Vous aimerez peut-être aussi
- Fluidized Bed Boilers: Design and ApplicationD'EverandFluidized Bed Boilers: Design and ApplicationÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationD'EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiPas encore d'évaluation
- Factors That Affect CFBC Panel Erosion by K.K.Parthiban PDFDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.Parthiban PDFparthi20065768100% (1)
- Shut Down Inspection of A Chinese Make CFBC BoilerDocument15 pagesShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768Pas encore d'évaluation
- Factors That Affect CFBC Panel Erosion by K.K.parthibanDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.parthibanparthi20065768100% (2)
- Case studies on preventing boiler tube erosionDocument13 pagesCase studies on preventing boiler tube erosionpankajbtc007100% (1)
- 45 TPH boiler inspection report highlights issuesDocument30 pages45 TPH boiler inspection report highlights issuesparthi20065768Pas encore d'évaluation
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- CFBC BoilerDocument7 pagesCFBC Boilerkaruna346Pas encore d'évaluation
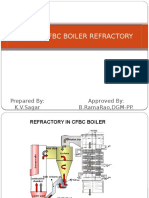
- Refractory PPT IN 150 MW CFBC BOILERDocument25 pagesRefractory PPT IN 150 MW CFBC BOILERkvsagar67% (3)
- Presentation On Commissioning of CFBC BoilerDocument26 pagesPresentation On Commissioning of CFBC Boilergaol_bird009100% (2)
- Refractory Failure Investigation in CFBC BoilerDocument9 pagesRefractory Failure Investigation in CFBC BoilerchoksPas encore d'évaluation
- CFB BoilersDocument179 pagesCFB BoilersJerry Mateo67% (3)
- Trouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanDocument40 pagesTrouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanparthi2006576883% (6)
- Boiler TuBeDocument26 pagesBoiler TuBemdjanPas encore d'évaluation
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocument30 pagesA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- MilsDocument97 pagesMilsKomma Ramesh100% (1)
- CFBCDocument84 pagesCFBCBottle Mani100% (3)
- CFBC Boiler SeminarDocument75 pagesCFBC Boiler SeminarABVSAI100% (7)
- Cold Cyclone CFBC BoilerDocument2 pagesCold Cyclone CFBC BoilerVirendra PatilPas encore d'évaluation
- Metallurgy PresentationDocument67 pagesMetallurgy PresentationAshwani DograPas encore d'évaluation
- Boiler tube welding maintenance presentationDocument39 pagesBoiler tube welding maintenance presentationAjay Chauhan100% (3)
- 02.case Study On Boiler Tube Failure at JPLDocument8 pages02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84Pas encore d'évaluation
- Operation & Maintainance ManualDocument15 pagesOperation & Maintainance Manuallijosh1983Pas encore d'évaluation
- Refrctory PowerPoint PresentationDocument35 pagesRefrctory PowerPoint Presentationkvsagar100% (1)
- CFB PresentationDocument48 pagesCFB PresentationSam100% (3)
- Gland Sealing SystemDocument4 pagesGland Sealing SystemPoojit Popli100% (1)
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- IR-CFBC Boiiler 4th Generation BoilerDocument41 pagesIR-CFBC Boiiler 4th Generation BoilerJyoti Prakash Prusty100% (2)
- CFBC Boiler DescriptionDocument9 pagesCFBC Boiler Descriptioncmani_bwePas encore d'évaluation
- Mill PerformanceDocument21 pagesMill PerformanceSam100% (2)
- Operation of 300MW CFBC BoilerDocument6 pagesOperation of 300MW CFBC BoilerSoodamany Ponnu PandianPas encore d'évaluation
- Boiler Tube Failure Case StudyDocument23 pagesBoiler Tube Failure Case StudykkannanmtpsPas encore d'évaluation
- Analysis of Tube Failure in Water Tube BoilerDocument16 pagesAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkPas encore d'évaluation
