Vous aimerez peut-être aussi
- Design, Fabrication and Performance Evaluation of A Small Capacity Mungbean ShellerDocument42 pagesDesign, Fabrication and Performance Evaluation of A Small Capacity Mungbean Shellerprincejhumer0% (1)
- Chapter 7 - Geothermal PowerDocument2 pagesChapter 7 - Geothermal PowerHectorCabz100% (1)
- Design and Fabrication of Munggo Beans Sheller For Farmers in TarlacDocument13 pagesDesign and Fabrication of Munggo Beans Sheller For Farmers in TarlacAngeloTomalonPas encore d'évaluation
- Topic1 ICEDocument41 pagesTopic1 ICEsheilaPas encore d'évaluation
- Chapter 1 and 2-Very-Very-FinalDocument20 pagesChapter 1 and 2-Very-Very-FinalCharlyn FloresPas encore d'évaluation
- EngineDocument2 pagesEngineJohn Lester Mones0% (1)
- Coconut Dehusking MachineDocument11 pagesCoconut Dehusking Machineryeue100% (1)
- DTAM - Chap05 - Shaft, Key, and KewayDocument20 pagesDTAM - Chap05 - Shaft, Key, and KewayJohn CennaPas encore d'évaluation
- Manual On Aqua EngDocument102 pagesManual On Aqua EngGIMRIL ATESPas encore d'évaluation
- Cassava PeelerDocument22 pagesCassava PeelerRodel Ongcoy100% (1)
- Development of Village-Type Cacao Pod Breaker With Bean SeparatorDocument58 pagesDevelopment of Village-Type Cacao Pod Breaker With Bean SeparatorJayson Sagsagat100% (1)
- Journal 2Document16 pagesJournal 2Ja123100% (1)
- Water Hyacinth Fiber Stripping MachineDocument2 pagesWater Hyacinth Fiber Stripping MachineRonald Melvin Rodriguez Rosas100% (1)
- AME-Chap11-Spraying and Dusting EquipmentDocument6 pagesAME-Chap11-Spraying and Dusting EquipmentJordan YapPas encore d'évaluation
- 4 Simple StressesDocument25 pages4 Simple StressesPRASAD326Pas encore d'évaluation
- ChE140 Glass Industry in The PhilippinesDocument22 pagesChE140 Glass Industry in The PhilippinesHanna Talaro100% (1)
- FAA-Fish Amino Acid: Function Animal - Source of Protein Plants - Source of Nitrogen Process FlowDocument7 pagesFAA-Fish Amino Acid: Function Animal - Source of Protein Plants - Source of Nitrogen Process FlowCZARDALE ANGELO DELA GUARDIAPas encore d'évaluation
- Mudfish Breeding GuideDocument6 pagesMudfish Breeding Guide박한별Pas encore d'évaluation
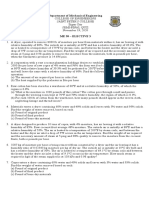
- Eloisa Mae S. Semilla - ABE 131 Lecture (Chapter 4) Problem SetDocument3 pagesEloisa Mae S. Semilla - ABE 131 Lecture (Chapter 4) Problem SetEloisa Mae Sotelo Semilla100% (1)
- Design, Fabrication, Commissioning and Maintenance of Reciprocating Ice Cream Mixer (Sorbetes)Document53 pagesDesign, Fabrication, Commissioning and Maintenance of Reciprocating Ice Cream Mixer (Sorbetes)Montzo Diana BaltonadoPas encore d'évaluation
- 5 - Review Notes - TRACTORSDocument9 pages5 - Review Notes - TRACTORSJoebert SabidoPas encore d'évaluation
- What Is Agricultural Material HandlingDocument4 pagesWhat Is Agricultural Material HandlingpawanPas encore d'évaluation
- CLSU ABE Review 2022 APE Chap 03 Draft Animal PowerDocument29 pagesCLSU ABE Review 2022 APE Chap 03 Draft Animal PowerBilly AgustinPas encore d'évaluation
- Question: Two Walls of A Storage Plant Composed of Insulating Material (Document3 pagesQuestion: Two Walls of A Storage Plant Composed of Insulating Material (MelindaPas encore d'évaluation
- Farm MechanizationDocument48 pagesFarm MechanizationKATE ARBIE LACDO-OPas encore d'évaluation
- 131 Bignay Juice ExtractorDocument11 pages131 Bignay Juice ExtractorPatrizaPas encore d'évaluation
- 7 - Review Notes - TILLAGE EQUIPMENTDocument20 pages7 - Review Notes - TILLAGE EQUIPMENTJoey camalitaPas encore d'évaluation
