Académique Documents
Professionnel Documents
Culture Documents
613 2366 2 PB
Transféré par
THIRO10Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
613 2366 2 PB
Transféré par
THIRO10Droits d'auteur :
Formats disponibles
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
215
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
ESTUDO DA COMPACTAO DE MASSAS PARA CERMICA VERMELHA
Adans Custdio
1
, Manuela Custdio
1
, Rafael Pereira Da Coreggio
1
, Maykon Cargnin
2
1
Instituto Maximiliano Gaidzinski / Colgio Maximiliano Gadizinski
2
Instituto Maximiliano Gaidzinski / Departamento Tcnico / maykon.cargnin@imgnet.org.br
Resumo: A etapa de conformao de fundamental importncia para o processo cermico, uma vez que
nesta que o material adquire a forma e caractersticas estruturais pretendidas. O estudo baseou-se na
conformao por prensagem a seco e extruso de uma argila plstica para cermica vermelha. A argila foi
seca em estufa laboratorial, destorroada, peneirada e preparada com diferentes percentuais de umidade (7,
9 e 11%), sendo compactada em prensa laboratorial hidrulica com diferentes presses especficas (15, 20,
25 e 30 MPa). A argila tambm foi conformada em uma extrusora laboratorial com presso de vcuo de 50
kPa. Todos os corpos-de-prova foram secos e caracterizados. Os resultados demonstram que a densidade
aparente dos corpos-de-prova extrudados obtiveram um valor de 1860 kg//m
3
compatvel com a condio de
prensagem de 30 MPa com 11% de umidade para o processo de prensagem. A resistncia mecnica a
seco dos corpos-de-prova extrudados ficou at 2 a 4 MPa maior do que os produtos prensados. As queimas
foram realizadas em forno mufla laboratorial em diferentes temperaturas (800, 850 e 900C) e patamar de
queima de 5 minutos. A densidade aparente aps a queima apresentou valores de 1730 a 1780 kg/m3 para
o produto extrudado, confirmando um maior grau de compactao e confirmado pelos valores da resistncia
mecnica de 7 a 23 MPa. Os resultados mostram que a argila plstica conformada por extruso adquire
propriedades similares e at mesmo superiores a argila conformada por prensagem.
Palavras-Chave: cermica vermelha, prensagem, extruso, compactao.
1 INTRODUO
A etapa de conformao de fundamental importncia para o processo
cermico, uma vez que nesta que o material adquire a forma e caractersticas
estruturais pretendidas. Dependendo do tipo de produto que se desejar fabricar, um tipo
de processo de conformao selecionado para tal tarefa. Como o processo de
conformao apresenta grande influncia nas caractersticas do produto acabado, este
deve ser devidamente controlado, pois as variveis da mquina e tambm da matria-
prima podem contribuir nas caractersticas do produto produzido. Os processos mais
comuns de conformao existentes so por extruso, por prensagem a seco e por
colagem (AMORS, 2000, p.23-28).
A extruso atualmente concentrada na fabricao de cermicas vermelhas
como tijolos e telhas. Est associada a uma alta produtividade, principalmente para
produtos de seco transversal constante, onde a homogeneizao e a retirada do ar da
massa dentro da extrusora tm grande importncia para as caractersticas finais do
produto acabado. A extruso consiste na passagem forada de uma massa cermica
plstica por uma boquilha ou sada com determinado formato (RIBEIRO et. al., 2003,
p.37-42). Segundo Ribeiro et. al (2003, p.37-42), as foras de compresso no interior de
uma extrusora apresentam dois picos em zonas diferentes (Figura 01). O primeiro, de
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
216
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
baixa intensidade, surge logo no fim da primeira hlice junto ao cortador interno na
entrada da cmara de vcuo, onde surge a primeira restrio passagem da massa. O
outro pico, com incio na zona de pr-compresso e mximo entrada da sobre boca, tem
maior intensidade e define a zona onde se desenvolvem as foras de compresso do
material e onde se desenvolvem desgastes elevados dos componentes da extrusora.
Figura 01 Foras de compresso no interior da extrusora.