- CFB Boilers IntroductionDocument37 pagesCFB Boilers IntroductionBernie_Garcia__9886Pas encore d'évaluation
- SuperCritical Boiler 1Document45 pagesSuperCritical Boiler 1swatantar17100% (1)
- Boiler Tubular Air Pre-Heater - TaphDocument18 pagesBoiler Tubular Air Pre-Heater - TaphsbmmlaPas encore d'évaluation
- Failure of Boiler Tubes Due To EROSIONDocument9 pagesFailure of Boiler Tubes Due To EROSIONShiVa20155244Pas encore d'évaluation
- Pressure Parts 500MW BoilerDocument34 pagesPressure Parts 500MW BoilerAbhay Khobragade100% (1)
- Turbine OverhaulsDocument33 pagesTurbine OverhaulsArjun Saoji100% (1)
- Boiler Hydro Test by R K JaintDocument9 pagesBoiler Hydro Test by R K JaintRajeevAgrawalPas encore d'évaluation
- Care and Maintenance of CFB Boilers Refractory FailureDocument6 pagesCare and Maintenance of CFB Boilers Refractory FailureAnonymous a19X9GHZPas encore d'évaluation
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirPas encore d'évaluation
- Air Heater PerformanceDocument20 pagesAir Heater PerformanceSam100% (1)
- 21-Application of Phoscst 90 RefractoryDocument6 pages21-Application of Phoscst 90 RefractorysonuPas encore d'évaluation
- Boiler Maintenance and Safety Study GuideDocument10 pagesBoiler Maintenance and Safety Study GuideKapila2zPas encore d'évaluation
- 2 Kanoria Sunil KumarDocument21 pages2 Kanoria Sunil KumarSudhir JadhavPas encore d'évaluation
- Studies On The Operation of Loop-Seal in Circulating Fluidized Bed Boilers, P. BasuDocument9 pagesStudies On The Operation of Loop-Seal in Circulating Fluidized Bed Boilers, P. BasuyukselenturkPas encore d'évaluation
- Coal MillDocument37 pagesCoal MillVinayak Unaune100% (1)
- CFBC OperationDocument110 pagesCFBC Operationmistryhardik89Pas encore d'évaluation
- CFBC Boiler Startup - Load Operation - ShutdownDocument50 pagesCFBC Boiler Startup - Load Operation - ShutdownAshvani Shukla96% (27)
- Factors for Optimizing Combustion and Emissions in Coal-Fired BoilersDocument42 pagesFactors for Optimizing Combustion and Emissions in Coal-Fired BoilersMinh TranPas encore d'évaluation
- Pulverizers: By: G. RamachandranDocument140 pagesPulverizers: By: G. Ramachandranshivshankar prajapatiPas encore d'évaluation
- Boiler Commissioning PresentationDocument80 pagesBoiler Commissioning PresentationSam80% (5)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasD'EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasPas encore d'évaluation
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshD'EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshPas encore d'évaluation
- An Experience With CFBC Boiler Tube Failures PDFDocument61 pagesAn Experience With CFBC Boiler Tube Failures PDFsrinivas gillalaPas encore d'évaluation
- Visit To PenthouseDocument12 pagesVisit To PenthouseTiu TonPas encore d'évaluation
- Anatomy of Boiler FailureDocument19 pagesAnatomy of Boiler Failureکاشف ساقیPas encore d'évaluation
- Case Study On Operational Inspection of A Fluidised Bed Combustion Boiler PDFDocument31 pagesCase Study On Operational Inspection of A Fluidised Bed Combustion Boiler PDFparthi20065768Pas encore d'évaluation
- Fan Trouble ShootingDocument7 pagesFan Trouble ShootinggksamyPas encore d'évaluation
- KKP Report On Riddi SiddhiDocument7 pagesKKP Report On Riddi Siddhiparthi20065768Pas encore d'évaluation
- Commissioning Manual of A CFBC BoilerDocument178 pagesCommissioning Manual of A CFBC Boilerparthi20065768100% (1)
- Introduction To Surge Stall and Instabilities in FansDocument6 pagesIntroduction To Surge Stall and Instabilities in Fansparthi20065768Pas encore d'évaluation
