Vous aimerez peut-être aussi
- Q&A-10 What Is Heat Input, and How Does It Affect The Quality of WeldsDocument1 pageQ&A-10 What Is Heat Input, and How Does It Affect The Quality of WeldsMaureen BairdPas encore d'évaluation
- Dimensional Tolerance ChartDocument1 pageDimensional Tolerance Chartpushkar_k123Pas encore d'évaluation
- Metalwork Pipe Fitting Pipe BendingDocument64 pagesMetalwork Pipe Fitting Pipe BendingDAYAALAMFARAB1Pas encore d'évaluation
- Oxygen and Acetylene Gas PressuresDocument1 pageOxygen and Acetylene Gas PressuresMaureen Baird100% (1)
- Pickling HandbookDocument20 pagesPickling HandbookRhona100% (1)
- Weldability - Introduction To MIG WeldingDocument16 pagesWeldability - Introduction To MIG WeldingMaureen BairdPas encore d'évaluation
- Principles of Shear SlittingDocument26 pagesPrinciples of Shear SlittingMaureen Baird100% (1)
- Geo TolerancesDocument23 pagesGeo TolerancesMaureen BairdPas encore d'évaluation
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Document30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- Welding Pipeline HandbookDocument63 pagesWelding Pipeline Handbookchanchai T100% (9)
- Welding Procedure PreparationDocument122 pagesWelding Procedure Preparationthe_badass1234100% (21)
- Back Marks, Cross Centres and PitchDocument9 pagesBack Marks, Cross Centres and PitchMaureen Baird100% (2)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- FRP GratingDocument5 pagesFRP GratingEsam Hamad100% (1)
- Report On Green Concrete: Central Tool Room and Training CentreDocument14 pagesReport On Green Concrete: Central Tool Room and Training CentreRithik singhPas encore d'évaluation
- Typical Crossection of Road: Engineering Practice and Construction ManagementDocument8 pagesTypical Crossection of Road: Engineering Practice and Construction ManagementSyed Waseem AbbasPas encore d'évaluation
- ASME B16.20 Gasket Dimensions: Standard Standard With Inner RingDocument1 pageASME B16.20 Gasket Dimensions: Standard Standard With Inner RingMuhammad AslamPas encore d'évaluation
- BOQ For Civil, Plumbing and Sanitary Maintenance WorkDocument4 pagesBOQ For Civil, Plumbing and Sanitary Maintenance WorkKannada Cinephile100% (1)
- Drawing 4.Document1 pageDrawing 4.tiyaniPas encore d'évaluation
- Thermal Applicability of Two-Phase Thermosyphons in Cooking Chambers - Experimental and Theoretical AnalysisDocument17 pagesThermal Applicability of Two-Phase Thermosyphons in Cooking Chambers - Experimental and Theoretical Analysisabhishek992198Pas encore d'évaluation
- Introduction To Fracture MechanicsDocument63 pagesIntroduction To Fracture MechanicsSaAhRaPas encore d'évaluation
- Detail Engineering Services For Engen Tank X368 RebuildDocument9 pagesDetail Engineering Services For Engen Tank X368 RebuildpavanPas encore d'évaluation
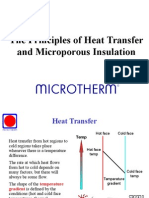
- The Principles of Heat Transfer and Microporous InsulationDocument26 pagesThe Principles of Heat Transfer and Microporous InsulationAbdul MajidPas encore d'évaluation
- Thermodynamics and Kinetic Theory of GasesDocument4 pagesThermodynamics and Kinetic Theory of GasesTarun GuptaPas encore d'évaluation
- SATIP H 002 08 Pipe Internal CoatingDocument3 pagesSATIP H 002 08 Pipe Internal CoatinghossamalsherbinyPas encore d'évaluation
- Euromax: Three-Pass Hot Water BoilerDocument1 pageEuromax: Three-Pass Hot Water BoilerLEONARDO MOLERO CLEMENTEPas encore d'évaluation
- SAE 1020 s5Document26 pagesSAE 1020 s5Nikola BoskovicPas encore d'évaluation
- Declaration of Performance Hilti SF DoP 012 EN Declaration of Performance IBD WWI 00000000000002988797 000Document1 pageDeclaration of Performance Hilti SF DoP 012 EN Declaration of Performance IBD WWI 00000000000002988797 000Kovacs Zsolt-IstvanPas encore d'évaluation
- Mahligai Phase 3 I Valuation Purpose 14072023Document13 pagesMahligai Phase 3 I Valuation Purpose 14072023Chan SCPas encore d'évaluation
- Cemtop 250T: Constructive SolutionsDocument3 pagesCemtop 250T: Constructive SolutionstalatzahoorPas encore d'évaluation
- 04.fisa Tehnica Fribra OpticaDocument1 page04.fisa Tehnica Fribra OpticaDorcioman AndreiPas encore d'évaluation
- TEGDocument12 pagesTEGMiloslav Steinbauer100% (1)
- Awtz14lbc Aotz14lbc 9315236036 OperationDocument28 pagesAwtz14lbc Aotz14lbc 9315236036 OperationjovanangelssPas encore d'évaluation
- Thermostatic Expansion Valve TroubleshootingDocument3 pagesThermostatic Expansion Valve TroubleshootingAbdullah HamidPas encore d'évaluation
- Criteria For Suspended Pipelines 2Document1 pageCriteria For Suspended Pipelines 2hamza laribiPas encore d'évaluation
- RNE Brochure (Compatibility Mode)Document6 pagesRNE Brochure (Compatibility Mode)TedPas encore d'évaluation
- Updating Standard Shape Material Properties Database For Design and ReliabilityDocument13 pagesUpdating Standard Shape Material Properties Database For Design and ReliabilityAbdullah tahaPas encore d'évaluation
- Rate Contract of Furniture Itmes 2015Document5 pagesRate Contract of Furniture Itmes 2015Mardiko NumbraPas encore d'évaluation
- Fire Protection Solutions For FRP Structures BrochureDocument4 pagesFire Protection Solutions For FRP Structures BrochurePepsPas encore d'évaluation
- Rubber Pad FormingDocument15 pagesRubber Pad FormingAdula Rajasekhar67% (3)
- CSC Portal FrameDocument11 pagesCSC Portal FramePhilip AmankwahPas encore d'évaluation
- Sika Concrete Hand BookDocument151 pagesSika Concrete Hand BookIwan TirtaPas encore d'évaluation
- Hilti Technical Manual ExtractDocument6 pagesHilti Technical Manual ExtractJecht SpadePas encore d'évaluation