Fonte: Adaptado de Ribeiro et. al (2003, p.37-42).
A prensagem a seco tem por objetivo estabelecer uma forma definida a um p
moldvel, cujas caractersticas so variveis, atravs da homognea reduo da
porosidade do mesmo, transformando-o em um corpo compactado com maior densidade
e microestrutura adequada para obter-se as caractersticas finais desejadas (AMORS et.
al., 2000, p.14-20). A Figura 02 apresenta o mecanismo de conformao por prensagem
de um p cermico. A prensagem a seco a compresso de um p cermico dentro de
uma cavidade por um pisto ou puno, ocorrendo inicialmente a reduo do volume
ocupado pelos poros intergranulares e da reordenao dos grnulos. Em seguida, ocorre
a reduo do volume e tamanho dos espaos intergranulares por deformao plstica
associada com o esmagamento de grnulos ocos. Finalmente, a diminuio de volume e
tamanho dos poros intragranulares pelo deslizamento e reordenao das partculas
buscando alcanar um empacotamento mais denso.
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
217
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
Figura 02 Mecanismos de compactao. (a) Preenchimento do molde. (b) Reordenao
de grnulos. (c) Deformao e destruio de grnulos. (d) Reordenao das partculas no
interior dos grnulos. (e) Mximo empacotamento das partculas em presses muito altas.
(a) (b) (c) (d) (e)
Fonte: Adaptado de Amors (2000, p.14-20).
O objetivo geral deste trabalho avaliar as influncias dos processos de
conformao por extruso e prensagem de uma argila plstica para fabricao de
produtos de cermica estrutural (tijolo ou telha) sobre as caractersticas tcnicas a seco e
ps-queima. Para atingir este objetivo foi avaliado o grau de compactao da argila
atravs dos valores da densidade aparente e resistncia mecnica a flexo a seco das
amostras. Tambm foram avaliadas as propriedades de retrao linear, absoro de
gua, densidade aparente e resistncia mecnica a flexo das amostras aps a etapa de
queima em forno mufla laboratorial para diferentes temperaturas mximas.
2 METODOLOGIA
O procedimento experimental foi dividido em duas etapas, onde na primeira
foram confeccionados corpos-de-prova pelo mtodo de conformao por prensagem a
seco. Uma argila plstica foi selecionada e determinada sua umidade in natura, utilizando
uma amostra de 100g pesada em uma balana digital com resoluo de 0,01g e seca em
uma estufa laboratorial na temperatura de 11010C.
Outra quantidade desta argila (7 kg) foi seca em estufa laboratorial na
temperatura de 11010C e desagregada em um britador de mandbulas e em seguida
em um moinho de martelos. Com a obteno da argila na forma de p, a mesma foi
dividia em trs lotes, sendo que cada lote foi umidificado com um percentual de 7%, 9% e
11% de gua. Estes foram peneirados em malha de 9 mesh, deixando em descanso para
homogeneizao por um perodo de 24 horas. Cada lote de argila foi compactado em uma
prensa hidrulica laboratorial em um estampo com medidas de 70mm x 50mm com as
presses especficas de 15 MPa, 20 MPa, 25 MPa e 30 MPa. Os corpos-de-prova foram
medidos com um paqumetro analgico de resoluo de 0,05mm e pesados em uma
balana digital de resoluo de 0,01g e inseridos numa estufa laboratorial com
temperatura de 11010C para a secagem dos mesmos. Com a secagem dos corpos-de-
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
218
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
prova, foram obtidas novamente as dimenses e a massa. A densidade aparente a seco
foi determinada atravs do mtodo de empuxo por mercrio a uma temperatura de 25C.
A resistncia mecnica a flexo foi determinada atravs do mtodo dos trs apoios
utilizando o equipamento digital crmetro da marca Gabrielli.
