Office Cionre Arce: Takhg Your ButintDocument48 pagesSmall Office Cionre Arce: Takhg Your ButintthecomputerpaperPas encore d'évaluation
- Smart Farming System Using IoT For Efficient CropDocument4 pagesSmart Farming System Using IoT For Efficient CropKumar ManglamPas encore d'évaluation
- Ways To Install Windows 11Document3 pagesWays To Install Windows 11Ephrem ChernetPas encore d'évaluation
- Lab 2Document5 pagesLab 2nelsonjnelsonjPas encore d'évaluation
- 8051 CrystalDocument16 pages8051 Crystalarya2aryaPas encore d'évaluation
- GuardLogix Safety Application Instruction SetDocument396 pagesGuardLogix Safety Application Instruction SetstinkystuffPas encore d'évaluation
- Sluuc 32Document49 pagesSluuc 32Gustavo RamosPas encore d'évaluation
- ITC.224.2 12 - B-80 Manager-UCDocument22 pagesITC.224.2 12 - B-80 Manager-UCwaiyan191121Pas encore d'évaluation
- Android CodeDocument15 pagesAndroid CodeAditya BorlePas encore d'évaluation
- Chassis 40 00NX56 MAE1XG NX56 Manual de ServicioDocument60 pagesChassis 40 00NX56 MAE1XG NX56 Manual de Serviciolgrv201167% (6)
- More Types, Methods, ConditionalsDocument43 pagesMore Types, Methods, ConditionalsFrancene AlvarezPas encore d'évaluation
- Emerging Cloud Software EnvironmentsDocument19 pagesEmerging Cloud Software EnvironmentssreelayaPas encore d'évaluation