Académique Documents
Professionnel Documents
Culture Documents
Carpeta de Ajuste 2010
Transféré par
axle7_770 évaluation0% ont trouvé ce document utile (0 vote)
9 vues19 pagesTitre original
carpeta-de-ajuste-2010 (1)
Copyright
© © All Rights Reserved
Formats disponibles
DOC, PDF, TXT ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme DOC, PDF, TXT ou lisez en ligne sur Scribd
0 évaluation0% ont trouvé ce document utile (0 vote)
9 vues19 pagesCarpeta de Ajuste 2010
Transféré par
axle7_77Droits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme DOC, PDF, TXT ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 19
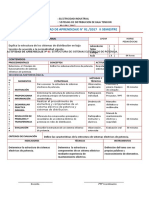
Normas de seguridad del taller
- La utilizacin de mquinas y un medio de herramientas slo se puede realizar bajo la observacin y
autorizacin del profesor.
- Cada alumno/a mantendr ordenado y limpio su lugar recogiendo todos los materiales que sobran o ya no se
utilizan
- uedan prohibidas terminantemente las bromas o los juegos en el taller! pues esto implica un alto riesgo de
accidentes
- "odas las personas que trabajen con taladros o mquinas el#ctricas debern hacerlo provistos de antiparras! y
con el uniforme correctamente abotonado! para evitar de esta manera los posibles accidentes
- Cualquier persona que por una u otra razn sufra un accidente en el taller! por peque$o que #ste sea! debe
comunicarlo inmediatamente al profesor
- ueda prohibido llevar bancos y asientos a la zona de trabajo manual del taller
- %e debe mantener un nivel de ruido lo ms bajo posible dentro del taller
Generalidades de Ajuste
Definicin:
%e entiende por &juste 'ecnico! elaborar y acabar a mano una pieza mecnica seg(n sus formas y
dimensiones establecidas previamente en los croquis o planos. &s) mismo! acabar o retocar a mano piezas
rebajadas previamente en mquinas. "ambi#n! adaptar dos o ms piezas que deben trabajar unas dentro de
otras.
Tipos de Ajustes* seg(n la importancia del trabajo! se consideran y distinguen los siguientes tipos* ajuste
apretado! ajuste deslizante! ajuste suelto.
Tipos de operaciones* las principales operaciones que se realizan en los trabajos de ajuste! cuyas
denominaciones bsicas son* preparaciones y cortes con los materiales! trazado mecnico! aserrado! limado!
cincelado! rasqueteado! taladrado! roscado a mano! afilado! remachado y esmerilado.
Principales tiles y herramientas del Ajustador Mecnico
anco de ajustador
+ara realizar su trabajo! el mecnico ajustador necesita un banco de construccin slida! alto de ,- a .- cms.
+uede ser sencillo o doble! de madera o de metal! y tambi#n de madera revestida de chapa. &dems! puede ser
de uno o de varios puestos de trabajo.
/n el banco se fijan las morsas! que no deben estar demasiado juntas. +ara disponer de espacio! conviene
colocarlas a 0.1 mts una de otra.
2ebajo del tablero! sostenido por patas o soportes slidos! se desliza un cajn! a veces dos! para guardar las
herramientas.
Morsas
Las morsas sirven para sujetar! en la posicin ms conveniente! las piezas que se han de trabajar. 3ay tres tipos
principales de morsas! a saber*
- articuladas: se componen de un brazo fijo y de otro que se abre en ngulo! articulados en una clavija o
pasador roscado! y adems! del tornillo con la tuerca en forma de caja! del resorte y de la manija. %on de
acero forjado! y resultan muy resistentes! por lo cual se destinan a trabajos de cerrajer)a y de forja. +or el
contrario! no son apropiadas para trabajos de ajuste! porque sus mand)bulas no se conservan paralelas al
abrirse.
- paralelas: al igual que las articuladas! constan de una mand)bula fija y de otra mvil! y se construyen de
fundicin o de acero colado. 4stas (ltimas son las ms resistentes. La diferencia esencial entre estas
morsas y las articuladas! es que cualquiera sea la abertura de las mand)bulas! las mordazas quedan
siempre paralelas! y as) sujetan en perfectas condiciones las piezas de cualquier tama$o.
- para m!uinas: son del tipo paralelo! con mand)bulas ms bajas y con un tornillo de punta cuadrada!
donde se enchufa la manivela para acercar y apretar la mand)bula mvil.
Morda"as
%e llaman mordazas las partes de las morsas que aprietan directamente la pieza que se trabaja. +ueden ser fijas
o postizas. Las primeras son de acero estriadas o lisas! que van atornilladas a las mand)bulas de la morsa. +ero
cuando se han de trabajar piezas delicadas! y hay peligro de que las estr)as rayen las caras ya trabajadas de las
piezas! se revisten con mordazas postizas de plomo! zinc! cobre o carbn.
/n las morsas para mquinas! las mordazas generalmente estn templadas y rectificadas. +ara trabajos
especiales! las mordazas pueden ser sustituidas por otras de forma apropiada.
#nstrumentos de medicin
+ara medidas lineales* son aquellos que tienen escalas milim#tricas o en pulgadas! y dan directamente el valor
de una longitud.
Los hay para tomar medidas apro5imadas! como el metro y las reglas! y otras de mayor precisin! que pueden
medir hasta las cent#simas de mil)metro! como los calibres! micrmetros! etc.
Metros
%on cintas o varillas de distintos materiales! graduadas en cent)metros y mil)metros.
/n el taller mecnico! el usado ms com(nmente es el constituido por una cinta de acero fle5ible de 0 o 6 metros
de largo.
/stos metros se llaman fle5metros! y vienen arrollados en una cajita para su mejor utilizacin.
7tros tipos de metros estn formados por varillas articuladas de acero o de madera! de 0- o 6- cms de largo.
$eglas graduadas
%on flejes o varillas de acero de distintas secciones rectangulares! graduadas generalmente en mil)metros y en
pulgadas.
%e usan para comprobar medidas con mayor precisin de las divisiones grabadas en ellas.
%ali&res
Llamados pies de colisa! constan de una regla graduada en mil)metros! en la parte inferior! y en 08avos de
pulgada en la superior! y doblada en escuadra por un e5tremo. %obre esta escuadra se desliza otra ms corta
9corredera:! y provista de una graduacin distinta de la que lleva la primera.