- Thermal Expansion Causes Wingwall Superheater Distortion in CFBC BoilersDocument3 pagesThermal Expansion Causes Wingwall Superheater Distortion in CFBC Boilersparthi20065768Pas encore d'évaluation
- TubeDocument126 pagesTubeONESTAR111100% (1)
- NTPC O&M Best Practices Booklet PDFDocument226 pagesNTPC O&M Best Practices Booklet PDFJaydeep kunduPas encore d'évaluation
- Thermal Fatigue Failure in A FBC BoilerDocument7 pagesThermal Fatigue Failure in A FBC Boilerparthi20065768100% (1)
- Case Study of A Boiler With AgrowasteDocument78 pagesCase Study of A Boiler With Agrowasteparthi20065768Pas encore d'évaluation
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDocument97 pagesReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (1)
- Glimpses of Water Chemistry Deviations in A Utility Power PlantDocument8 pagesGlimpses of Water Chemistry Deviations in A Utility Power Plantparthi20065768Pas encore d'évaluation
- Case Study On Operational Inspection of A Fluidised Bed Combustion BoilerDocument31 pagesCase Study On Operational Inspection of A Fluidised Bed Combustion Boilerparthi20065768Pas encore d'évaluation
- Report On Condensing HX To Recover Water From Flue Gas PDFDocument155 pagesReport On Condensing HX To Recover Water From Flue Gas PDFparthi20065768Pas encore d'évaluation
- A Presentation For Boiler EngineersDocument113 pagesA Presentation For Boiler Engineersparthi20065768Pas encore d'évaluation
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersWira NugrohoPas encore d'évaluation
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768Pas encore d'évaluation
- Case Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanDocument15 pagesCase Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanparthi20065768Pas encore d'évaluation
- A Case Study On Hydrogen Damage in A CFBC BoilerDocument38 pagesA Case Study On Hydrogen Damage in A CFBC Boilerparthi20065768100% (1)
- Check List For Power Plant OperationDocument102 pagesCheck List For Power Plant Operationparthi20065768100% (3)
- Medicine For DiabetesDocument5 pagesMedicine For Diabetesparthi20065768Pas encore d'évaluation
- Bengal Energy Boiler Report AnalysisDocument31 pagesBengal Energy Boiler Report Analysisparthi20065768Pas encore d'évaluation
- Operational Audit of A PF Boiler at A Utility Power PlantDocument12 pagesOperational Audit of A PF Boiler at A Utility Power Plantparthi20065768Pas encore d'évaluation
- Bengal Energy Boiler Report AnalysisDocument31 pagesBengal Energy Boiler Report Analysisparthi20065768Pas encore d'évaluation
- Learn From Case Study - Duct JunctionDocument2 pagesLearn From Case Study - Duct Junctionparthi20065768Pas encore d'évaluation
- Sample Power Plant SpecificationDocument338 pagesSample Power Plant Specificationparthi20065768100% (3)
- Trouble Shooting Vibration in A Pulverized Coal Fired BoilerDocument13 pagesTrouble Shooting Vibration in A Pulverized Coal Fired Boilerparthi20065768100% (1)
- Glimpses of Water Chemistry Deviations in A Utility Power PlantDocument8 pagesGlimpses of Water Chemistry Deviations in A Utility Power Plantparthi20065768Pas encore d'évaluation
- Dieu Khien He Thong Bi Trong Tu TruongDocument5 pagesDieu Khien He Thong Bi Trong Tu TruongNinhĐứcThànhPas encore d'évaluation
- Properties of Matter: Extensive vs IntensiveDocument16 pagesProperties of Matter: Extensive vs IntensiveCentener CalcetaPas encore d'évaluation
- Tank Installation RequirementsDocument2 pagesTank Installation Requirementsmarkigldmm918Pas encore d'évaluation
