Vous aimerez peut-être aussi
- Heat Transfer FundamentalsDocument6 pagesHeat Transfer FundamentalsMuhammad FahadPas encore d'évaluation
- Cost of Ethylene Plant 1663323766Document12 pagesCost of Ethylene Plant 1663323766vsvineeshPas encore d'évaluation
- Pump Modularization StrategiesDocument38 pagesPump Modularization StrategiesvsvineeshPas encore d'évaluation
- Distillation Column PipingDocument57 pagesDistillation Column PipingKaran Singh92% (13)
- DNV RP D101 October 2008Document42 pagesDNV RP D101 October 2008aop10468100% (1)
- Debtfree Companies in India PDFDocument5 pagesDebtfree Companies in India PDFvsvineeshPas encore d'évaluation
- NC3658 Flange CheckDocument2 pagesNC3658 Flange CheckvsvineeshPas encore d'évaluation
- c2 - Static Load Case EditorDocument22 pagesc2 - Static Load Case EditorEsapermana RiyanPas encore d'évaluation
- Load CasesDocument8 pagesLoad Casestebodin_319100% (1)
- Finite Element Analysis of Stress Factors in Pipe BendsDocument7 pagesFinite Element Analysis of Stress Factors in Pipe BendsSteve IpPas encore d'évaluation
- SS 316 and SS316LDocument1 pageSS 316 and SS316LvsvineeshPas encore d'évaluation
- 3 Piece Ball Valves Doc. 72308 Rev. FDocument6 pages3 Piece Ball Valves Doc. 72308 Rev. FvsvineeshPas encore d'évaluation
- Trading DivergencesDocument60 pagesTrading Divergencesswetha reddy100% (9)
- Air Cooler ModelingDocument1 pageAir Cooler ModelingvsvineeshPas encore d'évaluation
- Pipe Hydraulics & Sizing PDFDocument23 pagesPipe Hydraulics & Sizing PDFvsvineeshPas encore d'évaluation
- Hanger Sizing Module3Document30 pagesHanger Sizing Module3vsvineeshPas encore d'évaluation
- ABBREVIATIONS GUIDEDocument48 pagesABBREVIATIONS GUIDEvsvineeshPas encore d'évaluation
- Design Requirements For Reciprocating CompressorsDocument3 pagesDesign Requirements For Reciprocating Compressorsvsvineesh100% (1)
- English Grammar TensesDocument38 pagesEnglish Grammar Tensesapi-283719185Pas encore d'évaluation
- Stock Picks 2015-KarvyDocument18 pagesStock Picks 2015-KarvyvsvineeshPas encore d'évaluation
- Stress AnalysisDocument6 pagesStress Analysisapi-3836286100% (4)
- More Than $150 Billion of Oil Projects To Face Axe in 2015Document6 pagesMore Than $150 Billion of Oil Projects To Face Axe in 2015vsvineeshPas encore d'évaluation
- Dig - PhotographyDocument12 pagesDig - PhotographyvsvineeshPas encore d'évaluation
- Flare Systems - Major Thrust PointsDocument5 pagesFlare Systems - Major Thrust PointsvsvineeshPas encore d'évaluation
- Autofocus - DSLRDocument9 pagesAutofocus - DSLRvsvineeshPas encore d'évaluation
- Astm D 2321Document10 pagesAstm D 2321vsvineeshPas encore d'évaluation
- Stress AnalysisDocument6 pagesStress Analysisapi-3836286100% (4)
- Sensors in PhotographyDocument9 pagesSensors in PhotographyvsvineeshPas encore d'évaluation
- Single-Lens Reflex CameraDocument13 pagesSingle-Lens Reflex CameravsvineeshPas encore d'évaluation
- Autofocus - DSLRDocument9 pagesAutofocus - DSLRvsvineeshPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- MOM I - Module 37Document6 pagesMOM I - Module 37Muhammad HabibPas encore d'évaluation
- Nordson 2018 Replacement Parts Catalog PDFDocument318 pagesNordson 2018 Replacement Parts Catalog PDFsaadalam218_773301970% (1)
- Carnot CycleDocument11 pagesCarnot CycleEngr RbPas encore d'évaluation
