Vous aimerez peut-être aussi
- Bobinatrice A Nido DapiDocument10 pagesBobinatrice A Nido DapinanostallmannPas encore d'évaluation
- Casinha e Aviao de BriquedoDocument11 pagesCasinha e Aviao de BriquedoAlexandre RochaPas encore d'évaluation
- Associazione Culturale Il Legno-Anatomia Di Una Pialla A SpessoreDocument10 pagesAssociazione Culturale Il Legno-Anatomia Di Una Pialla A SpessoremariopatulloPas encore d'évaluation
- Bleriot ItaDocument10 pagesBleriot ItaDeborah Maria Tellier Sartori MibachPas encore d'évaluation
- Lybra 18i 16V 839A4000 ItDocument9 pagesLybra 18i 16V 839A4000 ItimmoboxPas encore d'évaluation
- Articolo Tecnico Elaborazione Cagiva Mito 7Document11 pagesArticolo Tecnico Elaborazione Cagiva Mito 7Giuseppe Fortuna BonfratePas encore d'évaluation
- CMT300 Sistema Di Giunzioni Universale Per IncastriDocument116 pagesCMT300 Sistema Di Giunzioni Universale Per Incastriorione1953100% (2)
- Gilera 250 Nettuno Sport-Turismo - Manual de UsoDocument46 pagesGilera 250 Nettuno Sport-Turismo - Manual de Usotordo55Pas encore d'évaluation
- Macchine AsincroneDocument12 pagesMacchine AsincroneAndrea PrestigiacomoPas encore d'évaluation
- Scratchbuilding pt12Document19 pagesScratchbuilding pt12Marco IavazzoPas encore d'évaluation
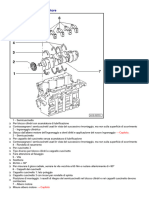
- Crankshaft InstallationDocument20 pagesCrankshaft InstallationAvramescu AlinPas encore d'évaluation
- Depliant Lamatore ITA enDocument6 pagesDepliant Lamatore ITA enRelu ChiruPas encore d'évaluation
- Mant. A BiciDocument23 pagesMant. A BiciPedro Hz MdezPas encore d'évaluation
- OMAP MandriniDocument40 pagesOMAP MandriniMassimo MoroniPas encore d'évaluation
- MONTAGGIO Albero Motore PXDocument20 pagesMONTAGGIO Albero Motore PXmalagaPas encore d'évaluation
- Irma Cestari - Catalogo PDFDocument73 pagesIrma Cestari - Catalogo PDFMarcos BitencourtPas encore d'évaluation
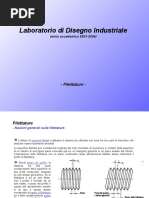
- FilettatureDocument25 pagesFilettatureoslatPas encore d'évaluation
- Acme Aln290 330motofalciatrici e Motocoltivatori PDF June 17 2011-12-48 PM 3 5 MegDocument44 pagesAcme Aln290 330motofalciatrici e Motocoltivatori PDF June 17 2011-12-48 PM 3 5 MegSimone GallePas encore d'évaluation
- 1 CATALOGO COMPENSATI r.01Document205 pages1 CATALOGO COMPENSATI r.01Gabriel MassiminoPas encore d'évaluation
- Motore DieselDocument11 pagesMotore DieselCesar GodoiPas encore d'évaluation
- (Fai Da Te) Costruire Un Semplice Generatore Eolico (Didattico)Document2 pages(Fai Da Te) Costruire Un Semplice Generatore Eolico (Didattico)Jacopo StroppaPas encore d'évaluation
- Ricarica Orologi AutomaticiDocument15 pagesRicarica Orologi AutomaticiPippo VenetoPas encore d'évaluation
- 1-Gli Utensili Per La FORATURA e Calcolo Dei Relativi Parametri Di TaglioDocument12 pages1-Gli Utensili Per La FORATURA e Calcolo Dei Relativi Parametri Di TagliomarcopasottiPas encore d'évaluation
- Tehnicka Uputstva A3 AutomaticDocument37 pagesTehnicka Uputstva A3 AutomaticNebojsa Manojlovic100% (1)
