Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Atomic and Molecular PhysicsDocument28 pagesAtomic and Molecular PhysicsAvinash GuptaPas encore d'évaluation
- EMI InstructionsDocument2 pagesEMI InstructionsAKSHAY ANANDPas encore d'évaluation
- Mole Concept: Chemfile Mini-Guide To Problem SolvingDocument18 pagesMole Concept: Chemfile Mini-Guide To Problem SolvingNaren ParasharPas encore d'évaluation
- IOSA Self Evaluation Form - 31 October 2014Document45 pagesIOSA Self Evaluation Form - 31 October 2014pknight2010Pas encore d'évaluation
- Biosafety FH Guidance Guide Good Manufacturing Practice enDocument40 pagesBiosafety FH Guidance Guide Good Manufacturing Practice enMaritsa PerHerPas encore d'évaluation
- Human Diseases A Systemic Approach 8th Edition-Páginas-15-26Document12 pagesHuman Diseases A Systemic Approach 8th Edition-Páginas-15-26Karime LopezPas encore d'évaluation
- Amaryllidaceae Family Guide with Endemic Philippine SpeciesDocument28 pagesAmaryllidaceae Family Guide with Endemic Philippine SpeciesMa-anJaneDiamos100% (1)
- Yanagiba Sharpening: Everything You Need To KnowDocument16 pagesYanagiba Sharpening: Everything You Need To KnowT ChenPas encore d'évaluation
- Darnell's Father Goes StrictDocument2 pagesDarnell's Father Goes StrictDavid Theodore Richardson IIIPas encore d'évaluation
- Catalyst Loading ProcedureDocument3 pagesCatalyst Loading ProcedureNaresh SamalaPas encore d'évaluation
- CHAPTER 15 Managing Current AssetsDocument26 pagesCHAPTER 15 Managing Current AssetsAhsanPas encore d'évaluation
- Environmental Science OEdDocument9 pagesEnvironmental Science OEdGenevieve AlcantaraPas encore d'évaluation
- Charlotte's Web: SynopsisDocument6 pagesCharlotte's Web: SynopsisAmbrosio MéndezPas encore d'évaluation
- Volume 1Document168 pagesVolume 1lalitendu jenaPas encore d'évaluation
- 1 The Fifth CommandmentDocument10 pages1 The Fifth CommandmentSoleil MiroPas encore d'évaluation
- SSMT ConplanDocument2 pagesSSMT ConplanJeffrey VillangcaPas encore d'évaluation
- DSUSJRC01161350 Corail ST-Total Hip SystemDocument20 pagesDSUSJRC01161350 Corail ST-Total Hip SystemXeniaPas encore d'évaluation
- Group 17-Solid State NMR - Questions-AnswersDocument5 pagesGroup 17-Solid State NMR - Questions-AnswersOmkar AkulwarPas encore d'évaluation
- Calculation of Lightning and Switching Overvoltages Transferred Through Power TransformerDocument9 pagesCalculation of Lightning and Switching Overvoltages Transferred Through Power TransformerBožidar Filipović-GrčićPas encore d'évaluation
- Test Units and Accessories: Sinteso™Document22 pagesTest Units and Accessories: Sinteso™Imad QsnPas encore d'évaluation
- Lab 9-Measurement of Filtrate Loss and Mud Cake Thickness of Drilling Mud Sample Using Dead Weight Hydraulic Filter Press Considering API Standard.Document17 pagesLab 9-Measurement of Filtrate Loss and Mud Cake Thickness of Drilling Mud Sample Using Dead Weight Hydraulic Filter Press Considering API Standard.Sunny BbaPas encore d'évaluation
- TESC CRC Office & Gym Roof Exterior PaintingDocument6 pagesTESC CRC Office & Gym Roof Exterior PaintinghuasPas encore d'évaluation
- Borri Ups b9000 Ups Service Manual - CompressDocument180 pagesBorri Ups b9000 Ups Service Manual - CompressArun SPas encore d'évaluation
- Holy Cross Academy Quarterly Cookery ExamDocument4 pagesHoly Cross Academy Quarterly Cookery ExamAlle Eiram Padillo95% (21)
- Secondary AssessmentsDocument12 pagesSecondary Assessmentsapi-338389967Pas encore d'évaluation
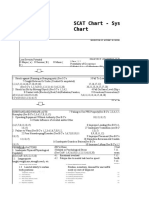
- SCAT Chart - Systematic Cause Analysis Technique - SCAT ChartDocument6 pagesSCAT Chart - Systematic Cause Analysis Technique - SCAT ChartSalman Alfarisi100% (1)
- Isolation and Characterization of Galactomannan From Sugar PalmDocument4 pagesIsolation and Characterization of Galactomannan From Sugar PalmRafaél Berroya Navárro100% (1)
- Ups Installation Method StatementDocument197 pagesUps Installation Method StatementehteshamPas encore d'évaluation
- SafewayDocument70 pagesSafewayhampshireiiiPas encore d'évaluation
- Experiment 4 (Group 1)Document4 pagesExperiment 4 (Group 1)Webster Kevin John Dela CruzPas encore d'évaluation