'tros tipos de cali&res
&dems de los comunes! usados en los talleres para tomar medidas e5ternas! internas y de profundidad! hay
otros de mayor precisin! con doble corredera y regulacin microm#trica! en los cuales! para las medidas
internas! hay que a$adir a la lectura 1 o 0- mm por el ancho de las puntas.
+ara tomar medidas de profundidad e5isten calibres especiales! como as) tambi#n para medir pesta$as internas!
rincones inaccesibles o ranuras.
Micrmetros
%on los instrumentos ms difundidos para la medicin directa de las piezas mecnicas con la apro5imacin de
-!-0 mm.
Constan de un robusto arco de metal! en cuyas e5tremidades se encuentran dos planos de contacto! con
superficies perfectamente planas y lisas. ;no de los contactos es fijo! y el otro es la e5tremidad de varilla
redonda con parte roscada.
/n el sentido paralelo a dicha varilla! r)gidamente sujeta al cuerpo del micrmetro! hay una gu)a tubular graduada
longitudinalmente en mil)metros arriba! y en medios mil)metros abajo.
%obre la gu)a antedicha! hay otra gu)a dividida circularmente en 1- partes.
Cuando los dos contactos estn unidos! la e5tremidad de la gu)a e5terior corresponde al cero de la milimetrada.
<irando #sta para abrir los contactos! se pueden leer longitudinalmente los mil)metros y los medios mil)metros! y
circularmente! las cent#simas de mil)metro.
Cada vuelta de la gu)a e5terior corresponde al desplazamiento de -.1 mm y la varilla est roscada muy
prolijamente con tal paso.
Mrmol de compro&acin
Los metlicos son de fundicin de la mejor calidad! y se presentan cuidadosamente aplanados con rasquetas o
con mquinas rectificadoras.
/stos mrmoles tienen en la parte inferior unos nervios destinados a evitar las deformaciones.
%e apoyan en tres puntos fijos! y los peque$os y medianos estn provistos de empu$aduras! para facilitar su
manejo.
Los mrmoles en forma de regla tienen el material bien distribuido en nervaduras adecuadas! de manera que
resulten r)gidos y livianos.
%e usan para verificar objetos largos y de escasa anchura! como las gu)as de los tornos y maquinarias en
general.
Los mrmoles de piedra dura suelen ser de granito negro! en un bloque aplanado! r)gidos e indeformables.
(scuadras
%on instrumentos de comprobacin y comparacin que tienen un ngulo fijo entre dos caras planas. /stn
construidas de acero! con su cara perfectamente escuadrada! aplanada y pulida a mano. %e lo utiliza para la
comprobacin de ngulos y comparaciones de superficies o caras planas y para el trazado en general. "enemos
dos tipos de escuadras! las escuadras fijas o comunes! y las escuadras mviles o falsas escuadras.
- escuadras fijas o comunes! hay de diversos tipos y medidas! las ms usadas en ajuste son* .-=! 06-=!
0>1=! 8-= y ?1=. Con estas escuadras podemos comparar o comprobar solo un ngulo fijo. @iene de dos
tipos! lisas o comunes y con solapas o sombrero. /sta (ltima de diferencia de las dems por llevar una
platina superpuesta en el brazo corto! lo que permite un mejor apoyo en la cara plana del trabajo que
vamos a comparar! realizando un mejor control! como as) tambi#n nos facilita el trazado mecnico.
- /scuadras mviles o falsas escuadras! estn construidas por dos brazos de acero perfectamente
aplanado! escuadrado y pulido a mano. /stos brazos estn unidos y articulados en un e5tremo por un
remache o tornillo! que nos permite fijar el brazo de la escuadra en cualquier ngulo de abertura. %e
utilizan para verificacin de ngulos de que no se pueden hacer con la escuadra fija! para el trazado de
un ngulo dado a una pieza en construccin y para el trazado en general.
%ompases
%on instrumentos de medicin de variados usos y diversas formas.
Como elementos de comprobacin se usan principalmente el comps de espesor y el de interior. %e usan
especialmente para comprobar paralelismos.
- comps de espesor! es el instrumento ms apto para comprobar superficies paralelas. /n este caso! el
mecnico debe usarlo con gran sensibilidad y delicadeza! y acostumbrarse a sentir el tacto por la presin
de las puntas.
- Comps de interior! se usa para comprobar medidas internas! y el paralelismo de las caras de los huecos.
+ueden tener un resorte y un tornillo microm#trico con tuerca cortada! que permite el desplazamiento
instantneo! y a(n cuando resultan ms e5actos! tienen menor radio de accin.
Tra"ado mecnico
/s la operacin que consiste en marcar sobre la superficie e5terior de una pieza semi-trabajada o en bruto las
l)neas que limitan las partes que deben ajustarse para darles las formas y medidas estipuladas en los planos o
croquis de la pieza que se desea realizar.
Puntas de se)alar! llamadas com(nmente puntas de trazar o marcar! es una varilla de acero delgado que
termina en una punta recta y otra doblada unos .-=! ambos afilados en forma aguda! endurecidas por un
peque$o temple. %e los utiliza para se$alar o marcar sobre toda clase de materiales.
Granete o punta de marcar! es una varilla de acero de unos 0, o 6- cms de largo! similar al cortafierro!
con la diferencia que su boca o filo es un cono de unos 8-= o A-=. %e lo utiliza para marcar centros ! identificacin
de un trazado mecnico! facilita la iniciacin de un agujereado con mechas evitando la desviacin de las
mismas.
Gramil! es un instrumento compuesto de una base torneada o cepillada! en la cual va sujeta una varilla fija u
orientable. +or ella corre un deslizador con tornillo donde se fija una punta con la e5tremidad doblada.
%e emplea para el trazado! especialmente! pero sirve muy bien para comprobar el paralelismo de piezas.
+ara esto! despu#s de haber aplanado cuidadosamente la primera cara de la pieza! se apoya sobre el mrmol! y
se hace deslizar la punta del gramil sobre la cara opuesta. /ntonces! por el ruido que hace la punta al resbalar!
se puede apreciar la diferencia del paralelismo.
La habilidad para comprobar con este sistema! lo mismo que con el comps de espesor! consiste en habituarse
a percibir la presin de la punta sobre la pieza! es decir! en tener tacto.
%omparadores! llamados tambi#n amplificadores de aguja! sirven para la comparacin de unas medidas con
otras. Bo nos dan directamente la medida de una magnitud cualquiera! sino la diferencia con otra! conocida o
desconocida! y esto se logra observando el movimiento de un palpador que se apoya sucesivamente en las dos
piezas que se han de comprobar! o bien en dos puntos distintos de la misma pieza.
