Vous aimerez peut-être aussi
- Structure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsD'EverandStructure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsPas encore d'évaluation
- Current Topics in Amorphous Materials: Physics & TechnologyD'EverandCurrent Topics in Amorphous Materials: Physics & TechnologyY. SakuraiÉvaluation : 5 sur 5 étoiles5/5 (1)
- Spark Plasma Sintering - FundamentalsDocument35 pagesSpark Plasma Sintering - FundamentalsApurv Salunke100% (1)
- Lecture 8 XPSDocument62 pagesLecture 8 XPSarulmuruguPas encore d'évaluation
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Basics MetallographyDocument13 pagesBasics Metallographysantu_23Pas encore d'évaluation
- Ellingham DiagramDocument4 pagesEllingham DiagramRinku Singroha (JSHL-QUALITY)Pas encore d'évaluation
- Sem GuideDocument8 pagesSem Guideapi-242278641Pas encore d'évaluation
- A Brief Introduction To Molecular Orbital Theory oDocument4 pagesA Brief Introduction To Molecular Orbital Theory oBheim LlonaPas encore d'évaluation
- Basics of Vaccume and SputtringDocument87 pagesBasics of Vaccume and SputtringlavPas encore d'évaluation
- Chapter 4: Characterization Techniques For NanomaterialsDocument32 pagesChapter 4: Characterization Techniques For NanomaterialsPraveen KumarPas encore d'évaluation
- Vsepr TheoryDocument7 pagesVsepr TheoryAashiquePas encore d'évaluation
- Dielectric Materials: Tutorial 01Document24 pagesDielectric Materials: Tutorial 01akhileshPas encore d'évaluation
- Charpy Impact TestDocument2 pagesCharpy Impact TestAnonymous QmVGKZSM100% (1)
- Chapter 3.3 X-Ray Photoelectron Spectroscopy (XPS) : Dr. Nguyen Tuan LoiDocument81 pagesChapter 3.3 X-Ray Photoelectron Spectroscopy (XPS) : Dr. Nguyen Tuan LoiNhung ĐặngPas encore d'évaluation
- Concept Check Answers Ch6Document5 pagesConcept Check Answers Ch6Ruben Abreu100% (1)
- Previous Question Papers of Metallurgy and Material SciencesDocument10 pagesPrevious Question Papers of Metallurgy and Material SciencesRajeev SaiPas encore d'évaluation
- Two Step SinteringDocument4 pagesTwo Step Sinteringrajadasari5682Pas encore d'évaluation
- Engineering Alloys (Non Ferrous)Document52 pagesEngineering Alloys (Non Ferrous)Sukhwinder Singh GillPas encore d'évaluation
- TEM Lecture CrystallineDocument30 pagesTEM Lecture CrystallineSyed Abdul AhadPas encore d'évaluation
- Plasma and DC Bias PDFDocument45 pagesPlasma and DC Bias PDFMaureen Kae Atractivo SubalaPas encore d'évaluation
- Slide Uv VisDocument54 pagesSlide Uv VisElka Sushea IIPas encore d'évaluation
- Bonding in SolidsDocument31 pagesBonding in SolidsReddyvari VenugopalPas encore d'évaluation
- ESRDocument27 pagesESRKishore KishorePas encore d'évaluation
- Thin Film Deposition TechniquesDocument13 pagesThin Film Deposition TechniquesGaganpreetSinghPas encore d'évaluation
- Electrical Properties of SolidsDocument54 pagesElectrical Properties of SolidsAnthonio MJPas encore d'évaluation
- Sputtering 1Document64 pagesSputtering 1.. ..Pas encore d'évaluation
- Ferrimagnetism - WikipediaDocument2 pagesFerrimagnetism - WikipediaJames Matthew LimpinPas encore d'évaluation
- CD Ebook PDFDocument11 pagesCD Ebook PDFMauroPellencinPas encore d'évaluation
- Electrochemical Noise IntroDocument23 pagesElectrochemical Noise IntroDanie-ElsPas encore d'évaluation
- Mat Sci Slides 2Document29 pagesMat Sci Slides 2abcdPas encore d'évaluation
- Kirkendal Effect Paper PDFDocument4 pagesKirkendal Effect Paper PDFAnonymous DmKpKA6wHPas encore d'évaluation
- EBSD Overview NowellDocument86 pagesEBSD Overview NowellRolando Nuñez MonrroyPas encore d'évaluation
