Vous aimerez peut-être aussi
- Catalogo OllearisDocument55 pagesCatalogo OllearisPablo MarajPas encore d'évaluation
- Cambios Socioterritoriales en Buenos Durante La Decada de 1990Document25 pagesCambios Socioterritoriales en Buenos Durante La Decada de 1990Luisa CisnerosPas encore d'évaluation
- Vo 14Document1 pageVo 14jemanuelvPas encore d'évaluation
- Uso Del Suelo y Producción Perirubana y Rural Gabriel I. BoberConicetDocument17 pagesUso Del Suelo y Producción Perirubana y Rural Gabriel I. BoberConicetPablo MarajPas encore d'évaluation
- 04 - Rito PDFDocument310 pages04 - Rito PDFExolimar LozadaPas encore d'évaluation
- Curso ETAP PDFDocument55 pagesCurso ETAP PDFnovitopo91% (11)
- Senalización y ReglamentoDocument120 pagesSenalización y ReglamentoPablo MarajPas encore d'évaluation
- Vo 2Document8 pagesVo 2Juan TorresPas encore d'évaluation
- Nefa 921 PDFDocument1 pageNefa 921 PDFDario GomezPas encore d'évaluation
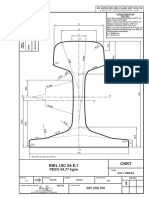
- Riel 54E1Document1 pageRiel 54E1Guido BenitezPas encore d'évaluation
- Vo 1Document2 pagesVo 1jemanuelvPas encore d'évaluation
- NEFA - 15 - Rueda Sólida Laminada y EjeDocument1 pageNEFA - 15 - Rueda Sólida Laminada y EjePablo MarajPas encore d'évaluation
- NEFA - 989 - Ruedas-Perfil de RodaduraDocument1 pageNEFA - 989 - Ruedas-Perfil de RodaduraPablo MarajPas encore d'évaluation
- Gvo 3236Document1 pageGvo 3236jemanuelvPas encore d'évaluation
- Pautas de Cableado y Conexión A Tierra para Variadores de CADocument120 pagesPautas de Cableado y Conexión A Tierra para Variadores de CAsantagertrudisPas encore d'évaluation
- Gvo - 3235 - Gálibo Trocha MediaDocument1 pageGvo - 3235 - Gálibo Trocha MediaPablo MarajPas encore d'évaluation
- Nag 125Document59 pagesNag 125vhlmPas encore d'évaluation
- Nag 112Document78 pagesNag 112poggiojPas encore d'évaluation
- EXUMBH-EXUMCHH-EXUMBMH-EXUMCMH Rev.04-20Document2 pagesEXUMBH-EXUMCHH-EXUMBMH-EXUMCMH Rev.04-20Pablo MarajPas encore d'évaluation
- Gvo 3234 Gálibo Trocha AnchaDocument1 pageGvo 3234 Gálibo Trocha AnchaPablo MarajPas encore d'évaluation
- Nag 100Document374 pagesNag 100Nacho Tomé100% (1)
- AEA Esquema BA4 2019Document21 pagesAEA Esquema BA4 2019Guillermo Stiep100% (1)
- Nt-004 RTD Pt100 para Saab RadarDocument59 pagesNt-004 RTD Pt100 para Saab RadarSantiago OrtizPas encore d'évaluation
- DELGA Exo - R - FichaDocument3 pagesDELGA Exo - R - FichaPablo MarajPas encore d'évaluation
- 9994224.3 - Compresor de Aire PDFDocument4 pages9994224.3 - Compresor de Aire PDFPablo MarajPas encore d'évaluation
- Documento Completo - PDF PDFA1bDocument8 pagesDocumento Completo - PDF PDFA1bPablo MarajPas encore d'évaluation
- SPAJ144C 755016 ESaaaDocument80 pagesSPAJ144C 755016 ESaaaJuan Cruz Simon CoutoPas encore d'évaluation
- EXNF, EXEF, EXCUF, EXREF, EXTPG, EXPO Rev.04-20Document2 pagesEXNF, EXEF, EXCUF, EXREF, EXTPG, EXPO Rev.04-20Pablo MarajPas encore d'évaluation
- 9994224.3 - Compresor de Aire PDFDocument4 pages9994224.3 - Compresor de Aire PDFPablo MarajPas encore d'évaluation
- Ordenanza MunicipalDocument3 pagesOrdenanza MunicipalPablo MarajPas encore d'évaluation
- Geo IngenieriaDocument18 pagesGeo IngenieriaYolanda Lindao JiménezPas encore d'évaluation
- Pip Queropalca 2 PDFDocument68 pagesPip Queropalca 2 PDFLuis Alberto Palacin ChamorroPas encore d'évaluation