Em paralelo, deu-se incio a conformao da argila por extruso, sendo que a
mesma foi preparada passando por um laminador, um misturador de roscas helicoidais e
umidificada para atingir o ponto plstico necessrio para a extruso (25% de umidade). A
argila em forma plstica foi conformada por uma extrusora laboratorial onde a mesma
forada por um sistema de rosca sem fim em uma cmara blindada onde o ar retirado
por meio de bomba a vcuo, com uma presso de vcuo de 50 kPa. A argila foi forada a
sair pela boquilha em uma seco constante com largura de 60 mm e foram cortados no
comprimento de 120 mm. Aps a conformao os corpos-de-prova foram medidos com
um paqumetro analgico com resoluo de 0,05 mm e pesados em uma balana digital
com resoluo de 0,01g. Estes foram postos para secar em temperatura ambiente por 48
horas e em seguida foram acondicionados em estufa laboratorial com temperatura de
11010C para secagem final por um perodo de 24 horas. Os corpos-de-prova foram
novamente medidos e pesados, determinando novamente as caractersticas de
resistncia mecnica a flexo e densidade aparente pelos mesmos mtodos descritos
anteriormente.
As queimas dos corpos-de-prova prensados e extrudados foram feitas,
simultaneamente, em um forno mufla laboratorial nas temperaturas de 800C, 850C e
900C, segundo uma taxa de aquecimento de 5,5C/min e patamar de 5 minutos na
temperatura mxima. Aps as queimas, os corpos-de-prova foram medidos com um
paqumetro analgico com resoluo de 0,05 mm e pesados em uma balana digital com
resoluo de 0,01g. A retrao linear (R
l
) foi determinada conhecendo a dimenso de
comprimento dos corpos-de-prova antes (L
i
) e aps (L
f
) a queima, utilizando a Eq. (1).
A absoro de gua foi determinada inserindo os corpos-de-prova,
devidamente pesados (m
i
), em um recipiente com gua fervendo e deixados por 2 horas
nestas condies. Aps este tempo, os corpos-de-prova so resfriados dentro do mesmo
recipiente utilizando uma corrente de gua fria e em seguida so secos com um pano
mido e pesados (m
f
) em uma balana digital com resoluo de 0,01g. O clculo do
percentual de gua absorvida pelos corpos-de-prova foi realizado utilizando a Eq. (2).
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
219
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
As caractersticas tcnicas ps-queima de densidade aparente e resistncia
mecnica a flexo foram determinadas conforme procedimento descrito anteriormente.
3 RESULTADOS E DISCUSSO
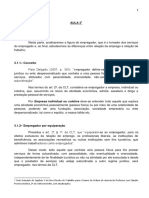
A Figura 03 um diagrama de isocompactao relacionando a densidade
aparente a seco do material pela umidade e presso de compactao pelo processo de
prensagem. Este diagrama mostra que para a obteno de uma mesma densidade a
seco, pode-se ter diferentes relaes entre umidade e presso de compactao. Percebe-
se que para uma presso especfica de compactao de 30 MPa com uma umidade de
11%, a massa cermica obteve uma densidade aparente a seco de 1850 kg/m e com o
processo de extruso foi obtido um valor de 1860 kg/m, ou seja, um resultado bem
semelhante para os dois processos. Vale salientar, que a tendncia que ocorra uma
reduo no valor da densidade aparente do material prensado, pois segundo Amors
(2001, p.15-23), para elevadas presses de compactao e umidade, a gua pode vir a
saturar os poros existentes na pea, impedindo sua posterior compactao em massas
argilosas.
Figura 03 Diagrama de isocompactao.
Com relao a resistncia mecnica a flexo a seco, demonstrado pela Figura
04, a argila compactada por extruso apresentou um valor de 9 MPa e a argila
compactada por prensagem obteve um valor entre 6,5 a 7 MPa, considerando uma
presso de 30 MPa e 11% de umidade, mostrando que o grau de compactao do
0 5 10 15 20 25
1,65
1,70
1,75
1,80
1,85
1,90
6 7 8 9 10 11 12
Umidade de Extruso (%)
D
e
n
s
i
d
a
d
e
A
p
a
r
e
n
t
e
(
x
1
0
3
k
g
/
m
3
)
Umidade de Prensagem (%)
15 MPa 20 MPa 25 MPa 30 MPa Extrudado
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
220
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
material extrudado maior, ou seja, mesmo com elevadas presses e umidades o
processo de prensagem no foi capaz que romper os gros da argila.
