Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- CO2 Tester PDFDocument20 pagesCO2 Tester PDFNasr Eldin AlyPas encore d'évaluation
- English Book Spoken PDF Amrutha Spoken EnglishDocument5 pagesEnglish Book Spoken PDF Amrutha Spoken EnglishChandra Shekher64% (11)
- Sap Production PlanningDocument100 pagesSap Production PlanningHuy Nguyen83% (6)
- Elnet GR User Manual PDFDocument85 pagesElnet GR User Manual PDFStyler2Pas encore d'évaluation
- Lithium-Ion Stationary Battery Capacity Sizing Formula For The Establishment of Industrial DesignDocument7 pagesLithium-Ion Stationary Battery Capacity Sizing Formula For The Establishment of Industrial Design장중구100% (1)
- Arun Kumar HGDocument2 pagesArun Kumar HGManivannancPas encore d'évaluation
- What Business Analyst Skills Are Important For A New BADocument6 pagesWhat Business Analyst Skills Are Important For A New BAManivannancPas encore d'évaluation
- ELA Literary Verb Tense ChartDocument2 pagesELA Literary Verb Tense ChartMark WarnarPas encore d'évaluation
- Final Report IMEDocument88 pagesFinal Report IMEManivannancPas encore d'évaluation
- Income Let Out House Property 2016 2017Document1 pageIncome Let Out House Property 2016 2017ManivannancPas encore d'évaluation
- Tiruvasagam Moolamum Pala Aaraichu AgarathigalumDocument306 pagesTiruvasagam Moolamum Pala Aaraichu AgarathigalumManivannanc100% (1)
- Hardware Concepts: Rupa Bangdiya Sub: Quotation For KitchenDocument8 pagesHardware Concepts: Rupa Bangdiya Sub: Quotation For KitchenManivannancPas encore d'évaluation
- Blender 3D Noob To Pro - Beginner Tutorials PDFDocument140 pagesBlender 3D Noob To Pro - Beginner Tutorials PDFmefjak100% (2)
- Naked Managementgames Executives PlayDocument445 pagesNaked Managementgames Executives Playthepretender100% (2)
- ELA Literary Verb Tense ChartDocument2 pagesELA Literary Verb Tense ChartMark WarnarPas encore d'évaluation
- Pesquisa Operacional Usando GLPKDocument201 pagesPesquisa Operacional Usando GLPKFabricio BarrosPas encore d'évaluation
- Tenses Table PDFDocument5 pagesTenses Table PDFAlejandra Neira GonzálezPas encore d'évaluation
- Introduccion A MESDocument12 pagesIntroduccion A MESguichiPas encore d'évaluation
- An Investigation Into Production Scheduling Systems: Kjell OlofssonDocument122 pagesAn Investigation Into Production Scheduling Systems: Kjell OlofssonManivannancPas encore d'évaluation
- The Tamils 1800 Years AgoDocument145 pagesThe Tamils 1800 Years AgoSharmalan ThevarPas encore d'évaluation
- Product Line Production Planning For The Home Integration System ExampleDocument42 pagesProduct Line Production Planning For The Home Integration System ExampleManivannancPas encore d'évaluation
- 2008 12 19presentacionisasubida 110224163311 Phpapp01Document79 pages2008 12 19presentacionisasubida 110224163311 Phpapp01ManivannancPas encore d'évaluation
- 10 1 1 10 624Document6 pages10 1 1 10 624ManivannancPas encore d'évaluation
- Demand Planning and ForcastDocument35 pagesDemand Planning and Forcastrajesh laddhaPas encore d'évaluation
- ManufacturingExecutionSystem 12360484152 Phpapp02Document21 pagesManufacturingExecutionSystem 12360484152 Phpapp02Manivannanc100% (1)
- Requirements GatheringDocument13 pagesRequirements GatheringNidaliciousPas encore d'évaluation
- Master Data For SCM 2Document63 pagesMaster Data For SCM 2ManivannancPas encore d'évaluation
- 2990100190738Document279 pages2990100190738ManivannancPas encore d'évaluation
- Production Rel Decision MakingDocument97 pagesProduction Rel Decision Makingsharif339Pas encore d'évaluation
- Tamil StudiesDocument460 pagesTamil StudiesSharmalan Thevar75% (4)
- Samuthirga LakshamDocument212 pagesSamuthirga LakshamManivannancPas encore d'évaluation
- Workplan Assuming Xpress Solver: Assumptions / NotesDocument6 pagesWorkplan Assuming Xpress Solver: Assumptions / NotesManivannancPas encore d'évaluation