- SWCE and Fluid Mechanics Assignment With AnswersDocument5 pagesSWCE and Fluid Mechanics Assignment With AnswerstatobeannPas encore d'évaluation
- Agricultural Machinery and EquipmentDocument42 pagesAgricultural Machinery and EquipmentIremar Joseph AmplayoPas encore d'évaluation
- Angricultural ProcessingDocument8 pagesAngricultural ProcessingYendis SamsonPas encore d'évaluation
- 4 - Review Notes - HUMAN and ANIMAL POWERDocument10 pages4 - Review Notes - HUMAN and ANIMAL POWERJoey camalitaPas encore d'évaluation
- Mechanical DryerDocument11 pagesMechanical DryerCharlyn Flores100% (1)
- 11 19 20 Elective 3 QUIZDocument3 pages11 19 20 Elective 3 QUIZJames Patrick TorresPas encore d'évaluation
- SOLAR DRYER v1Document43 pagesSOLAR DRYER v1Maria Angelica Borillo100% (1)
- Cabanero - Assignment M1L1L2 - ABM312Document3 pagesCabanero - Assignment M1L1L2 - ABM312April Lyn CabañeroPas encore d'évaluation
- ABE 131 Lecture (Chapter 2B)Document91 pagesABE 131 Lecture (Chapter 2B)leojhunpalisocPas encore d'évaluation
- IV IrrigationDocument24 pagesIV IrrigationJose Carlo Dizon100% (1)
- Pedal Grass CutterDocument15 pagesPedal Grass CutterLiane's World100% (1)
- Business Model Canvas (BMC) : Just Coconut IncorporationDocument16 pagesBusiness Model Canvas (BMC) : Just Coconut IncorporationJamie RamosPas encore d'évaluation
- Narrative Report of Others For StudentsDocument4 pagesNarrative Report of Others For StudentsChristian Reyes YapPas encore d'évaluation
- Aytoncycle Me211Document6 pagesAytoncycle Me211Althea Iris DanoPas encore d'évaluation
- Fig.5. Diagram Showing TDC and BDC PositionsDocument7 pagesFig.5. Diagram Showing TDC and BDC PositionsKarolina DermawanPas encore d'évaluation
- 2-21 LastDocument22 pages2-21 LastAlexis CarpenaPas encore d'évaluation
- Belt Drives Practice ProblemsDocument1 pageBelt Drives Practice ProblemsEdelene Balitaosan100% (1)
- AME-Chap05-Power Transmission DriveDocument11 pagesAME-Chap05-Power Transmission DriveJordan Yap0% (1)
- Improving The Design of Palay Grain CollectorDocument15 pagesImproving The Design of Palay Grain Collectorroronoa zoroPas encore d'évaluation
- 101 Rice FactsDocument13 pages101 Rice FactsrbmalasaPas encore d'évaluation
- ABEN 2427: ABE and Related Laws, Specifications, Contracts & Professional EthicsDocument10 pagesABEN 2427: ABE and Related Laws, Specifications, Contracts & Professional EthicsJhayziel OrpianoPas encore d'évaluation
- Agricultural Power and Energy SourcesDocument30 pagesAgricultural Power and Energy SourcesRyan Carlo LapuagPas encore d'évaluation
- Agricultural Processing, Structures, and Allid SubjectsDocument200 pagesAgricultural Processing, Structures, and Allid SubjectsJC YabisPas encore d'évaluation
- Diesel Hydro PowerDocument6 pagesDiesel Hydro PowerCollano M. Noel RogiePas encore d'évaluation
- Agricultural Structures - Housing For Broiler Production: PAES 402:2001Document66 pagesAgricultural Structures - Housing For Broiler Production: PAES 402:2001JOEZEL ENTIENZAPas encore d'évaluation
- EXERCISE 1 - SolDocument19 pagesEXERCISE 1 - SolmaePas encore d'évaluation
- PAES 020 2005 Metrication GuidelinesDocument26 pagesPAES 020 2005 Metrication GuidelinesAnonymous ip4R260% (1)
- Performance Evaluation of Single Drum and Double Drum ThreshersDocument10 pagesPerformance Evaluation of Single Drum and Double Drum ThreshersAnthony YapPas encore d'évaluation
- Comparative Performance of A Locally Developed Votex Rice Fan ThresherDocument6 pagesComparative Performance of A Locally Developed Votex Rice Fan ThresherOyeniyi Samuel KehindePas encore d'évaluation