Para uma anlise das caractersticas tcnicas aps o processo de queima foi
selecionado os dados referentes a argila compactada com 30 MPa de presso especfica
e 11% de umidade em comparao com a argila extrudada. A Figura 05 mostra que para
a densidade aparente da argila compactada com 11% de umidade obteve-se um
comportamento prximo da argila extrudada, mas os valores apresentados demonstram
um menor grau de aproximao das partculas, mesmo com o aumento da temperatura de
queima.
Figura 04 Resistncia mecnica a flexo a seco em funo da presso de compactao
e umidade da massa.
0 5 10 15 20 25
0
1
2
3
4
5
6
7
8
9
10
6 7 8 9 10 11 12
Umidade de Extruso (%)
R
e
s
i
s
t
n
c
i
a
M
e
c
n
i
c
a
a
F
l
e
x
o
(
M
P
a
)
Umidade de Prensagem (%)
15 MPa 20 MPa 25 MPa 30 MPa Extrudado
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
221
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
Figura 05 Densidade aparente em funo da temperatura de queima e umidade de
prensagem (Presso especfica: 30 MPa).
A diferena de compactao destas massas (argila) fica evidente quando
analisada a resistncia mecnica a flexo aps a queima, conforme demonstrada pela
Figura 06. A massa extrudada mostrou ter uma resistncia mecnica a flexo muito
superior em relao a massa compactada por prensagem, fato que pode ser explicado
devido ao maior grau de homogeneidade da massa e maior aproximao das partculas
do processo de extruso, analisada anteriormente pela densidade aparente, conforme
anlise tambm realizada por Freitas et al (2009, p.15-18). Esta aproximao pode ser
comprovada pela formao de corao negro no material extrudado, evidenciando uma
baixa permeabilidade gasosa da massa.
1,60
1,64
1,68
1,72
1,76
1,80
780 800 820 840 860 880 900 920
D
e
n
s
i
d
a
d
e
A
p
a
r
e
n
t
e
(
x
1
0
3
k
g
/
m
3
)
Temperatura ( C)
7% 9% 11% Extrudado
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
222
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
Figura 06 Resistncia mecnica a flexo em funo da temperatura de queima e
umidade de prensagem (Presso
especfica: 30 MPa).
O comportamento da absoro de gua da argila extrudada e da argila
compactada por prensagem com umidades de 9% e 11% tiveram praticamente o mesmo
comportamento, ou seja, com o aumento da temperatura ocorre a densificao do
material e desta forma a diminuio do valor da absoro de gua, conforme
demonstrado pela Figura 07. Mesmo os resultados a seco demonstrando um maior grau
de compactao, os resultados de queima para a retrao linear foram maiores para a
massa compactada por extruso, conforme demonstrado pela Figura 08.
0
5
10
15
20
25
780 800 820 840 860 880 900 920
R
e
s
i
s
t
n
c
i
a
M
e
c
n
i
c
a
a
F
l
e
x
o
(
M
P
a
)
Temperatura ( C)
7% 9% 11% Extrudado
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
223
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
Figura 07 Absoro de gua em funo da temperatura de queima e umidade de
prensagem (Presso especfica: 30
MPa).
Figura 08 Retrao linear em funo da temperatura de queima e umidade de
prensagem (Presso especfica: 30 MPa).
