Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Sweet Emotion: Bass Line ForDocument2 pagesSweet Emotion: Bass Line ForJames Gale100% (1)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- 11th House of IncomeDocument9 pages11th House of IncomePrashanth Rai0% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Eastman Polymers - Processing and Mold Design GuidelinesDocument44 pagesEastman Polymers - Processing and Mold Design GuidelinesnimonhPas encore d'évaluation
- STSDSD QuestionDocument12 pagesSTSDSD QuestionAakash DasPas encore d'évaluation
- Community Tax Certificate PRINTDocument2 pagesCommunity Tax Certificate PRINTClarenz0% (1)
- Engineering Plastics..Document55 pagesEngineering Plastics..AmirAmiriPas encore d'évaluation
- CES Wrong Answer SummaryDocument4 pagesCES Wrong Answer SummaryZorg UAPas encore d'évaluation
- 1320 HP Zr2440w MonitorDocument2 pages1320 HP Zr2440w MonitorAmirAmiriPas encore d'évaluation
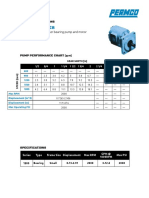
- Technical specifications and performance charts for 1500 series small displacement roller bearing pumpsDocument2 pagesTechnical specifications and performance charts for 1500 series small displacement roller bearing pumpsAmirAmiriPas encore d'évaluation
- Guidelines: Injection Mold DesignDocument4 pagesGuidelines: Injection Mold DesignAmirAmiriPas encore d'évaluation
- D 004663 PDFDocument96 pagesD 004663 PDFAmirAmiriPas encore d'évaluation
- Aluminium Alloy 1100 Data SheetDocument1 pageAluminium Alloy 1100 Data SheetKhaja NawasPas encore d'évaluation
- Moldeadora PDFDocument12 pagesMoldeadora PDFAmirAmiriPas encore d'évaluation
- Fatigue Testing MachineDocument3 pagesFatigue Testing MachineAmirAmiriPas encore d'évaluation
- Injection Molding Lecture 09-04-08Document20 pagesInjection Molding Lecture 09-04-08viswaforuPas encore d'évaluation
- 1511 04990Document20 pages1511 04990AmirAmiriPas encore d'évaluation
- Project Report FinalDocument52 pagesProject Report FinalAmirAmiri0% (1)
- Injection Moulding: CD Catalogue Online CatalogueDocument1 pageInjection Moulding: CD Catalogue Online CatalogueAmirAmiriPas encore d'évaluation
- Te TramerDocument8 pagesTe TramerAmirAmiriPas encore d'évaluation
- Forging 140519005802 Phpapp02Document38 pagesForging 140519005802 Phpapp02AmirAmiriPas encore d'évaluation
- Interface: Giving People A VoiceDocument3 pagesInterface: Giving People A VoiceAmirAmiriPas encore d'évaluation
- Ground Spur Gears Module 0.5 ISO Class 5 8mm Face 20Document2 pagesGround Spur Gears Module 0.5 ISO Class 5 8mm Face 20AmirAmiriPas encore d'évaluation
- PDM PLMDocument7 pagesPDM PLMAmirAmiriPas encore d'évaluation
- Honeywell Ekoflush - Airco SpoelenDocument4 pagesHoneywell Ekoflush - Airco SpoelenAmirAmiriPas encore d'évaluation
- Injection Moulding: CD Catalogue Online CatalogueDocument1 pageInjection Moulding: CD Catalogue Online CatalogueAmirAmiriPas encore d'évaluation
- Scoring Short Ipaq April04Document9 pagesScoring Short Ipaq April04AmirAmiriPas encore d'évaluation
- 522541Document8 pages522541AmirAmiriPas encore d'évaluation
- Training Documents - SolidWorks ComposerDocument2 pagesTraining Documents - SolidWorks ComposerAmirAmiriPas encore d'évaluation
- Dmls Design GuidelinesDocument8 pagesDmls Design GuidelinesAmirAmiriPas encore d'évaluation
- PrefDocument3 pagesPrefAmirAmiriPas encore d'évaluation
- Appendix Nve: RsionsDocument7 pagesAppendix Nve: RsionsAmirAmiriPas encore d'évaluation