- Glosario de Terminos CientificosDocument6 pagesGlosario de Terminos CientificoslamemelaPas encore d'évaluation
- La Diversidad Climatica Del PerúDocument8 pagesLa Diversidad Climatica Del PerúVanessita Lopez100% (2)
- Pdot LicanDocument192 pagesPdot LicanAnonymous fYnJ5QWWjxPas encore d'évaluation
- MEMORIA DESCRIPTIVA FinalDocument9 pagesMEMORIA DESCRIPTIVA FinalFranklyn Lopez quispePas encore d'évaluation
- Michel Serres - AtlasDocument247 pagesMichel Serres - AtlasANTIBABYLON83% (6)
- Ensayo de Tipos de EcosistemasDocument6 pagesEnsayo de Tipos de EcosistemasDanna PaolaPas encore d'évaluation
- Guía de Acondicionamiento Ambiental Final Final PDFDocument6 pagesGuía de Acondicionamiento Ambiental Final Final PDFVilma MataPas encore d'évaluation
- Informacion General YarabambaDocument3 pagesInformacion General YarabambafabiolaPas encore d'évaluation
- Geografia, Estadistica y RVDocument4 pagesGeografia, Estadistica y RVLeoner Juarez CruzPas encore d'évaluation
- Estimador de Costos O Hara EspañolDocument20 pagesEstimador de Costos O Hara EspañolPiero MercadoPas encore d'évaluation
- Estudio y Propuesta de Plan de Manejo Sostenible de La Microcuenca Pajrahui Jose Domingo Choquehuanca AzangaroDocument16 pagesEstudio y Propuesta de Plan de Manejo Sostenible de La Microcuenca Pajrahui Jose Domingo Choquehuanca AzangaroWiliamacPas encore d'évaluation
- Perfil Epidemiologico Valledupar TerminadoDocument134 pagesPerfil Epidemiologico Valledupar TerminadoIsabel Caro RosadoPas encore d'évaluation
- Comparación de Dos Clasificaciones Climáticas Del PerúDocument3 pagesComparación de Dos Clasificaciones Climáticas Del PerúDocenteCristianPas encore d'évaluation
- Comprension de LecturaDocument2 pagesComprension de LecturaGabrielaCB100% (3)
- Proyecto Olmos Hidrologia .Document18 pagesProyecto Olmos Hidrologia .judanPas encore d'évaluation
- Memoria A.P.Document6 pagesMemoria A.P.GERALDINE CORREA ORRILLOPas encore d'évaluation
- Introduccion Al Analisis de Patrones en PDFDocument139 pagesIntroduccion Al Analisis de Patrones en PDFGabriel PiedraPas encore d'évaluation
- Unidad IiDocument9 pagesUnidad IiEl camino a emprender tu negocio SamaniegoPas encore d'évaluation
- TesisDocument29 pagesTesisLourdes VCPas encore d'évaluation
- Cuestonario de Preguntas Arquitectura AmbientalDocument12 pagesCuestonario de Preguntas Arquitectura AmbientalballielPas encore d'évaluation
- Agro MeteorologíaDocument8 pagesAgro MeteorologíaNaomi Scarlett De La Torre ValdezPas encore d'évaluation
- Asfalto Cap 3Document40 pagesAsfalto Cap 3Patricio Isaac Lopez CarrascoPas encore d'évaluation
- Tema 5 Hidrosfera AlcrebiteDocument127 pagesTema 5 Hidrosfera AlcrebiteRaquel Garcia Domenech100% (2)
- Memoria Descritiva Definitivo-Proyecto Agua PotableDocument18 pagesMemoria Descritiva Definitivo-Proyecto Agua PotableluyacPas encore d'évaluation
- Prometeo (Madrid. 1908) - 1910, No. 16Document104 pagesPrometeo (Madrid. 1908) - 1910, No. 16stabiloooPas encore d'évaluation
- Capitulo II. Cambio ClimáticoDocument19 pagesCapitulo II. Cambio ClimáticoPamela Astrid BarahonaPas encore d'évaluation
- Analisis Documental - Antes Que Sea Tarde - (Evaluación Sumativa 2° Trimestre)Document3 pagesAnalisis Documental - Antes Que Sea Tarde - (Evaluación Sumativa 2° Trimestre); a w u v i iPas encore d'évaluation