4 CONSIDERAES FINAIS
De uma maneira geral, os resultados demonstram que o processo de extruso,
apresenta ser um processo eficiente em se tratando do grau de compactao de massas
cermicas, atribuindo caractersticas tcnicas interesses ao produto acabado, se
15
16
17
18
19
20
21
22
780 800 820 840 860 880 900 920
A
b
s
o
r
o
d
e
g
u
a
(
%
)
Temperatura ( C)
7% 9% 11% Extrudado
0,00
0,50
1,00
1,50
2,00
2,50
780 800 820 840 860 880 900 920
R
e
t
r
a
o
L
i
n
e
a
r
(
%
)
Temperatura ( C)
7% 9% 11% Extrudado
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
224
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
comparado com o processo de prensagem. O grau de compactao do produto extrudado
pode ser relacionado com o valor da densidade aparente aps o processo de secagem,
que obteve um valor de 1860 kg/m
3
, resultado este obtido com uma condio de
prensagem de 30 MPa de presso de compactao e umidade do p de 11%, valor este
relativamente elevado podendo originar alguns defeitos no produto conformado durante a
conformao. A resistncia mecnica a seco tambm apresentou maiores valores, ficando
em torno de 2 a 4 MPa a mais, se comparados com os materiais prensados,
demonstrando que no processo de extruso a massa argilosa apresenta, aparentemente,
uma maior coesividade. Aps a queima, o material extrudado apresentou bons resultados,
principalmente, para a resistncia mecnica a flexo obtendo valores da ordem de 7 a 23
MPa com o aumento da temperatura de queima, muito acima dos valores obtidos para o
material prensado. Isto se justifica, pois durante o processo de prensagem a fora
exercida sobre os grnulos no foi suficiente para acomod-los corretamente e muito
menos para romp-los, deixando o material com grandes quantidades de espaos vazios
e reduzindo os valores das propriedades analisadas.
AGRADECIMENTOS
Os autores abrem espao para agradecer ao Colgio Maximiliano Gaidzinski, a
Eliane S/A Revestimentos Cermicos e ao SINDICER de Morro da Fumaa (SC) por
disponibilizar suas instalaes, matrias-primas e os funcionrios que auxiliaram na
elaborao deste projeto.
REFERNCIAS
AMORS, J.L.A. A operao de prensagem: consideraes tcnicas e sua aplicao
industrial: Parte I: o preenchimento das cavidades do molde. Revista Cermica
Industrial, So Paulo, v.5, n.5, p.23-28, set./out. 2000.
RIBEIRO, M.J.; FERREIRA, A.A.L.; LABRINCHA, J.A. Aspectos Fundamentais sobre a
Extruso de Massas de Cermicas Vermelhas. Revista Cermica Industrial, So Paulo,
v.8, n.1, p.37-42, jan./fev. 2003.
AMORS, J.L.A. A operao de prensagem: consideraes tcnicas e sua aplicao
industrial: Parte II: a compactao. Revista Cermica Industrial, So Paulo, v.5, n.6,
p.14-20, nov./dez. 2000.
AMORS, J.L.A. A operao de prensagem: consideraes tcnicas e sua aplicao
industrial: Parte III: variveis do processo de compactao. Revista Cermica Industrial,
So Paulo, v.6, n.1, p.15-23, jan./fev. 2001.
1 Simpsio de Integrao Cientfica e Tecnolgica do Sul Catarinense SICT-Sul ISSN 2175-5302
225
Rev. Tcnico Cientfica (IFSC), v. 3, n. 1 (2012).
FREITAS, C.S.R.; PEREIRA, I.A.F.S.; PEREIRA, M.L.G.; SIMES, T.C.R.; FERREIRA,
A.A.L. Influncia de Diferentes Processos de Conformao nas Caractersticas Finais de
Produtos Cermicos. Revista Cermica Industrial, So Paulo, v.14, n.3, p.15-18,
maio/jun. 2009.