- 4.0 Solid-State Nucleation and Growth PDFDocument17 pages4.0 Solid-State Nucleation and Growth PDFLEONARD NYIRONGOPas encore d'évaluation
- PlasmaTech 3 TypesDocument34 pagesPlasmaTech 3 TypeswahidqhosyimPas encore d'évaluation
- Volumetric DilatometryDocument14 pagesVolumetric DilatometryNasim MalekiPas encore d'évaluation
- AssignmentDocument5 pagesAssignmentAbdul HannanPas encore d'évaluation
- Thin Film Deposition TechniquesDocument20 pagesThin Film Deposition TechniquesShayan Ahmad Khattak, BS Physics Student, UoPPas encore d'évaluation
- Re CrystallizationDocument476 pagesRe CrystallizationThaiThanh PhanPas encore d'évaluation
- Kirkendall Effect, Importance, and Theory, Its Use: HistoryDocument2 pagesKirkendall Effect, Importance, and Theory, Its Use: HistoryAbu HurairaPas encore d'évaluation
- Thermal Characterization Techniques2019 - HandoutsDocument8 pagesThermal Characterization Techniques2019 - HandoutsMuhammad OsamaPas encore d'évaluation
- Nano Technology (OE) - Unit 2Document94 pagesNano Technology (OE) - Unit 2Department of Chemical EngineeringPas encore d'évaluation
- Electrochimica Acta: Thomas Jurak, Sina S. Jamali, Yue ZhaoDocument13 pagesElectrochimica Acta: Thomas Jurak, Sina S. Jamali, Yue ZhaoTiara San MartinPas encore d'évaluation
- Characterization of NanomaterialsDocument75 pagesCharacterization of NanomaterialsAbhishek SharmaPas encore d'évaluation
- Sample Problems Enthalpy, Activity, Phase Diagram, Limiting and Excess ReactantsDocument23 pagesSample Problems Enthalpy, Activity, Phase Diagram, Limiting and Excess ReactantsArslan AnjumPas encore d'évaluation
- Anodic ProtectionDocument30 pagesAnodic ProtectionChintoo GeePas encore d'évaluation
- The Steady State Approximation Is A Method Used To Estimate The Overall Reaction Rate of A MultiDocument6 pagesThe Steady State Approximation Is A Method Used To Estimate The Overall Reaction Rate of A MultiMubashar ShakeelPas encore d'évaluation
- AFMDocument15 pagesAFManjaliPas encore d'évaluation
- lectut-MTN-513-pdf-Structure of Crystalline CeramicsDocument53 pageslectut-MTN-513-pdf-Structure of Crystalline CeramicsAkash AgarwalPas encore d'évaluation
- Crystal DefectsDocument3 pagesCrystal DefectsZa GurlzPas encore d'évaluation
- COMSOL SputteringDocument5 pagesCOMSOL SputteringEmanuel CapraPas encore d'évaluation
- Engineering Materials Lab ManualDocument14 pagesEngineering Materials Lab ManualHarood Nishat100% (1)
- Band Theory of Solids: Christian Bergfjord & Selda EkizDocument44 pagesBand Theory of Solids: Christian Bergfjord & Selda EkizAzhar MahmoodPas encore d'évaluation
- Thin FilmsDocument9 pagesThin Filmshareesh13hPas encore d'évaluation
- Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyDocument15 pagesCorrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyMichael Merino CrispinPas encore d'évaluation
- 571 Auger LectureDocument30 pages571 Auger LectureSaurav BhattacharjeePas encore d'évaluation
- James S Reed PDFDocument877 pagesJames S Reed PDFSghgdPas encore d'évaluation
- Materi 2-XRD PDFDocument120 pagesMateri 2-XRD PDFJan SetiawanPas encore d'évaluation
- Principle of Thin Film DepositionDocument41 pagesPrinciple of Thin Film DepositionAyesha SiddikaPas encore d'évaluation
- Analytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryD'EverandAnalytical Chemistry of Zirconium and Hafnium: International Series of Monographs in Analytical ChemistryPas encore d'évaluation
- Lacey Robertson Resume 3-6-20Document1 pageLacey Robertson Resume 3-6-20api-410771996Pas encore d'évaluation
- ..Product CatalogueDocument56 pages..Product Catalogue950 911Pas encore d'évaluation
