Vous aimerez peut-être aussi
- Faceting Machine ProjectDocument26 pagesFaceting Machine Projectmobsivac100% (3)
- HW3 Spring19Document2 pagesHW3 Spring19Alex Williams0% (1)
- Casing Types, Functions, and ClassificationsDocument71 pagesCasing Types, Functions, and ClassificationsPeterMarkPas encore d'évaluation
- Theory Application of Roll Forming (2010) - WebDocument21 pagesTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- NADCA Tolerances 2009Document44 pagesNADCA Tolerances 2009Tom HagertyPas encore d'évaluation
- The Die Casting Designers Handbook FinalDocument68 pagesThe Die Casting Designers Handbook FinalĐình Tước Vũ83% (6)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyD'EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyPas encore d'évaluation
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderD'EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderÉvaluation : 5 sur 5 étoiles5/5 (2)
- Instr 12107 Instrument Drawings and DocumentsDocument37 pagesInstr 12107 Instrument Drawings and DocumentsMeliana Butar-Butar100% (2)
- Machined Springs Vs Wire Springs PDFDocument22 pagesMachined Springs Vs Wire Springs PDFsaranPas encore d'évaluation
- Hacksaw PDFDocument40 pagesHacksaw PDFturuceluPas encore d'évaluation
- Hot Forge UpsetDocument13 pagesHot Forge UpsetAnonymous QiMB2lBCJLPas encore d'évaluation
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- Multi Point Cutting Tool Design PDFDocument73 pagesMulti Point Cutting Tool Design PDFsrutiiPas encore d'évaluation
- Minimum Standards For Structural DesignDocument5 pagesMinimum Standards For Structural DesignZulkiflee TaugPas encore d'évaluation
- Design of Spur Gear TransmissionDocument12 pagesDesign of Spur Gear Transmissionاحمد حمديPas encore d'évaluation
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- SHEETMETAL DESIGNDocument9 pagesSHEETMETAL DESIGNHimanshu SagarPas encore d'évaluation
- 25 Omni X Tube Bending GuideDocument15 pages25 Omni X Tube Bending GuideMartin SilisquePas encore d'évaluation
- WWW Siddhgiritubes Com Blog Difference Between High TensileDocument4 pagesWWW Siddhgiritubes Com Blog Difference Between High TensilewonosarijayasurabayaPas encore d'évaluation
- Quality Tool Holders PartnerDocument81 pagesQuality Tool Holders PartnerbrineytoolingPas encore d'évaluation
- Presentation On Reinforcing Detailing of R.CDocument16 pagesPresentation On Reinforcing Detailing of R.CbertazcorpPas encore d'évaluation
- TUBE To HEADER JOINTS PDFDocument4 pagesTUBE To HEADER JOINTS PDFRiza KhanPas encore d'évaluation
- Steel Sheet PileDocument8 pagesSteel Sheet PileTee Bun PinPas encore d'évaluation
- Design and Analysis of A Forging Die For Manufacturing of Multiple Connecting RodsDocument10 pagesDesign and Analysis of A Forging Die For Manufacturing of Multiple Connecting RodsRishi DasguptaPas encore d'évaluation
- Steel Framing Components GuideDocument24 pagesSteel Framing Components GuideRamees Mohamed OPas encore d'évaluation
- Maximizing Copper Alloys Injection Mold PerformanceDocument3 pagesMaximizing Copper Alloys Injection Mold PerformancefunsukwandutoPas encore d'évaluation
- Casting Design and Parting Line SelectionDocument34 pagesCasting Design and Parting Line Selection21P410 - VARUN MPas encore d'évaluation
- Pro Dec PlateDocument9 pagesPro Dec PlateAbe VoigPas encore d'évaluation
- 1 Hareesha N G Dept Aero Engg, DSCE, BloreDocument47 pages1 Hareesha N G Dept Aero Engg, DSCE, Bloremahammad kamaluddeenPas encore d'évaluation
- Module-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andDocument61 pagesModule-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andAnonymous vZBZ1IHhPas encore d'évaluation
- Reinforcement DetailingDocument47 pagesReinforcement Detailingsomumallidi100% (1)
- Great RollFormedPartEbookDocument15 pagesGreat RollFormedPartEbookPankajKumarSinghPas encore d'évaluation
- Sheet Metal BasicsDocument16 pagesSheet Metal BasicsvittlevishnuPas encore d'évaluation
- UNIT 3 PART 5 Design Consideration For CastingDocument16 pagesUNIT 3 PART 5 Design Consideration For CastingRajendra wakchaurePas encore d'évaluation
- Thumb Rules For Structural Design - RCC Structures: Minimum Cross-Sectional Dimension For A ColumnDocument3 pagesThumb Rules For Structural Design - RCC Structures: Minimum Cross-Sectional Dimension For A Columnjames conerPas encore d'évaluation
- 3.1-T.C.Dies PDFDocument6 pages3.1-T.C.Dies PDFYahyaMoummouPas encore d'évaluation
- Mold Standards & ClassificationsDocument3 pagesMold Standards & ClassificationsKamleshVasavaPas encore d'évaluation
- Specifying CamberDocument3 pagesSpecifying CamberarsiajanPas encore d'évaluation
- Manufacturing Process of An Automobile ComponentDocument29 pagesManufacturing Process of An Automobile ComponentShiva BharathPas encore d'évaluation
- Wire Drawing: A Guide to the ProcessDocument7 pagesWire Drawing: A Guide to the ProcessUtkarsh0% (1)