- Tut3 - Bending Moment and Shear Force Diagrams - MemoDocument12 pagesTut3 - Bending Moment and Shear Force Diagrams - MemoDazzle Njabs MbungelePas encore d'évaluation
- Steel Strips Sheaths For Pre-Stressing TendonsDocument8 pagesSteel Strips Sheaths For Pre-Stressing TendonsAbdullahPas encore d'évaluation
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaPas encore d'évaluation
- Cooling System Draining and Filling: Glycol UsageDocument10 pagesCooling System Draining and Filling: Glycol UsageluckinsidePas encore d'évaluation
- PsychrometricsDocument32 pagesPsychrometricskdsahooPas encore d'évaluation
- Figure R4-1: Vacuum Column FlowsheetDocument18 pagesFigure R4-1: Vacuum Column Flowsheetnico123456789Pas encore d'évaluation
- Test 1 BFC 43103 Semi I 20202021Document7 pagesTest 1 BFC 43103 Semi I 20202021Mohamad Ridhwan Bin ZahriPas encore d'évaluation
- ValveDocument26 pagesValvetiantaufik100% (1)
- CFD Simulation of Cross-Ventilation For A Generic IsolatedDocument14 pagesCFD Simulation of Cross-Ventilation For A Generic IsolatedMohamad HashemPas encore d'évaluation
- Soil Mechanics Problems QBDocument4 pagesSoil Mechanics Problems QBKalasekar M SwamyPas encore d'évaluation
- S Emi Rotary Hand Wing Pumps: A Plication PDocument2 pagesS Emi Rotary Hand Wing Pumps: A Plication PMarketing CTNPas encore d'évaluation
- Casing AccessoriesDocument48 pagesCasing AccessoriesDigger Downhole ToolsPas encore d'évaluation
- Fluid Machinery Syllabus PDFDocument3 pagesFluid Machinery Syllabus PDFBajajPas encore d'évaluation
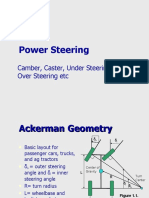
- Power Steering: Camber, Caster, Under Steering, Over Steering EtcDocument63 pagesPower Steering: Camber, Caster, Under Steering, Over Steering EtcShravan Bunny DuaPas encore d'évaluation
- Peake and Tobak 3D SeparationDocument25 pagesPeake and Tobak 3D SeparationPablitox84Pas encore d'évaluation
- A Low-Cost, Open Source Wind TurbineDocument23 pagesA Low-Cost, Open Source Wind TurbineStephen LynchPas encore d'évaluation
- WinPet BrochureDocument2 pagesWinPet BrochureTamil KumarPas encore d'évaluation
- Rds No. Standard Elementary System Size Pressure (Bar (G) )Document36 pagesRds No. Standard Elementary System Size Pressure (Bar (G) )Amit SharmaPas encore d'évaluation
- Identification Markings for Fasteners GuideDocument87 pagesIdentification Markings for Fasteners GuideasdfagPas encore d'évaluation
- CAT 385CLRE ElectricalDocument17 pagesCAT 385CLRE ElectricalGeorge Zormpas100% (1)
- Optimization of Geodetic DesignDocument9 pagesOptimization of Geodetic Designdev burmanPas encore d'évaluation
- RoofBolter - Technical Specification-FinalDocument5 pagesRoofBolter - Technical Specification-FinalSushantPas encore d'évaluation
- MT 2010Document8 pagesMT 2010kokonunezPas encore d'évaluation
- Chapter-1, Simple StressDocument71 pagesChapter-1, Simple Stresssherlockhisham100% (2)
- Alkylation Complex Start Up Plan: ObjectivesDocument10 pagesAlkylation Complex Start Up Plan: ObjectivesBikas SahaPas encore d'évaluation
- Implementing Turbulence Models Into The Compressible RANS EquationsDocument3 pagesImplementing Turbulence Models Into The Compressible RANS EquationsSiva RajPas encore d'évaluation
- Slide Valves - Flachschieber - Klizni Ventili - Valvole A GhigliottinaDocument54 pagesSlide Valves - Flachschieber - Klizni Ventili - Valvole A GhigliottinaTiberiu PalPas encore d'évaluation