- Development and Evaluation of Pick Positioner For Fruit Harvesting and Tree PruningDocument5 pagesDevelopment and Evaluation of Pick Positioner For Fruit Harvesting and Tree PruningAnkitPas encore d'évaluation
- Enhancing The Productivity and Profitability in Rice Cultivation by Planting MethodsDocument3 pagesEnhancing The Productivity and Profitability in Rice Cultivation by Planting MethodsSheeja K RakPas encore d'évaluation
- Journal of Agricultural Engineering Research Vol. 23 Iss. 1Document7 pagesJournal of Agricultural Engineering Research Vol. 23 Iss. 1Sergey ZlenkoPas encore d'évaluation
- CSM BodyDocument13 pagesCSM BodytylePas encore d'évaluation
- ProvRem ReviewDocument12 pagesProvRem ReviewAnthony YapPas encore d'évaluation
- Demand To VacateDocument3 pagesDemand To VacateAnthony YapPas encore d'évaluation
- Application For Notarial CommissionDocument5 pagesApplication For Notarial CommissionAnthony Yap100% (1)
- Administrative Disciplinary Cases (Deped) A. Filing of The Complaint/ Motu PropioDocument2 pagesAdministrative Disciplinary Cases (Deped) A. Filing of The Complaint/ Motu PropioAnthony YapPas encore d'évaluation
- Notice of Preventive SuspensionDocument1 pageNotice of Preventive SuspensionAnthony Yap100% (2)
- Change of Address PleadingDocument2 pagesChange of Address PleadingAnthony Yap100% (1)
- Complaint AffidavitDocument2 pagesComplaint AffidavitAnthony YapPas encore d'évaluation
- Notice of Change of AddressDocument2 pagesNotice of Change of AddressAnthony Yap100% (2)
- Compromise AgreementDocument2 pagesCompromise AgreementAnthony YapPas encore d'évaluation
- Affidavit For Delayed Registration of BirthDocument1 pageAffidavit For Delayed Registration of BirthAnthony YapPas encore d'évaluation
- Public International LawDocument8 pagesPublic International LawAnthony Yap100% (1)
- Complaint For Unlawful Detainer SampleDocument4 pagesComplaint For Unlawful Detainer SampleAnthony YapPas encore d'évaluation
- Affidavit of Consent To TravelDocument1 pageAffidavit of Consent To TravelAnthony YapPas encore d'évaluation
- Agency and Trust ReviewDocument18 pagesAgency and Trust ReviewAnthony YapPas encore d'évaluation
- SPA To ArguellesDocument1 pageSPA To ArguellesAnthony YapPas encore d'évaluation
- Evidence Review From RIANODocument51 pagesEvidence Review From RIANOAnthony Yap94% (16)
- Obligations ReviewDocument27 pagesObligations ReviewAnthony YapPas encore d'évaluation
- Criminal Law Review Part2Document37 pagesCriminal Law Review Part2Anthony YapPas encore d'évaluation
- Partnership ReviewDocument32 pagesPartnership ReviewAnthony YapPas encore d'évaluation
- Corporation Law Notes by AquinoDocument3 pagesCorporation Law Notes by AquinoAnthony Yap67% (3)
- Production and Evaluation of Cement-Bonded Particle Board Using Cogon Grass As ConstituentDocument9 pagesProduction and Evaluation of Cement-Bonded Particle Board Using Cogon Grass As ConstituentAnthony YapPas encore d'évaluation
- Title VIII Tax Remedies NotesDocument7 pagesTitle VIII Tax Remedies NotesAnthony Yap100% (1)
- Performance Evaluation of Single Drum and Double Drum ThreshersDocument10 pagesPerformance Evaluation of Single Drum and Double Drum ThreshersAnthony YapPas encore d'évaluation
- Principles Law On TrustsDocument3 pagesPrinciples Law On TrustsAnthony Yap100% (1)
- Nabard Grade - A BDocument143 pagesNabard Grade - A BTaran Sikka100% (1)