Constan de un eje cil)ndrico que! deslizndose suavemente y sin juego entre una gu)a de bronce! por medio de
un mecanismo interior hace girar una aguja alrededor de un cuadrante dividido en 0-- partes.
(l cincelado
/s una operacin de desbaste con la cual se quita el material sobrante de una pieza! por medio del cortafr)o o el
buril! el martillo y la morsa.
%e realiza antes del limado! cuando no se puede usar la limadora! la costra superficial es muy dura o la cantidad
de material que hay que quitar es notable.
%ortafr*o+ &uriles y pun"ones
/l cortafr)o! llamado com(nmente cortafierro! y el buril! estn construidos por varillas de acero de seccin
rectangular o he5agonal! de unos 0, o 6- cms de largo. /l cortafr)o tiene su filo a lo ancho de la varilla! mientras
que el buril lo tiene de acuerdo al espesor de las varillas! es decir! un filo ms corto o angosto. &mbas
herramientas consisten de tres secciones principales*
cabeza! es la parte que recibe el golpe del martillo! debe ser cnica para localizar el golpe y evitar que se formen
rebabas con el uso.
Cuerpo! es la parte donde se toma o agarra esta herramienta! su forma he5agonal evita que resbale en las
manos al golpear el martillo.
Cilo! llamados tambi#n aristas cortantes o boca! es decir! la parte que corta el material a trabajar! y su ngulo de
corte debe estar relacionado con el material que se trabaja de acuerdo a las siguientes proporciones*
- materiales blandos! un ngulo de 1-=
- materiales duros! un ngulo de 8-=
;n ngulo muy agudo facilita la penetracin de estas herramientas! pero disminuye la resistencia del filo y
viceversa.
Martillo* es una herramienta de percusin que se usa para dar golpes sobre los materiales en fr)o o en caliente!
ya sea para enderezar! curvar o estirar los mismos! como as) tambi#n para dar golpes sobre la cabeza del
cortafr)os! punzones! buriles! granetes o puntas de marcar! etc.
/st construido de acero y su peso oscila entre 61- grs y 6 DgsE llamndose masas a los que superen dichos
pesos. %us partes principales son* cabeza y mango.
%a&e"a* es la parte construida en acero y est compuesta por tres partes llamadas cara! ojo y boca.
%ara o cotillo! es la parte con la que golpea el martillo! debe ser algo conve5a y no plana! para evitar que al
golpear queden huellas en el trabajo o material! como as) tambi#n para que se formen rebabas en dicha cabeza.
'jo! es el orificio donde se introduce el mango del martillo. /ste debe tener cierta conicidad hacia fuera para
que! al poner la cu$a de ajuste en el mango! #ste quede aprisionado en la cabeza! evitando que se escape el
martillo del mango.
oca+ punta+ cu)a o pena del martillo! se desliza para hacer ceder al material en un solo sentido y para el
remachado en general. 2e acuerdo al formato de su boca o pena! los martillos se clasifican en los siguientes
tipos* martillos de pena o curva! martillo de pena o en forma de bolita! martillo en forma de u$a! martillo de pena
especial.
Mango del martillo! est construido por lo general en madera dura y es la parte con la cual se maneja el martillo
Macetas! llamados tambi#n martillos blandos! estn construidos de una sola pieza de material blando! como
ser madera! cobre! goma cruda! plstico! etc. %e emplean en trabajos que requieren golpes de empuje! sin dejar
se$ales de machucones ni da$ar o estirar al material. /j.* se utilizan en el montaje de una pieza acabada!
enderezamientos de chapas! colocacin de neumticos! etc.
"odos los martillos o macetas deben tomarse del e5tremo del mango para golpear! a los efectos de controlar
mejor el golpe deseado! pues de lo contrario nunca ser)a slido y efectivo.
,imado
/s la operacin manual por la que se quitan con la lima peque$as cantidades de metal! con el fin de dar a una
pieza la forma y las dimensiones deseadas.
"iene dos pasos o caracter)sticas principales*
- desbastado* es el limado hecho con lima basta! que desprende mucho material. Las huellas de la lima son
visibles a simple vista.
- &cabado* se efect(a con limas finas! las cuales desprenden poco material y dejan la superficie e5enta de
surcos o huellas apreciables.
La operacin de limado es la que ms ayuda a comprender el valor y el sentido de la precisin mecnica! es
decir! la que ms forma la mentalidad del mecnico! sea cual fuere la especialidad a la que luego se dedique.
,a lima
/s una varilla de acero templado de seccin muy variada! cuyas caras estriadas tienen por objeto rebajar y pulir
metales y otros materiales.
Las partes principales son el cuerpo! la punta y la espiga! y sus elementos caracter)sticos son el tama$o! la
forma! el picado y el grado de corte.
Tama)o de limas* se entiende por tama$o de lima a la longitud de su parte estriada y se toma desde el taln a
la punta de la lima.
/sta longitud se e5presa generalmente en pulgadas y viene desde > hasta 6- pulgadas! y a medida que la lima
aumenta su longitud aumenta tambi#n su espesor.
-ormas de limas* se entiende por forma de la lima a la figura geom#trica de su seccin transversal y las ms
comunes son*
- limas planas paralelas! de seccin rectangular con sus caras planas y sus bordes paralelos en todo su
largo
- limas planas terminadas en punta! de seccin rectangular con sus caras planas y desde la mitad a sus
dos tercios de longitud! sus bordes van disminuyendo en ancho y espesor
- limas cuadradas! de seccin transversal cuadrada! se emplean para agujeros cuadrados! chiveteros!
ranuras! etc
- limas redondas! de seccin transversal redonda! se emplean para superficies cncavas! agujeros
redondos! etc
- limas media ca$a! su seccin transversal es de segmento circular y se emplean en superficies cncavas
y agujeros muy grandes! como as) tambi#n para el acabado de superficies en ngulo menor de 8-=
- lima triangular! con su seccin tiangular equiltera o issceles! y se usan en superficies de ngulos
agudos mayores a 8-=
- limas de formas especiales! para trabajos de formas especiales! y entre las ms empleadas podemos
citar las siguientes* limas cuchillos! doble cuchillos! media ca$a doble! para mquinas rotativas! etc.
Picado de la lima+ tallado o filo! es la distancia entre dos l)neas de ese tallado o filo. /ste tallado viene en dos
filos.