- Thumb RuleDocument6 pagesThumb RuleShafique AhmedPas encore d'évaluation
- Casting Design: Cost Factors & ReductionDocument7 pagesCasting Design: Cost Factors & ReductionSantosh DabholePas encore d'évaluation
- INTRODUCTION To MANUFACTURING PROCESS PART-2 (2) .PpsDocument47 pagesINTRODUCTION To MANUFACTURING PROCESS PART-2 (2) .Ppsmahammad kamaluddeenPas encore d'évaluation
- Tube To Header JointsDocument4 pagesTube To Header Jointsshabbir626Pas encore d'évaluation
- Am ItDocument27 pagesAm Itakalbhor90Pas encore d'évaluation
- Gear Manufacturing To TeachDocument44 pagesGear Manufacturing To Teachvijchoudhary16Pas encore d'évaluation
- ForgingDocument3 pagesForgingAnonymous St1j35DR05Pas encore d'évaluation
- Design ManualDocument867 pagesDesign Manualvijaystructural83% (6)
- Sheet Metal Design GuidelinesDocument31 pagesSheet Metal Design Guidelinessatisharigela_asrPas encore d'évaluation
- Ch-6 Reaming, Boring, BroachingDocument47 pagesCh-6 Reaming, Boring, BroachingAnkush AhirraoPas encore d'évaluation
- Tube Expander Process Manual - CompressedDocument419 pagesTube Expander Process Manual - CompressedAgni DuttaPas encore d'évaluation
- Omni-X Tube Bending GuideDocument15 pagesOmni-X Tube Bending GuidemsppmsPas encore d'évaluation
- Design For Manufacturing ExamplesDocument13 pagesDesign For Manufacturing ExamplesVikash Singh100% (1)
- BbsDocument72 pagesBbsAkd DeshmukhPas encore d'évaluation
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersD'EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Perhitungan Life Time BearingDocument6 pagesPerhitungan Life Time BearinganasdpPas encore d'évaluation
- Plastic Cup API 5LDocument1 pagePlastic Cup API 5LanasdpPas encore d'évaluation
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Memory HP Pda & CameraDocument4 pagesMemory HP Pda & CameraanasdpPas encore d'évaluation
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Bearing Capacity of Rockspub101172495Document13 pagesBearing Capacity of Rockspub101172495Mehdi Mir100% (1)
- Autoscan P12 04 16 enDocument12 pagesAutoscan P12 04 16 enCouscoussiere GrandgazPas encore d'évaluation
- EASA Piston Engine Module Tutorial QuestionsDocument19 pagesEASA Piston Engine Module Tutorial QuestionsJoseph Timoney100% (5)
- GEO3701 Unit 3Document94 pagesGEO3701 Unit 3Asithandile Punqunqu MpayipheliPas encore d'évaluation
- VW Fluid Capacity Chart 2001Document5 pagesVW Fluid Capacity Chart 2001WILLIAM ROMEROPas encore d'évaluation
- Unfired Pressure VesselDocument30 pagesUnfired Pressure VesselSrinivasan RajenderanPas encore d'évaluation
- Peake and Tobak 3D SeparationDocument25 pagesPeake and Tobak 3D SeparationPablitox84Pas encore d'évaluation
- Pegasus EX 3200-5200 Parts ListDocument120 pagesPegasus EX 3200-5200 Parts ListJanos KornfeldPas encore d'évaluation
- Elektrisk (Katalog - Ermax)Document267 pagesElektrisk (Katalog - Ermax)ionel1987Pas encore d'évaluation
- Chapter-1, Simple StressDocument71 pagesChapter-1, Simple Stresssherlockhisham100% (2)
- Chemical Engg. 3rd SemDocument3 pagesChemical Engg. 3rd SemAVERAGEPas encore d'évaluation
- Automatic Washing Machine 10 Minute Quick Wash FeatureDocument19 pagesAutomatic Washing Machine 10 Minute Quick Wash FeatureJin HeePas encore d'évaluation
- AhadDocument88 pagesAhadAhmad NPas encore d'évaluation
- BULLET 350 KS TECHNICAL SPECSDocument2 pagesBULLET 350 KS TECHNICAL SPECSKamsutra YogiPas encore d'évaluation
- Accelerator Ap PsDocument2 pagesAccelerator Ap PsRazvan RaduPas encore d'évaluation
- SAND ProductionDocument18 pagesSAND Productionali100% (1)
- Your First Day Lifeguarding: How To Vacuum and Backwash A PoolDocument4 pagesYour First Day Lifeguarding: How To Vacuum and Backwash A PoolMattMonroePas encore d'évaluation
- January 2009 QP - Unit 1 Edexcel PhysicsDocument19 pagesJanuary 2009 QP - Unit 1 Edexcel PhysicsnaamashirPas encore d'évaluation
- BURNDY GK6426 SpecsheetDocument2 pagesBURNDY GK6426 SpecsheetDavidPas encore d'évaluation
- Tractor Operator AgricultureDocument9 pagesTractor Operator AgricultureConstantin CarpenPas encore d'évaluation
- Superlift MetricDocument2 pagesSuperlift MetricAshley DeanPas encore d'évaluation
- Ade 12 Physics Exercise 6 Page 135 144Document48 pagesAde 12 Physics Exercise 6 Page 135 144Hope AlforquePas encore d'évaluation
- CAT 385CLRE ElectricalDocument17 pagesCAT 385CLRE ElectricalGeorge Zormpas100% (1)
- ControlDocument59 pagesControlTuan Anh Nguyen HuuPas encore d'évaluation
- Centrifugal Compresssor Pre-Commissioning ChecklistDocument3 pagesCentrifugal Compresssor Pre-Commissioning ChecklistNikhil JadhavPas encore d'évaluation
- Lunaire CE0932W 3 ManualDocument47 pagesLunaire CE0932W 3 ManualDanPas encore d'évaluation
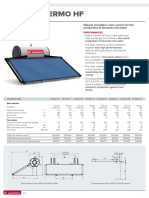
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADPas encore d'évaluation