- AMUL Taste of IndiaDocument44 pagesAMUL Taste of Indialaxmikant-sharma-8109Pas encore d'évaluation
- 67 Congress Itlay 2015 - All Board Papers PDFDocument196 pages67 Congress Itlay 2015 - All Board Papers PDFpuji yuliantoPas encore d'évaluation
- Chapter 5 - FypsDocument4 pagesChapter 5 - FypsRene Rey MondiaPas encore d'évaluation
- USDA FV ManualDocument538 pagesUSDA FV ManualasancheztPas encore d'évaluation
- George Washington Carver Thesis StatementDocument4 pagesGeorge Washington Carver Thesis Statementkimberlywilliamslittlerock100% (2)
- Factors Influencing Land Use and Land Cover ChangeDocument9 pagesFactors Influencing Land Use and Land Cover ChangeGurpreet BediPas encore d'évaluation
- Laboratory Activity 2BDocument5 pagesLaboratory Activity 2BRose Ann MadenancilPas encore d'évaluation
- 01 MsapDocument8 pages01 MsapGreenPas encore d'évaluation
- Assessment of Existing Micro Dams in Ethiopia, Sudan and UgandaDocument14 pagesAssessment of Existing Micro Dams in Ethiopia, Sudan and Ugandaemanuele pontoniPas encore d'évaluation
- Journal of Krishi Vigyan Vol 11 Issue 1 (July-December 2022)Document460 pagesJournal of Krishi Vigyan Vol 11 Issue 1 (July-December 2022)Manoj SharmaPas encore d'évaluation
- NC State 2009 Presentation 1Document33 pagesNC State 2009 Presentation 1Shubham KunwarPas encore d'évaluation
- Cannabis Plant NutritionDocument11 pagesCannabis Plant NutritionJaviercm10Pas encore d'évaluation
- Peace Corps Small Project Assistance Program USAID Annual Report 1987Document335 pagesPeace Corps Small Project Assistance Program USAID Annual Report 1987Accessible Journal Media: Peace Corps Documents100% (1)
- Capsicum DPR PDFDocument152 pagesCapsicum DPR PDFjk tvPas encore d'évaluation
- Contoh Poster CBA7thDocument1 pageContoh Poster CBA7thdamemanaluPas encore d'évaluation
- List of Dental ClinicsDocument222 pagesList of Dental Clinicsshiva lakshmiPas encore d'évaluation
- Dole 400Document5 pagesDole 400gerardoPas encore d'évaluation
- Ahsan Ullah Self RevisedDocument4 pagesAhsan Ullah Self RevisedAhsan UllahPas encore d'évaluation
- RAWE Report, Done by Mr. Kaustubh DasDocument71 pagesRAWE Report, Done by Mr. Kaustubh DasKaustubh Das0% (2)
- Stakeholder Participation For Environmental Management A Literature Review. Biological ConservationDocument12 pagesStakeholder Participation For Environmental Management A Literature Review. Biological ConservationafdtsypimPas encore d'évaluation
- S.No Designation/Role Representing Organisation/ InstitutionDocument56 pagesS.No Designation/Role Representing Organisation/ InstitutionRamprasath JayabalanPas encore d'évaluation
- Ruler Banking in IndiaDocument26 pagesRuler Banking in Indiadeepti singhalPas encore d'évaluation
- Ict, Natural Resource Management and Local DevelopmentDocument55 pagesIct, Natural Resource Management and Local DevelopmentLaye Kanté100% (1)
- Francisco J. Villalobos, Elias Fereres (Eds.) - Principles of Agronomy For Sustainable Agriculture-SDocument543 pagesFrancisco J. Villalobos, Elias Fereres (Eds.) - Principles of Agronomy For Sustainable Agriculture-SJhon ReyesPas encore d'évaluation
- Manual CannabisDocument2 pagesManual CannabisDiegoOrlando Medina PérezPas encore d'évaluation
- AttachmentDocument30 pagesAttachmentSkumarPas encore d'évaluation
- Biomass To Ethanol ProcessDocument132 pagesBiomass To Ethanol ProcessLTE002Pas encore d'évaluation
- Ra 9147Document11 pagesRa 9147Arthur John GarratonPas encore d'évaluation
- Engg. 30.4.2009Document80 pagesEngg. 30.4.2009Hussein Nashaat SabahPas encore d'évaluation