- picado simple! cuando los surcos paralelos que se forman con los dientes estn cortados en un solo
sentido! con un ngulo de 8-= a ,-= respecto del eje de la lima
- picado doble! cuando sobre un picado simple se hace otro cruzado menos profundo con un ngulo de
?1= a 8-= con respecto al eje de la lima.
Grado de corte de la lima! depende del n(mero de dientes que entran en un cent)metro cuadrado de su seccin
transversal! que pueden variar de 0, hasta 06-- dientes. /ste grado de corte var)a de acuerdo al tama$o de la
lima! de manera que una lima de 0?F de largo! tiene un picado ms grueso que una lima de ,F de largo.
Metales ms empleados en la industria mecnica
/ntre los metales ms utilizados en la industria mecnica! el primer lugar lo ocupa el hierro! que en sus
distintas formas entra en casi todas las construcciones metlicas.
/l hierro es un metal blanco! d(ctil y maleable! cuyo punto de fusin es de 61>-=C! pero si contiene carbono
puede bajar hasta menos de 06--=C. y antes de fundirse se ablanda y puede ser trabajado en caliente con gran
facilidad.
Conduce medianamente bien la electricidad y puede imanarse o desimanarse fcilmente. %uele contener
carbono en menor o mayor proporcin y entonces var)an sus propiedades.
Productos siderrgicos
%e denominan productos sider(rgicos las sustancias f#rreas! que han sufrido un proceso metal(rgico de
elaboracin.
%on principalmente*
a: hierro
b: aleaciones de hierro con carbono* fundiciones y aceros
c: ferroaleaciones
.ierro puro: se llama hierro a un producto sider(rgico cuando no contiene ms que el elemento qu)mico de
este nombre o! a(n conteniendo otros elementos! #stos solamente tienen carcter de impurezas. & >--=C se
rompe con facilidad y a .--=C fragua muy bien.
-undiciones: se llaman fundiciones las aleaciones de hierro y carbono que contienen de 6!6 a 8!AG de
carbono. &dems pueden contener otros elementos.
La propiedad ms importante de las fundiciones consiste en ser fcilmente fusibles! lo cual permite la realizacin!
por medio de moldes! de piezas a veces sumamente complicadas.
%lasificacin segn el proceso de ela&oracin:
a: fundicin de primera fusin o arrabio! es como sale de los altos hornos. %e la emplea en forma de
lingotes para refundir! o l)quida! para la fabricacin del acero. Hara vez se emplea directamente para la
obtencin de piezas.
b: Cundicin de segunda fusin! se obtiene fundiendo el lingote de primera fusin! generalmente en un
horno llamado cubilote. /s de suma importancia y muy utilizada en el taller. %e emplea para obtener una
infinidad de piezas para mquinas.
c: Cundicin maleable! se llama as) una fundicin de hierro en la cual se ha conseguido cierta ductilidad y
maleabilidad! por medio de un tratamiento t#rmico.
d: Cundicin endurecida! llamada tambi#n templada! es la que ha adquirido una dureza mayor que la
normal! por medio de un enfriamiento rpido.
Acero: es una aleacin de hierro y carbono en la cual la proporcin de este (ltimo elemento es menor que en la
fundicin.
<eneralmente contiene menos del 0!AG de carbono.
%lasificacin segn el m/todo de o&tencin: aceros comunes y aceros finos
%lasificacin segn su composicin:
a: aceros al carbono! no contienen ms elementos que hierro y carbono! e5ceptuadas las impurezas
b: aceros especiales o aleados! contienen otros elementos como n)quel! cromo! etc
%lasificacin segn sus aplicaciones:
a: &ceros comunes! se destinan para la construccin de edificios! estructuras! puentes en general. %on aceros
al carbono! y sern tanto ms duros cuanto ms carbono tengan. %on ms soldables y ms resistentes a
los golpes los que poseen menos carbono.
b: &ceros finos de construccin! para fabricacin de elementos y piezas que e5ijan materiales de alta calidad
c: &ceros para herramientas
d: &cero moldeado! fundido! no son distintos de los aceros de construccin.
0nidades de medidas
M/tricas: %istema m#trico decimal 9%'2:! la unidad es el metro 9m:! que se subdivide en dec)metros 9dm:!
cent)metros 9cm: y mil)metros 9mm:. /n el taller la unidad de medida es el mil)metro! en los dibujos la unidad de
medida se especifica tan slo cuando #sta se da en unidades distintas del mil)metro.
#nglesas: la unidad es la yarda! que se divide en tres pies o doce pulgadas. /n el taller se usa como unidad la
pulgada! 61!?mm.
$educcin de pulgada a mil*metro y 1ice1ersa
a: para reducir pulgadas a mil)metros! se multiplica el n(mero de pulgadas por 61!?
b: para reducir mil)metros a pulgadas! se divide el n(mero de mil)metros por 61!?
#nstrumentos de control
2erificacin: verificar es lo mismo que comprobar que una cosa es cierta.
/n ajuste! por verificar entendemos la operacin que se lleva a cabo para comprobar si las piezas! mquinas y
aparatos se ajustan e5actamente a las indicaciones del pedido.
La finalidad de la verificacin es conseguir que los productos resulten de calidad.
#nstrumentos para la 1erificacin de superficies planas
a: regleta del ajustador
b: mrmol de comprobacin
posicin del operario
La lima se toma con la mano derecha! de manera que la parte redonda del mango se apoya contra la palma de
la mano! el dedo pulgar aprieta el mango por arriba! mientras que los otros dedos lo encierran por debajo. La
mano izquierda se apoya en la punta de la lima! y la aprieta contra la pieza. /sta presin debe disminuir a
medida que la lima llega al t#rmino de su recorrido.
&l limar! el aprendiz se para con el pie izquierdo hacia delante! muy cerca de la morsa. /l tronco debe seguir el
movimiento de la lima! cuando se desbasta. Bo debe permanecer r)gido! ni tampoco fle5ionar demasiado.
Direccin del limado: para el desbaste! la lima debe moverse sobre la pieza formando un ngulo
apro5imado de ?1= con su eje.
;na vez limada la pieza en una direccin! se cruza el rayado! para limar en sentido perpendicular a la direccin
anterior.