Vous aimerez peut-être aussi
- Ebook - Escoliose - ProfessorDocument43 pagesEbook - Escoliose - Professorantonia rodrigues100% (1)
- Avaliação Do IdosoDocument106 pagesAvaliação Do Idosoandreia neuroped100% (1)
- Cinco Verdades Essenciais Da Bhagavad-GitaDocument112 pagesCinco Verdades Essenciais Da Bhagavad-GitaKrsnadasa WilsonPas encore d'évaluation
- Tecnicas de ArmazenamentoDocument18 pagesTecnicas de ArmazenamentoRondinelle Almeida OliveiraPas encore d'évaluation
- Síntese Da Unidade 3-"Farsa de Inês Pereira"Document11 pagesSíntese Da Unidade 3-"Farsa de Inês Pereira"sofiaPas encore d'évaluation
- Vivências EducativasDocument6 pagesVivências EducativasThaynara ParanãPas encore d'évaluation
- Relatorio de AuditoriaDocument3 pagesRelatorio de AuditoriaUbirajaraheltPas encore d'évaluation
- Patricia Briggs - Alfa e Ômega 01 - Lobos Nao ChoramDocument250 pagesPatricia Briggs - Alfa e Ômega 01 - Lobos Nao ChoramJéssica Gardin Vasques100% (3)
- Tutorial de Cartografia GeomorfologicaDocument66 pagesTutorial de Cartografia GeomorfologicaCarlos Narvaez Lopez100% (1)
- Assentamento de Baba Egun - OdtDocument6 pagesAssentamento de Baba Egun - Odtbruno2706Pas encore d'évaluation
- Probabilidades DistribuicoesDocument10 pagesProbabilidades DistribuicoesAlexandra MendesPas encore d'évaluation
- Aululária - Plauto PDFDocument28 pagesAululária - Plauto PDFGabriela VarelaPas encore d'évaluation
- Sakura Trick - YuriVersoDocument18 pagesSakura Trick - YuriVersonicolePas encore d'évaluation
- 4 Atividade - Tensão Normal - Mecânica Dos Sólidos (9001100) - 2021 - 2Document4 pages4 Atividade - Tensão Normal - Mecânica Dos Sólidos (9001100) - 2021 - 2Luiz Miguel EstevesPas encore d'évaluation
- 31 0NwB4r20H8 2022Document24 pages31 0NwB4r20H8 2022Pâmella Aparecida Ferreira dos SantosPas encore d'évaluation
- Livro TesteDocument2 pagesLivro TesteRouter casa DilmaPas encore d'évaluation
- TCC Representação Figura Feminina CançõesDocument65 pagesTCC Representação Figura Feminina Cançõesrckst44Pas encore d'évaluation
- MWB T 202403Document16 pagesMWB T 202403Angelin GaidarjiPas encore d'évaluation
- Acordos de Isenção Supressão e Facilitação de Vistos Passaportes DiplomaticosDocument7 pagesAcordos de Isenção Supressão e Facilitação de Vistos Passaportes DiplomaticosPatrício Horácio PhPas encore d'évaluation
- Operações Técnicas em Empresas de Animação e Organização TurísticaDocument31 pagesOperações Técnicas em Empresas de Animação e Organização TurísticajoaoduartepcPas encore d'évaluation
- CNPQ - Projetos em Rede HumanidaesDocument15 pagesCNPQ - Projetos em Rede HumanidaesThiago KrausePas encore d'évaluation
- Aula 3 - TextoDocument15 pagesAula 3 - TextoelxcostaPas encore d'évaluation
- Equilibrio Quimico e Constantes de EquilíbrioDocument3 pagesEquilibrio Quimico e Constantes de EquilíbrioOlavo RimoliPas encore d'évaluation
- O Estresse No Ambiente de TrabalhoDocument23 pagesO Estresse No Ambiente de TrabalhoEdilson MarçalPas encore d'évaluation
- VINE TradDocument1 761 pagesVINE TradPatrick CoutinhoPas encore d'évaluation
- One Piece 7omar Akuma No Mi v.1.1Document3 pagesOne Piece 7omar Akuma No Mi v.1.1Miguel CardosoPas encore d'évaluation
- Química - Pré-Vestibular Impacto - Exercícios Extras - SoluçõesDocument2 pagesQuímica - Pré-Vestibular Impacto - Exercícios Extras - SoluçõesQuímica Qui100% (5)
- A Força Do Povo - Lages - Marcio Moreira AlvesDocument173 pagesA Força Do Povo - Lages - Marcio Moreira AlvesEdmar Roberto PrandiniPas encore d'évaluation
- Estudo TSFC - CEOMTDocument1 758 pagesEstudo TSFC - CEOMTJose Edison Moraes100% (1)
- Ancestrais de Wander Ladeira BarbosaDocument8 pagesAncestrais de Wander Ladeira BarbosanilzacantoniPas encore d'évaluation