- PDFDocument27 pagesPDFER Saurabh KatariyaPas encore d'évaluation
- Isi Rumen SBG Subtitusi HijauanDocument3 pagesIsi Rumen SBG Subtitusi HijauanBagas ImamsyahPas encore d'évaluation
- SP-Chapter 14 PresentationDocument83 pagesSP-Chapter 14 PresentationLoiDa FloresPas encore d'évaluation
- Pioneer 1019ah-K Repair ManualDocument162 pagesPioneer 1019ah-K Repair ManualjekPas encore d'évaluation
- G10 Lesson2 DLPDocument13 pagesG10 Lesson2 DLPAngeles, Mark Allen CPas encore d'évaluation
- DIR-819 A1 Manual v1.02WW PDFDocument172 pagesDIR-819 A1 Manual v1.02WW PDFSerginho Jaafa ReggaePas encore d'évaluation
- BBL PR Centralizer Rig Crew Handout (R1.1 2-20-19)Document2 pagesBBL PR Centralizer Rig Crew Handout (R1.1 2-20-19)NinaPas encore d'évaluation
- Analysis of Rates (Nh-15 Barmer - Sanchor)Document118 pagesAnalysis of Rates (Nh-15 Barmer - Sanchor)rahulchauhan7869Pas encore d'évaluation
- Lodge at The Ancient City Information Kit / Great ZimbabweDocument37 pagesLodge at The Ancient City Information Kit / Great ZimbabwecitysolutionsPas encore d'évaluation
- China Training WCDMA 06-06Document128 pagesChina Training WCDMA 06-06ryanz2009Pas encore d'évaluation
- Word CountDocument3 pagesWord CountLeo LonardelliPas encore d'évaluation
- UNIT 5-8 PrintingDocument17 pagesUNIT 5-8 PrintingNOODPas encore d'évaluation
- SPC FD 00 G00 Part 03 of 12 Division 06 07Document236 pagesSPC FD 00 G00 Part 03 of 12 Division 06 07marco.w.orascomPas encore d'évaluation
- Mushroom Project - Part 1Document53 pagesMushroom Project - Part 1Seshadev PandaPas encore d'évaluation
- Sample REVISION QUESTION BANK. ACCA Paper F5 PERFORMANCE MANAGEMENTDocument43 pagesSample REVISION QUESTION BANK. ACCA Paper F5 PERFORMANCE MANAGEMENTAbayneh Assefa75% (4)
- Culture 2007 2013 Projects Overview 2018-03-18Document133 pagesCulture 2007 2013 Projects Overview 2018-03-18PontesDeboraPas encore d'évaluation
- PD3 - Strategic Supply Chain Management: Exam Exemplar QuestionsDocument20 pagesPD3 - Strategic Supply Chain Management: Exam Exemplar QuestionsHazel Jael HernandezPas encore d'évaluation
- Hockney-Falco Thesis: 1 Setup of The 2001 PublicationDocument6 pagesHockney-Falco Thesis: 1 Setup of The 2001 PublicationKurayami ReijiPas encore d'évaluation
- AE Notification 2015 NPDCLDocument24 pagesAE Notification 2015 NPDCLSuresh DoosaPas encore d'évaluation
- GPP Calendar of Activities 2022 23 SdoDocument5 pagesGPP Calendar of Activities 2022 23 SdoRomel GarciaPas encore d'évaluation
- Registration ListDocument5 pagesRegistration ListGnanesh Shetty BharathipuraPas encore d'évaluation
- Best Mutual Funds For 2023 & BeyondDocument17 pagesBest Mutual Funds For 2023 & BeyondPrateekPas encore d'évaluation
- Iguard® LM SeriesDocument82 pagesIguard® LM SeriesImran ShahidPas encore d'évaluation
- Lightning Arrester Lightningcontroller MC 125-B/Npe: Operation and Fields of ApplicationDocument2 pagesLightning Arrester Lightningcontroller MC 125-B/Npe: Operation and Fields of ApplicationAnas BasarahPas encore d'évaluation
- CBC Heo (Wheel Loader) NC IIDocument58 pagesCBC Heo (Wheel Loader) NC IIJohn JamesPas encore d'évaluation
- Coaxial Cable Attenuation ChartDocument6 pagesCoaxial Cable Attenuation ChartNam PhamPas encore d'évaluation
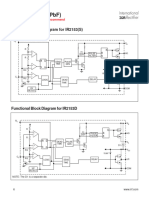
- IR2153 Parte6Document1 pageIR2153 Parte6FRANK NIELE DE OLIVEIRAPas encore d'évaluation
- A Comparative Study of Public Private Life Insurance Companies in IndiaDocument5 pagesA Comparative Study of Public Private Life Insurance Companies in IndiaAkansha GoyalPas encore d'évaluation