Para limar correctamente:
a: agilidad en brazos y manos
b: fuerza y sentido del ritmo
c: constancia y voluntad
d: mango fijado correctamente y bien alineado
e: e5acta posicin del cuerpo y de las manos
f: elegir la lima adecuada para cada trabajo
g: movimientos r)tmicos y correctos del cuerpo y de los brazos
h: verificar a menudo el resultado del limado! con los instrumentos de comprobacin
Aserrado: es el corte de materiales con desprendimiento de viruta! con una herramienta de dientes m(ltiples
llamada hoja de sierra! sostenida por el arco de sierra.
La hoja de sierra es una lmina o fleje de acero con dientes triangulares! y en ambos e5tremos tiene dos
agujeros por los cuales se sujeta al arco de sierra.
a: /s de acero medio duro o aleado.
b: /st templada solamente en los dientes! que saltan con facilidad si no se usa la sierra con las debidas
precauciones
c: +uede tener 0?!08!0,!6? y >6 dientes por pulgada
d: Los dientes estn doblados alternadamente de izquierda a derecha! es decir trabados! para que el surco
resulte ms ancho que el espesor de la sierra.
La eleccin de la hoja de sierra depende sobre todo del material. +ara materiales blandos de 0? a 0, dientes.
+ara metales duros de 6? o >6 dientes. +ara perfiles delgados de 6? o >6. para trabajos normales de 08 a 6?
dientes.
La regla general es que haya siempre al menos tres dientes comprendidos en el espesor de la pieza.
Arco de sierra: es el soporte al cual se inserta la hoja para aserrar materiales. +uede ser de planchuela de
acero o de ca$o y permite colocar la hoja en dos posiciones distintas! a .-= entre si.
Los mangos corrientes son de madera! rectos! como los de las limas. Los hay tambi#n de metal o plsticos! en
forma de pistola.
La mariposa sirve para tensar la hoja y darle la rigidez necesaria.
-orma correcta de efectuar el corte:
a: hacer una peque$a muesca con una lima sobre la raya donde ha de empezar el corte
b: tomar la sierra con la mano derecha algo levantada
c: los primeros golpes o pasadas darlos con presin moderada
d: despu#s de unos 61 golpes comprobar la tensin de la hoja
e: procurar que la l)nea de corte est# siempre visible
f: ejercer la presin sobre la hoja tan solo en la carrera hacia delante
g: hacer de manera que la hoja trabaje en toda su longitud! y con unos ?- o 1- golpes por minuto
h: para cortes profundos insertar la hoja a .-=
como pre1enir la rotura:
Los dientes de la hoja y a(n la misma hoja de sierra! suelen romperse por las siguientes causas*
a: equivocada posicin de la hoja
b: e5cesiva presin de trabajo
c: cambiar bruscamente la direccin de la sierra durante el trabajo
d: e5cesiva tensin de la hoja en el bastidor o viceversa
Normas de seguridad para el aserrado
/l uso de la sierra de mano es muy sencillo! y absolutamente inofensivo teniendo en cuenta las siguientes
advertencias*
a) la rotura de la hoja de sierra puede causar heridas y hematomas en las manos
b) cuando se termina el corte de una pieza conviene sostenerla con la mano izquierda
c) la costumbre de guiar el comienzo del corte con la u$a del pulgar izquierdo puede representar un peligro
muy serio para ese mismo dedo! si no se sostiene el arco bien firme con la mano derecha
(l taladrado
%e llama taladrado la operacin de ajuste que tiene por objeto hacer agujeros cil)ndricos! con formacin
de viruta! por medio de una herramienta giratoria llamada broca o mecha.
Particularidades de la operacin
+ara obtener agujeros perfectos y econmicos deben cumplirse los siguientes requisitos*
a: taladros adecuados
b: herramientas eficientes
c: velocidades y avances proporcionados a las brocas y a los materiales
d: piezas y herramientas sujetadas convenientemente
Las mquinas de taladrar ms difundidas son las siguientes*
a: porttiles
b: fijas normales
c: especiales
Cada una se caracteriza por las siguientes razones*
a: su capacidad de agujereado 9potencia del taladrado:
b: m5imo recorrido del husillo 9profundidad de agujereado:
c: n(mero de velocidades y avances 9caja de velocidades:
d: dimensiones generales
Taladros porttiles: de mano! efect(an agujeros de dimetros peque$os en posiciones poco cmodas
Taladros de mesa: con motor el#ctrico y polea escalonada por correa trapecial! permiten efectuar agujeros de
-!1 a 01mm
Taladros de columna y de arma"n: en relacin con las dimensiones del cabezal! pueden tener mayor o
menor n(mero de revoluciones por minuto y de avances automticos! con tope para detener la broca a una
distancia prefijada
Taladros radiales: para piezas de grandes dimensiones
Taladros mltiples: de varios husillos! que pueden hacer diversos agujeros simultneamente
Taladros hori"ontales: son generalmente de husillos m(ltiples simples o dobles
'tras m!uinas: adems de los taladros! para agujerear se utilizan tornos! fresadoras! alisadoras! etc. "odas
estas mquinas tienen bomba para refrigeracin de la broca.
.erramientas empleadas en los taladros
La herramienta ms importante entre todas las empleadas en los taladros! es la mecha! llamada tambi#n broca
espiral.
%uelen fabricarse de acero al carbono aleado! de acero rpido y e5trarrpido. +ara materiales muy duros y altas
producciones pueden tener los cortantes de carburos metlicos.
/n las mechas pueden distinguirse las siguientes partes*
a: cola! llamada tambi#n mango! cil)ndrica o cnica! por la cual se fija a la mquina
b: cuerpo! un poco ms peque$o hacia la cola! para evitar el rozamiento de la faja. Lleva dos ranuras a
manera de h#lice! las cuales por su forma y su ngulo favorecen la e5pulsin de la viruta. +ermiten el
perfecto afilado de los labios cortantes! facilitan la introduccin del l)quido refrigerante
c: boca! dicha tambi#n punta! donde se encuentran las aristas cortantes. /n la boca se distingue el filo
transversal! que une los fondos de las ranuras en el v#rtice de la mecha! y el filo principal llamado labio
<eneralmente! las mechas se fabrican con tres ngulos de desprendimiento! a saber* de 0--0>= para materiales
duros! de 08->-= para materiales normales! y de >1-?-= para materiales blandos.
Afilado de las mechas helicoidales
+ara que esta mechas brinden los mejores resultado deben tener las aristas de igual longitud! el ngulo de la
punta adecuado al trabajo que debe realizarse! y el de incidencia. /ste ngulo debe ser algo menor cuando se
trabaja con materiales duros.