- Graziano Sag12 Manual (Hi-Res)Document43 pagesGraziano Sag12 Manual (Hi-Res)jamesstaylor0% (1)
- Manuale Proxxon Mf70-StaffeDocument40 pagesManuale Proxxon Mf70-Staffedansas100% (2)
- Relazione CadDocument10 pagesRelazione CadClaudioPas encore d'évaluation
- Guida alla revisione dei carburatori Dellorto 25Document21 pagesGuida alla revisione dei carburatori Dellorto 25Dodea NicuPas encore d'évaluation
- Mosquito 38 BDocument22 pagesMosquito 38 BMatteo CazzantiPas encore d'évaluation
- Genera Tore Autocostruito Ottimo-ItaDocument50 pagesGenera Tore Autocostruito Ottimo-Itai_gunt1479100% (1)
- Catalogo Parti Di Ricambio 125 RCDocument62 pagesCatalogo Parti Di Ricambio 125 RCmatteomariagalli100% (1)
- Descrierea Instalatiei GPL Landi Renzo Montata Pe LOGAN - 14 - 06 - K7J710 - LS - 01000G24 - 00Document13 pagesDescrierea Instalatiei GPL Landi Renzo Montata Pe LOGAN - 14 - 06 - K7J710 - LS - 01000G24 - 00Gartu Gelu100% (1)
- Catalogo Tecnofuni Ganci Sollevamento-Uso Manutenzione e ControlloDocument62 pagesCatalogo Tecnofuni Ganci Sollevamento-Uso Manutenzione e Controllomatteo2009Pas encore d'évaluation
- Lybra AuxDocument13 pagesLybra AuxNS SpikebitPas encore d'évaluation
- Filettatura 4 AymDocument80 pagesFilettatura 4 AymGILDA GALLERYPas encore d'évaluation
- 09 - Coupling Kit Fuel Pump Hydr MotorDocument12 pages09 - Coupling Kit Fuel Pump Hydr MotorDercio CostaPas encore d'évaluation
- Istruzioni 9926900Document48 pagesIstruzioni 9926900vasom14149Pas encore d'évaluation
- Correzione Ruote Dentate - GBDocument25 pagesCorrezione Ruote Dentate - GBmatt8724Pas encore d'évaluation
- Albero + Bielle q5 CahaDocument11 pagesAlbero + Bielle q5 Cahamer ladosPas encore d'évaluation
- Villasg BRC GAS I30 14i FSG0514307 ItDocument9 pagesVillasg BRC GAS I30 14i FSG0514307 ItvillasgPas encore d'évaluation
- Accensione PoliniDocument9 pagesAccensione PoliniAntonino AlduinaPas encore d'évaluation
- Affusto Per Cannone Da 24 GRC Ret BassoDocument1 pageAffusto Per Cannone Da 24 GRC Ret BassoGiorgio TrevisanPas encore d'évaluation
- Alfa 147 - Tuning Di BaseDocument4 pagesAlfa 147 - Tuning Di Basearnold7894Pas encore d'évaluation
- Scratchbuilding pt6Document47 pagesScratchbuilding pt6Marco IavazzoPas encore d'évaluation
- Relazione Motore A Scoppio Per AeromodelliDocument2 pagesRelazione Motore A Scoppio Per AeromodelliFederico CalandraPas encore d'évaluation
- Relazione Motore FinitaDocument9 pagesRelazione Motore FinitaDeborah PomiPas encore d'évaluation
- 21.1 ManotermografoDocument5 pages21.1 Manotermografoio1_roPas encore d'évaluation
- CMT Set 3 Frese 800.524.11 ManualeDocument1 pageCMT Set 3 Frese 800.524.11 Manualeorione1953Pas encore d'évaluation
- 1 Collegament FilettatiDocument47 pages1 Collegament FilettatiGianni CiavattaPas encore d'évaluation
- Montaggio - 73 1802Document16 pagesMontaggio - 73 1802Neagu JustinianPas encore d'évaluation
- Esperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerD'EverandEsperienze Modellistiche, Volume 2 - VK 7201(K) Paper PanzerÉvaluation : 5 sur 5 étoiles5/5 (1)
- FR1SX2 Technical SheetDocument2 pagesFR1SX2 Technical Sheetpiacentero89Pas encore d'évaluation
- Compostaggio IstruzioniDocument6 pagesCompostaggio Istruzionipiacentero89Pas encore d'évaluation
- LCM WebDocument103 pagesLCM Webpiacentero89Pas encore d'évaluation
- Appendice CDocument15 pagesAppendice Cpiacentero89Pas encore d'évaluation
- Potenziare Segnale Chiavetta UMTSDocument17 pagesPotenziare Segnale Chiavetta UMTSpiacentero89Pas encore d'évaluation
- Guida SinistriDocument2 pagesGuida Sinistripiacentero89Pas encore d'évaluation
- Compostaggio IstruzioniDocument6 pagesCompostaggio Istruzionipiacentero89Pas encore d'évaluation
- Java StringheDocument9 pagesJava Stringhepiacentero89Pas encore d'évaluation
- LCM WebDocument103 pagesLCM Webpiacentero89Pas encore d'évaluation
- Appendice CDocument15 pagesAppendice Cpiacentero89Pas encore d'évaluation
- Libro IoProgrammo 95 Hacking e Sicurezza Java OKDocument162 pagesLibro IoProgrammo 95 Hacking e Sicurezza Java OKarthur.mcdowell3754Pas encore d'évaluation
- Codificadati 2Document11 pagesCodificadati 2piacentero89Pas encore d'évaluation
- 3 - Intro MDTDocument15 pages3 - Intro MDTpiacentero89Pas encore d'évaluation
- Android ProgrammingDocument104 pagesAndroid ProgrammingGiuliano Nora100% (1)
- Informatica TeoricaDocument252 pagesInformatica Teoricapiacentero89Pas encore d'évaluation
- Proposta TutorDocument1 pageProposta Tutorpiacentero89Pas encore d'évaluation
- ProgrammazionedinamicaDocument6 pagesProgrammazionedinamicapiacentero89Pas encore d'évaluation
- 2 - Automi e PDADocument13 pages2 - Automi e PDApiacentero89Pas encore d'évaluation
- Guida Firmware e RootDocument1 pageGuida Firmware e Rootpiacentero89Pas encore d'évaluation
- Esercizi Su Cicli TermodinamiciDocument3 pagesEsercizi Su Cicli Termodinamicipiacentero89Pas encore d'évaluation
- Esonero ModelliDocument4 pagesEsonero Modellipiacentero89Pas encore d'évaluation
- Algoritmo Di HornerDocument6 pagesAlgoritmo Di Hornerpiacentero89Pas encore d'évaluation
- Esonero ModelliDocument4 pagesEsonero Modellipiacentero89Pas encore d'évaluation
- Tor VDocument5 pagesTor Vpiacentero89Pas encore d'évaluation
- Ingranaggi A Denti Dritti - TabellaDocument5 pagesIngranaggi A Denti Dritti - TabellaMonica BoccaPas encore d'évaluation
- Fatica 2Document45 pagesFatica 2PieroNacciPas encore d'évaluation
- Appunti sdc14 PDFDocument213 pagesAppunti sdc14 PDFJulia BlasiusPas encore d'évaluation
- Benelli BN302 TNT300 Owners Manual PDFDocument314 pagesBenelli BN302 TNT300 Owners Manual PDFCristian ValenzuelaPas encore d'évaluation
- 10fluidi PDFDocument69 pages10fluidi PDFGiacomo BattagliaPas encore d'évaluation
- Manuale Uso Caldaia RBS 23Document54 pagesManuale Uso Caldaia RBS 23Giorgio SircolemanPas encore d'évaluation
- PAM IdrovalvoleDocument40 pagesPAM Idrovalvolest_calvoPas encore d'évaluation