- Engineering College in HaryanaDocument9 pagesEngineering College in HaryanaUjjawal MathurPas encore d'évaluation
- Modeling and Simulation of Four-Bar Planar Mechanisms Using AdamsDocument7 pagesModeling and Simulation of Four-Bar Planar Mechanisms Using AdamsIAEME PublicationPas encore d'évaluation
- Classicmill CLM 1-2-3 Instruction ManualDocument87 pagesClassicmill CLM 1-2-3 Instruction ManualJeremy ShanePas encore d'évaluation
- Canadian Coast Guard Welding SpecificationDocument39 pagesCanadian Coast Guard Welding Specificationalvin dueyPas encore d'évaluation
- Garsite Jet Refuler 5000 Gallon DATA SHEETDocument1 pageGarsite Jet Refuler 5000 Gallon DATA SHEETbaladiroyaPas encore d'évaluation
- Stress Classification of Blind FlangeDocument13 pagesStress Classification of Blind FlangepajadhavPas encore d'évaluation
- Portal FrameDocument11 pagesPortal FrameRaJ ShlrzvesteRPas encore d'évaluation
- Geotechnical module stresses and settlementsDocument128 pagesGeotechnical module stresses and settlementsMAAbuBakarPas encore d'évaluation
- RINA Rules For The Classification 2015 Part B CH 5 To 8Document190 pagesRINA Rules For The Classification 2015 Part B CH 5 To 8Jorge Isaac Mendoza MarchanPas encore d'évaluation
- 3 Thick CylindersDocument21 pages3 Thick CylindersMalay ShahPas encore d'évaluation
- Tank DesignDocument2 pagesTank DesignkamleshyadavmoneyPas encore d'évaluation
- Lathe Machine Specifications Specification Unit Specification UnitDocument1 pageLathe Machine Specifications Specification Unit Specification UnitTHIRUMALAIPas encore d'évaluation
- Sheet Metal 2-01-09Document9 pagesSheet Metal 2-01-09Adrianne AstadanPas encore d'évaluation
- VW 1.8L 4-Cylinder Turbo Engine GuideDocument71 pagesVW 1.8L 4-Cylinder Turbo Engine GuideJai Bhandari100% (2)
- Sepakat Setia Perunding SDN BHD: Design of Up-Stand Wall or Headwall To Bs 5400Document4 pagesSepakat Setia Perunding SDN BHD: Design of Up-Stand Wall or Headwall To Bs 5400Afiq SyahmiPas encore d'évaluation
- 22년식NMAX125.o 1fsno45dn1l1ni6g1qo71jos14vq8Document63 pages22년식NMAX125.o 1fsno45dn1l1ni6g1qo71jos14vq8Jae Man YouPas encore d'évaluation
- 1618 TP-Sales Kit AMW 1618Document23 pages1618 TP-Sales Kit AMW 1618niharjyotilahonPas encore d'évaluation
- BMW Z4 BrochureDocument8 pagesBMW Z4 BrochureNicolo GarciaPas encore d'évaluation
- Gas Welding Equipment - Hose Connections For Welding, Cutting and Allied ProcessesDocument12 pagesGas Welding Equipment - Hose Connections For Welding, Cutting and Allied ProcessesMustafa Ersin EkremPas encore d'évaluation
- Iseki Tm3200 3240 Parts ManualDocument20 pagesIseki Tm3200 3240 Parts Manualjoseph100% (53)
- Cat d7 3t Operatons MtceDocument98 pagesCat d7 3t Operatons MtceMilagros Pullchs AriasPas encore d'évaluation
- Compressor Torque Manual GES089Document93 pagesCompressor Torque Manual GES089Jeff LPas encore d'évaluation
- Necessity Of Gear Box In An AutomobileDocument7 pagesNecessity Of Gear Box In An AutomobilekismuganPas encore d'évaluation
- Installation and Operation Manual: VRV IV System Air ConditionerDocument36 pagesInstallation and Operation Manual: VRV IV System Air Conditionerelectrowat engineeringPas encore d'évaluation
- Powerex Bombas de Vacio Vane Montado en Tanque ManualDocument64 pagesPowerex Bombas de Vacio Vane Montado en Tanque ManualHugovillarruelPas encore d'évaluation
- Techno-Commercial Proposal - Slitting Machine - Rev 01Document9 pagesTechno-Commercial Proposal - Slitting Machine - Rev 01Chandru ChristurajPas encore d'évaluation
- 1981 Garden Way Pony Manual WMDocument70 pages1981 Garden Way Pony Manual WMbfranklin2000100% (1)