Las mechas se afilan a mano y! la mayor)a de las veces! el escaso rendimiento de las mechas es debido a un
afilado incorrecto. %i la mecha est bien afilada! se ver salir del agujero dos virutas iguales y bien enroscadas.
%omo se sujetan las mechas
Las mechas se eligen de acuerdo con el dimetro del agujero! y se procura que el filo sea adecuado al material
con que se ha de trabajar.
Las mechas se sujetan a los portabrocas. Los de dos mordazas! que se aprietan con una llave! son ms aptos
para dimetros mayores.
Bunca deben forzarse los portabrocas. %i la mecha patina! esto significa que no corta bien! o que avanza
demasiado rpidamente.
2elocidad de corte
/s el n(mero de metros recorridos por un filo cortante de la mecha en la unidad de tiempo. @ar)a con la dureza
del material! el tipo de mecha utilizado y la refrigeracin.
A1ance por giro
/s la longitud en mil)metros que la mecha penetra en el material a cada vuelta! lo que puede apreciarse
prcticamente por el espesor de la viruta.
/l avance por giro es tanto mayor cuanto ms grande es la mecha.
$efrigeracin de las mechas
Los principales refrigerantes que se emplean en las labores de taladrado! son los siguientes*
a: para acero duro* aceite de corte o soluble 9taladrina: concentrado 1-/1-
b: para acero dulce* taladrina con 6-G de aceite
c: para aluminio y aleaciones livianas* queros#n y agua de sosa
d: para latones! bronces y fundicin* en seco! con chorro de aire comprimido
%omo se sujetan las pie"as
"odas las piezas para agujerear han de sujetarse firmemente a la mesa del taladro! a fin de asegurar la precisin
del trabajo! y para evitar que el aprendiz pueda lesionarse.
Los taladros tienen en la parte inferior! perpendicular al husillo! una base llamada mesa! que sirve para apoyar y
sujetar las piezas.
Normas prcticas para el correcto empleo de las mechas
;na mecha de buena calidad deber)a reunir las siguientes condiciones*
a: producir agujeros e5actos y rectil)neos
b: penetrar en el material con el menor gasto de energ)a
c: descargar fcilmente la viruta
d: tener un filo cortante de gran duracin
/s preciso observar las precauciones que a continuacin se e5presan*
a: asegurarse del perfecto funcionamiento del taladro
b: descargar la viruta con frecuencia
c: refrigerar abundantemente
d: no echar agua fr)a sobre el cortante! cuando #ste se haya recalentado
e: no apretar demasiado la mecha contra la muela cuando se afila
f: no afilar demasiado fino el labio cortante
g: afilar a menudo las mechas
h: sujetar firmemente al portabroca toda la cola de la mecha
i: fijar convenientemente la pieza
j: no golpear la punta de la mecha contra la pieza al comenzar el agujero
D: reducir el avance cuando la mecha est por salir del agujero
l: observar con cuidado los valores de la velocidad y del avance
,os taladros &rindan las siguientes 1entajas:
a: disminucin de los tiempos de trabajo
b: simplificacin de los sistemas de labor
c: eliminacin de piezas defectuosas
d: produccin de piezas perfectas! a(n con empleo de mano de obra no especializada
A3 Normas generales para la utili"acin de las &rocas
a: efectuar el afilado de las brocas a mquina y adoptar las velocidades y avances establecidos
b: asegurar r)gidamente la cola de las brocas al mandril de la mquina
c: no apoyar directamente la punta de la broca sobre la mesa de la mquina
d: registrar el eje de la agujereadota en el sentido vertical! para evitar juegos
e: antes de iniciar el taladrado! asegurarse de que la pieza est bien sujeta
f: no sujetar nunca la pieza con las manos! usar morsas de buen ajuste
g: para sacar la broca del husillo! no se deben usar espigas de limas u otros sustitutos similares
h: evitar que la broca caiga de punta sobre la mesa de la mquina! interponer un trozo de madera blanda
i: es indispensable que las brocas trabajen bajo un abundante chorro de alg(n l)quido que facilite su
accin cortante y asegure el enfriamiento
j: es necesario retirar la broca de tanto en tanto para descargar la viruta! limpiarla y lubricarla! evitando
enfriamientos bruscos
3 Principales causas de fracaso en la utili"acin de &rocas
a: agujeros fuera de medida! a causa de un afilado incorrecto! o el husillo no es suficientemente r)gido
b: agujeros mal acabados! avance e5cesivo! o broca mal afilada! o l)quido refrigerante inadecuado o
insuficiente
c: desgaste de la punta! avance e5cesivo
d: e5cesivo desgaste de los filos! desgaste de un solo filo! desgaste a lo largo de todo el filo! l)quido
refrigerante inadecuado o insuficiente! puntos duros 9escoria! arena! etc: en el material! velocidad
inmoderada con e5cesivo desgaste de los v#rtices
e: rotura de la broca! agujeros inclinados! avance e5cesivo! afilado incorrecto! ensanchamiento del agujero!
imperfecta fijacin de la broca en el mandril! pieza fijada imperfectamente! profundidad de agujereado
e5cesiva para el tipo de broca! lo que no permite la descarga de viruta
f: rotura longitudinal de la broca! acumulacin de viruta en las acanaladuras! afilado e5cesivo
g: rotura transversal de la broca! afilado e5c#ntrico! error de alineacin entre agujero y mecha! mandril con
vibracin y juego! mandril portabroca o eje gastado! pieza fijada imperfectamente
h: virutas desiguales! desigual longitud de los filos! falta de simetr)a en el ngulo de la punta
(,A'$A%#'N D(, MA$T#,,' PA$A %A$P#NT($'
;na vez adquirido el material! se proceder a pulirlo para eliminar todas las impurezas superficiales y
poder! de esta manera! lograr un correcto y eficaz trazado para su posterior corte.
/l pulido de la pieza se realiza mediante la utilizacin de la lima! realizando el limado de todas las caras
del material! incluidos los e5tremos del mismo
Cuando ya se ha logrado llegar a un nivel adecuado de pulido! en el que no e5istan manchas grandes de
5ido que puedan interferir en el campo visual a la hora de trazar originando confusiones! se comienza la
operacin del trazado.
/sta operacin consiste en marcar la superficie a trazar! utilizando una tiza h(meda! pintando la zona a
marcar! con el objeto de que el trazado con la punta aguda se note perfectamente.