- Business Model Version 1Document23 pagesBusiness Model Version 1ManivannancPas encore d'évaluation
- Base conversion and binary arithmetic practice questionsDocument47 pagesBase conversion and binary arithmetic practice questionsrahul kPas encore d'évaluation
- Overview of OFDM Modulation TechniqueDocument15 pagesOverview of OFDM Modulation TechniqueDishant KhoslaPas encore d'évaluation
- Build An Esr Meter For Your Test BenchDocument14 pagesBuild An Esr Meter For Your Test BenchPatrik1968Pas encore d'évaluation
- ST STM8L051F3 8-Bit Microcontroller DatasheetDocument93 pagesST STM8L051F3 8-Bit Microcontroller Datasheettaj.nezami1660Pas encore d'évaluation
- Simoreg DC Master: Application SIMOREG For DC-Motor Generator Set ControlDocument24 pagesSimoreg DC Master: Application SIMOREG For DC-Motor Generator Set Controlanas raddawiPas encore d'évaluation
- 600 A 35 KV Class BOL-T™ Deadbreak Connector: Cooper PowerDocument8 pages600 A 35 KV Class BOL-T™ Deadbreak Connector: Cooper PowerAlvaro DiazPas encore d'évaluation
- Courseoutline Chem 1701 2018 UpdatedDocument15 pagesCourseoutline Chem 1701 2018 Updatedapi-405072615Pas encore d'évaluation
- Nvdimm Vs DimmDocument25 pagesNvdimm Vs DimmmanPas encore d'évaluation
- ICE SyllabusDocument122 pagesICE SyllabusMaths Is MagicPas encore d'évaluation
- Pratt & Whitney Engine Services FAST Configuration for Cessna Grand Caravan EXDocument24 pagesPratt & Whitney Engine Services FAST Configuration for Cessna Grand Caravan EXatony357Pas encore d'évaluation
- Perkin Elmer Manual Operacion Series 200 VacuumDegasser PDFDocument43 pagesPerkin Elmer Manual Operacion Series 200 VacuumDegasser PDFRuben Martinez Reyna100% (3)
- Measuring The Specific Latent Heat of Fusion of Ice: Background InformationDocument3 pagesMeasuring The Specific Latent Heat of Fusion of Ice: Background InformationPaul DhuPas encore d'évaluation
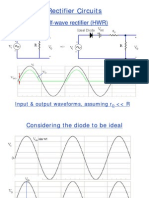
- Rectifier Circuits: Half-Wave Rectifier (HWR)Document18 pagesRectifier Circuits: Half-Wave Rectifier (HWR)Md ArifPas encore d'évaluation
- Condition InspectionDocument8 pagesCondition InspectionCTN2010Pas encore d'évaluation
- Rane Sixty-Two Mixer For Serato Scratch LiveDocument4 pagesRane Sixty-Two Mixer For Serato Scratch Live2009tamerPas encore d'évaluation
- Construction of Automatic Door Bell System With The Object DetectionDocument3 pagesConstruction of Automatic Door Bell System With The Object DetectionSurendra Yadav100% (1)
- KX TC1468LBBDocument64 pagesKX TC1468LBBapi-3702225Pas encore d'évaluation
- Ds Datalog8 040416 UkDocument2 pagesDs Datalog8 040416 UkMohamed IbrahimPas encore d'évaluation
- Philips 32PFL3403D-27 - Manual y Circuito Chasis TPM1.2UDocument62 pagesPhilips 32PFL3403D-27 - Manual y Circuito Chasis TPM1.2URoberto GeselinoPas encore d'évaluation
- CCIE Data Center Cheat Sheet TitleDocument4 pagesCCIE Data Center Cheat Sheet TitleNapster KingPas encore d'évaluation
- XGZP161 Pressure Sensor Measures up to 1500kPa in SOP/DIP PackagesDocument8 pagesXGZP161 Pressure Sensor Measures up to 1500kPa in SOP/DIP Packagessamsularief03Pas encore d'évaluation
- LM-380EZ Instruction ManualDocument61 pagesLM-380EZ Instruction ManualCongPas encore d'évaluation
- TransformersDocument43 pagesTransformersDavid LeviPas encore d'évaluation
- Mini-Spectrometer Kacc9003eDocument34 pagesMini-Spectrometer Kacc9003eTalhaPas encore d'évaluation
- Eaton Cutler Hammer Iponi Rs485Document8 pagesEaton Cutler Hammer Iponi Rs485Diana GaonaPas encore d'évaluation
- 32460-2. RES Issue 2 2014 Proposal Consolidated Specific Requirements Documents - 0Document295 pages32460-2. RES Issue 2 2014 Proposal Consolidated Specific Requirements Documents - 0Bruce CoxPas encore d'évaluation