- Plate Design For Husky Manifold SystemsDocument14 pagesPlate Design For Husky Manifold SystemsAmirAmiriPas encore d'évaluation
- Tool CRMDocument36 pagesTool CRMAmirAmiriPas encore d'évaluation
- Injection MoldingDocument8 pagesInjection MoldingDebasmiti MishraPas encore d'évaluation
- Harmonic Motion of A Maxwell Model: Trigonometric NotationDocument4 pagesHarmonic Motion of A Maxwell Model: Trigonometric NotationAmirAmiriPas encore d'évaluation
- Product Data: Real-Time Frequency Analyzer - Type 2143 Dual Channel Real-Time Frequency Analyzers - Types 2144, 2148/7667Document12 pagesProduct Data: Real-Time Frequency Analyzer - Type 2143 Dual Channel Real-Time Frequency Analyzers - Types 2144, 2148/7667jhon vargasPas encore d'évaluation
- Air India CpioDocument5 pagesAir India CpioVicky GautamPas encore d'évaluation
- Chemical Reaction Engineering: Cap Iii: Rate Laws and StoichiometryDocument53 pagesChemical Reaction Engineering: Cap Iii: Rate Laws and StoichiometryMarthaAlbaGuevaraPas encore d'évaluation
- All India Ticket Restaurant Meal Vouchers DirectoryDocument1 389 pagesAll India Ticket Restaurant Meal Vouchers DirectoryShauvik HaldarPas encore d'évaluation
- Kimone Wright - Registered Nurse ResumeDocument2 pagesKimone Wright - Registered Nurse Resumeapi-365123958Pas encore d'évaluation
- Economy 1 PDFDocument163 pagesEconomy 1 PDFAnil Kumar SudarsiPas encore d'évaluation
- The Sociopath's MantraDocument2 pagesThe Sociopath's MantraStrategic ThinkerPas encore d'évaluation
- Solar PV Power Plants Harmonics Impacts: Abstract - The Power Quality (PQ) Effects of AggregatedDocument5 pagesSolar PV Power Plants Harmonics Impacts: Abstract - The Power Quality (PQ) Effects of Aggregatederic saputraPas encore d'évaluation
- QuizInfo8 6 10Document373 pagesQuizInfo8 6 10Gill BeroberoPas encore d'évaluation
- Mock-B1 Writing ReadingDocument6 pagesMock-B1 Writing ReadingAnonymous 0uBSrduoPas encore d'évaluation
- HIstory of PerfumeDocument3 pagesHIstory of PerfumebetselevenPas encore d'évaluation
- Yale Film Analysis WebsiteDocument5 pagesYale Film Analysis WebsiteizmcnortonPas encore d'évaluation
- JNVD Souvenir FinalDocument67 pagesJNVD Souvenir Finalkundanno1100% (1)
- Ict Lesson 2 Lesson PlanDocument3 pagesIct Lesson 2 Lesson Planapi-279616721Pas encore d'évaluation
- One Stop Report - Tata MotorsDocument119 pagesOne Stop Report - Tata MotorsJia HuiPas encore d'évaluation
- CAE-NUST College Aeronautical Engineering AssignmentDocument3 pagesCAE-NUST College Aeronautical Engineering AssignmentBahram TahirPas encore d'évaluation
- Economics 1A and B WorkbookDocument90 pagesEconomics 1A and B WorkbookmrlsrpssqbucxwswfjPas encore d'évaluation
- Choosing the Right Organizational Pattern for Your SpeechDocument19 pagesChoosing the Right Organizational Pattern for Your SpeechKyle RicardoPas encore d'évaluation
- Old Testament Books Bingo CardsDocument9 pagesOld Testament Books Bingo CardsSiagona LeblancPas encore d'évaluation
- Sach Bai Tap Tieng Anh8 - Mai Lan HuongDocument157 pagesSach Bai Tap Tieng Anh8 - Mai Lan Huongvothithao19750% (1)
- Nursing ManagementDocument14 pagesNursing ManagementNolan Ivan EudinPas encore d'évaluation
- 2 Obligations General Provisions 1156 1162Document15 pages2 Obligations General Provisions 1156 1162Emanuel CenidozaPas encore d'évaluation
- Free ArtistDocument1 pageFree Artistnunomgalmeida-1Pas encore d'évaluation
- Work-Life Balance: Before ReadingDocument5 pagesWork-Life Balance: Before ReadingJulianna AvilaPas encore d'évaluation