%e toman todas las medidas que se han de marcar! con el metro de carpintero! y luego se procede a
pintar con la tiza todas las zonas medidas.
;na vez pintado el material! utilizando la punta de marcar y el metro de carpintero! se realiza el trazado
de la pieza presionando firme y fuertemente la punta contra la superficie del material y realizando una l)nea que!
gracias al pintado previo con la tiza! se ver perfectamente definida.
%e realizan dos marcas! una en lo que ser la parte superior del martillo! a A.mm! y otra en lo que ser
la u$a del martillo! a .mm! trazando luego en ambas caras laterales! las diagonales que unen estas l)neas.
/l trazado es la operacin previa al corte! el cual se realiza utilizando la sierra de mano! ubicando la
pieza de manera vertical! de forma tal que las diagonales ubicadas en los laterales del material formen un ngulo
de .-= con la superficie del banco de trabajo! con el objeto de cortar la pieza colocando la sierra perfectamente
recta! para evitar roturas de hojas de sierra o posibles accidentes.
Healizado el corte del material! se descarta el trozo de metal que se e5trajo de la pieza y se comienza a
darle forma al martillo! utilizando la lima de media ca$a para lograr la curvatura y el modelado correcto!
basndose en la pieza ejemplo y en el croquis realizado! para respetar las medidas y formas establecidas.
3ay que tener en cuenta que la parte superior de la u$a debe ser curva! no plana! realizando esta
curvatura con la parte plana de la lima media ca$a! movi#ndola de manera alternada! hacia abajo! mientras se la
desplaza hacia delante y hacia atrs! para lograr as) la curvatura mencionada
%e debe ir midiendo y controlando las formas gradualmente! para evitar errores y deformaciones
irreparables de la pieza! y asegurar as) un correcto ajuste a lo solicitado en la consigna del trabajo prctico.
;na vez modelada correctamente la pieza! luego de limarla y pulirla! se trazarn los puntos gu)as para
realizar la operacin de agujereado. /stos puntos se marcan! previo trazado de las l)neas de eje de los mismos!
marcando una l)nea media en la parte superior del material! y luego realizando marcas perpendiculares a #sta! a
?? y 18mm a partir de la cara del martillo.
"razadas estas l)neas! las que cruzadas forman tres puntos! se utiliza el punzn! apoyndolo en cada
punto y golpendolo una sola vez en cada uno! de manera firme y fuerte! para marcar los lugares en los que se
proceder a realizar los agujeros que conformarn el ojo del martillo.
+ara realizar el agujereado! se utiliza el taladro mecnico de columna! y la herramienta empleada
primero es una mecha de 8mm que servir como gu)a! para luego utilizar otra de 0- o 06mm! ajustando bien la
pieza y centrndola sobre la mesa del taladro! y colocando firmemente la mecha en el mandril o portabroca!
logrando que #sta coincida con cada uno de los puntos marcados con el punzn.
;na vez realizados los agujeros! se procede a fabricar el ojo del martillo! utilizando la lima redonda! para
unirlos! y luego una lima plana para pulir perfectamente el interior! ajustndose bien a las medidas establecidas.
Healizado el ojo del martillo! #ste ya ha adquirido la forma definitiva y lo (nico que resta es el pulido
integral del mismo! utilizando lijas o tela esmeril que gradualmente se irn cambiando! desde las gruesas 9B=8-:!
hasta las ms finas 9B=,-! 06-! 61-! etc.:.
3echo el pulido definitivo del martillo! se entregar #ste al docente para su correccin y calificacin final.
Vous aimerez peut-être aussi
- IsomeríaDocument21 pagesIsomeríalautarok100% (28)
- La Psicologia de InternetDocument4 pagesLa Psicologia de InternetRodolfo GalloPas encore d'évaluation
- 67 Funciones de Excel Muy Bien ExplicadasDocument559 pages67 Funciones de Excel Muy Bien ExplicadasAna Maria Hernández Bravo0% (1)
- Productos Notables FactorizaciónDocument14 pagesProductos Notables Factorizaciónjdcasique100% (20)
- Geotecnia AplicadaDocument62 pagesGeotecnia Aplicadaantony darwinPas encore d'évaluation
- SILABUS Aplicaciones MovilesDocument3 pagesSILABUS Aplicaciones Movilesaxle7_77Pas encore d'évaluation
- Ejercicios Cap 2 (15-30) Motores Combustión InternaDocument18 pagesEjercicios Cap 2 (15-30) Motores Combustión InternaJosé Ávila B0% (1)
- Ficha Sunarp 36948Document2 pagesFicha Sunarp 36948axle7_77Pas encore d'évaluation
- Paciente: Fecha: Médico: Atención:: Quispe Chavez Alex 18 Ene. 2022 - 014607498Document1 pagePaciente: Fecha: Médico: Atención:: Quispe Chavez Alex 18 Ene. 2022 - 014607498axle7_77Pas encore d'évaluation
- Ficha Sunarp 37070Document2 pagesFicha Sunarp 37070axle7_77Pas encore d'évaluation
- Ficha Sunarp 36611Document2 pagesFicha Sunarp 36611axle7_77Pas encore d'évaluation
- Ficha Sunarp 37002Document1 pageFicha Sunarp 37002axle7_77Pas encore d'évaluation
- Manual de usuario - Attendance ManagementDocument23 pagesManual de usuario - Attendance Managementaxle7_77Pas encore d'évaluation
- Manual de Uso de Estudiantes Q10Document20 pagesManual de Uso de Estudiantes Q10RosaIsabelGuerreroHurtadoPas encore d'évaluation
- 110809858Document2 pages110809858Toribio Malpartida JoselynPas encore d'évaluation
- CV. OmarDocument7 pagesCV. Omaraxle7_77Pas encore d'évaluation
- Ficha Sunarp 36949Document2 pagesFicha Sunarp 36949axle7_77Pas encore d'évaluation
- Examen de Rutas de TransporteDocument2 pagesExamen de Rutas de Transporteaxle7_77Pas encore d'évaluation
- Plazas HuanucoDocument13 pagesPlazas Huanucoaxle7_77Pas encore d'évaluation
- Razonamiento VerbalDocument28 pagesRazonamiento VerbalAcademia-pre Adeu75% (4)
- Actividad de Clase 07 Sist Elec BTDocument1 pageActividad de Clase 07 Sist Elec BTaxle7_77Pas encore d'évaluation
- Silabus de Topografía para IrrigacionesDocument3 pagesSilabus de Topografía para Irrigacionesaxle7_77Pas encore d'évaluation
- Actividad de Clase 10 Sist Elec BTDocument1 pageActividad de Clase 10 Sist Elec BTaxle7_77Pas encore d'évaluation
- FRENOSDocument47 pagesFRENOSaxle7_77Pas encore d'évaluation
- Verbos Que Se Pueden Utilizar para La Redacción de Indicadores de Logros en Los Niveles de CompetenciasDocument4 pagesVerbos Que Se Pueden Utilizar para La Redacción de Indicadores de Logros en Los Niveles de Competenciasleandro_34_bastiasPas encore d'évaluation
- Almanaque Escritorio PDFDocument4 pagesAlmanaque Escritorio PDFaxle7_77Pas encore d'évaluation
- Actividad de Clase 01 Sist Elec BT 1Document1 pageActividad de Clase 01 Sist Elec BT 1axle7_77Pas encore d'évaluation
- Actividad de Clase 09 Sist Elec BTDocument1 pageActividad de Clase 09 Sist Elec BTaxle7_77Pas encore d'évaluation
- 72 PREGUNTAS DE CULTURA GENERAL en PeruDocument8 pages72 PREGUNTAS DE CULTURA GENERAL en PeruUDECHITOPas encore d'évaluation
- ProyeccionDocument2 pagesProyeccionaxle7_77Pas encore d'évaluation
- Mecanismos para transmitir y transformar movimientoDocument22 pagesMecanismos para transmitir y transformar movimientoRosa Elemil MartinezPas encore d'évaluation
- Brida de apriete 1:1Document12 pagesBrida de apriete 1:1Hamlet Esau ToledoPas encore d'évaluation
- Sílabo Electrónica Básica 2017 - IDocument5 pagesSílabo Electrónica Básica 2017 - Iaxle7_77Pas encore d'évaluation
- Notas de AylasDocument1 pageNotas de Aylasaxle7_77Pas encore d'évaluation
- T2-PROBLEMAS DE LA ELECTRICIDAD EN INSTALACIONES INDUSTRIALES-RevisadoDocument56 pagesT2-PROBLEMAS DE LA ELECTRICIDAD EN INSTALACIONES INDUSTRIALES-RevisadoDioneidy Zarate Arce0% (1)
- Algunos Teoremas y Principios de La Dualidad en Las Álgebras de BooleDocument5 pagesAlgunos Teoremas y Principios de La Dualidad en Las Álgebras de Boolejuan pablo cardona0% (1)
- Nelly Tesis Maestría 2016Document207 pagesNelly Tesis Maestría 2016RICHARD FERNANDO MORA CAICEDOPas encore d'évaluation
- Practica No. 3 DurometroDocument6 pagesPractica No. 3 DurometroGris DotorPas encore d'évaluation
- Ejercicios PropuestosDocument5 pagesEjercicios PropuestosJaneth Carolina Cortez NoriegaPas encore d'évaluation
- Manual Microstation MeDocument20 pagesManual Microstation MeRolando Cardona AlipazPas encore d'évaluation
- Elaboración Del Programa de Mantenimiento Preventivo Centrifugas PomalcaDocument37 pagesElaboración Del Programa de Mantenimiento Preventivo Centrifugas Pomalcavicvarg50% (2)
- Características de Las LuminariasDocument11 pagesCaracterísticas de Las LuminariasIvya XDPas encore d'évaluation
- C 5 - Colisiones-Cuerpo Rigido01Document12 pagesC 5 - Colisiones-Cuerpo Rigido01malaura65Pas encore d'évaluation
- Cap1 Signals & SystemsDocument134 pagesCap1 Signals & SystemsJuano Inga OrtegaPas encore d'évaluation
- Espectrometría de Masas ExploradaDocument48 pagesEspectrometría de Masas ExploradaFabbian ZPas encore d'évaluation
- Diseño de Pilar Evento Extremo 1 Ok1Document78 pagesDiseño de Pilar Evento Extremo 1 Ok1Wilper Maurilio Faya CastroPas encore d'évaluation
- Practica No 5.1 Curva TipoDocument2 pagesPractica No 5.1 Curva TipoAdanSantanaMagañaPas encore d'évaluation
- Laboratorio 1 ProblemasDocument4 pagesLaboratorio 1 Problemaszully QuiñonesPas encore d'évaluation
- Avance Fisica 1Document8 pagesAvance Fisica 1Idoña Mabel RojasPas encore d'évaluation
- NTC 2289 ResumenDocument7 pagesNTC 2289 ResumenMichael LunaPas encore d'évaluation
- Ciclo Rankine RegeneradoDocument3 pagesCiclo Rankine RegeneradoGustavo PomaqueroPas encore d'évaluation
- Laboratorio 1.0Document13 pagesLaboratorio 1.0Lopez DayanPas encore d'évaluation
- EMS CC PLAZ IMP 240211 08 - 05am Antes de Llevarle Avance Al Ing Baca 10 - 40amDocument106 pagesEMS CC PLAZ IMP 240211 08 - 05am Antes de Llevarle Avance Al Ing Baca 10 - 40amDilson Loaiza CruzPas encore d'évaluation
- Laboratorio Virtual #05. Ley de Enfriamiento de Newton. Física de La Masa y La Energía. Ciclo 2021 - IIDocument22 pagesLaboratorio Virtual #05. Ley de Enfriamiento de Newton. Física de La Masa y La Energía. Ciclo 2021 - IINayrha Mostacero PastorPas encore d'évaluation
- Análisis de Diferentes Tipos de TextoDocument7 pagesAnálisis de Diferentes Tipos de TextoIdaiaHernándezSilvaPas encore d'évaluation
- Vargas Angel Practica1Document18 pagesVargas Angel Practica1Angel Vargas REPas encore d'évaluation
- Análisis de Estabilidad de Taludes en Minas A Cielo Abierto TraduccionDocument16 pagesAnálisis de Estabilidad de Taludes en Minas A Cielo Abierto TraduccionJhoan Leonardo Montejo RinconPas encore d'évaluation
- Paradoja de PascalDocument3 pagesParadoja de Pascalmedicenel24100% (1)
- Ficaciòn y PartesDocument10 pagesFicaciòn y PartesJaimeMoragaPas encore d'évaluation
- San Martin Zapotitlan 1Document1 pageSan Martin Zapotitlan 1José Manuel BixculPas encore d'évaluation