Vous aimerez peut-être aussi
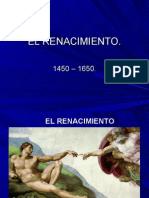
- El RenacimientoDocument14 pagesEl Renacimientoanadeothon100% (3)
- Dada o DadaismoDocument15 pagesDada o DadaismoMonica Daniela Garcia TerronesPas encore d'évaluation
- Bordados Con CintasDocument49 pagesBordados Con CintasAnonymous DHkC6n50% (2)
- La Fotografia en Color PDFDocument90 pagesLa Fotografia en Color PDFMiguiel del ÁngelPas encore d'évaluation
- Los Colores Primarios-1Document2 pagesLos Colores Primarios-1Flor Elvira Carlos CajoPas encore d'évaluation
- Cronograma General de Semana Academica 2014Document13 pagesCronograma General de Semana Academica 2014Javier AlderetePas encore d'évaluation
- RODILLO FIJO-Análisis Estático 2-1Document12 pagesRODILLO FIJO-Análisis Estático 2-1Javier AlderetePas encore d'évaluation
- Estrategias de Atencion y Seguimiento Del Semestre Enero-JunioDocument10 pagesEstrategias de Atencion y Seguimiento Del Semestre Enero-JunioJavier AlderetePas encore d'évaluation
- INST. DIDACTICA PROCESOS DE FABRICACION Enero - Junio 2022 Ing. IndustrialDocument37 pagesINST. DIDACTICA PROCESOS DE FABRICACION Enero - Junio 2022 Ing. IndustrialJavier AlderetePas encore d'évaluation
- Residencias Minera Inde DgoDocument169 pagesResidencias Minera Inde DgoJavier AlderetePas encore d'évaluation
- Metrologia Dimensional AvanzadaDocument8 pagesMetrologia Dimensional AvanzadaJavier AlderetePas encore d'évaluation
- Ensamblaje1 Estudio 1 1Document17 pagesEnsamblaje1 Estudio 1 1Javier AlderetePas encore d'évaluation
- Documento CompletoDocument6 pagesDocumento CompletoJavier AlderetePas encore d'évaluation
- BibliografiaDocument6 pagesBibliografiaJavier AlderetePas encore d'évaluation
- Memoria de Experiencia ProfesionalDocument2 pagesMemoria de Experiencia ProfesionalPatricia HergoPas encore d'évaluation
- Metrología Dimensional AvanzadaDocument4 pagesMetrología Dimensional AvanzadaJavier AlderetePas encore d'évaluation
- Actividades Animación HalloweenDocument2 pagesActividades Animación HalloweenSandra Conde AlonsoPas encore d'évaluation
- Revista TRICOLOR Marzo 2019 PDFDocument36 pagesRevista TRICOLOR Marzo 2019 PDFGutierrez Nathaly100% (4)
- EsculturaDocument8 pagesEsculturaLorena ArteagaPas encore d'évaluation
- TocataDocument2 pagesTocataJonathan Martinez LoboPas encore d'évaluation
- Monografia MocheDocument10 pagesMonografia MocheLucero QuispePas encore d'évaluation
- Ficha Nombre Con CerasDocument2 pagesFicha Nombre Con CerasPaloma Diaz MartinPas encore d'évaluation
- ARTE Y PATRIMONIO El Patrimonio CulturalDocument6 pagesARTE Y PATRIMONIO El Patrimonio Culturalleida pastorPas encore d'évaluation
- ARTES - 502 JM - Semana 3 y 4Document2 pagesARTES - 502 JM - Semana 3 y 4Davinchi CortesPas encore d'évaluation
- GuernicaDocument4 pagesGuernicaangelaPas encore d'évaluation
- CartillanartesaniasndencolombianMarroquineria 6161854c6b5ca68Document99 pagesCartillanartesaniasndencolombianMarroquineria 6161854c6b5ca68LauraPas encore d'évaluation
- El Arte GuatemaltecoDocument3 pagesEl Arte GuatemaltecoJoseph228Pas encore d'évaluation
- JAMESON TeoríaDocument6 pagesJAMESON Teoríawillow vitaPas encore d'évaluation
- Tema 3 - Los Movimiento de Vanguardia y El NovecentismoDocument3 pagesTema 3 - Los Movimiento de Vanguardia y El NovecentismoFayza ElhamriPas encore d'évaluation
- PersiaDocument6 pagesPersiaPatricia MontesPas encore d'évaluation
- ACT3 - Empatia para ResolverDocument9 pagesACT3 - Empatia para ResolverJose Rafael Montañez AcostaPas encore d'évaluation
- Arte MadridDocument2 pagesArte MadridJacobo Abascal RomeroPas encore d'évaluation
- Ficha Tecnica Coberturas - DCT PERUDocument15 pagesFicha Tecnica Coberturas - DCT PERUalgorePas encore d'évaluation
- Hebreos Católicos: La Conversión de Max Jacob (Z"L)Document4 pagesHebreos Católicos: La Conversión de Max Jacob (Z"L)Hebreos Católicos de ArgentinaPas encore d'évaluation
- Teoria LiterariaDocument18 pagesTeoria LiterariaFreddy Saiz RodriguezPas encore d'évaluation
- Evaluación Segundo Momento. 1ER. GRADO. PreescoMATDocument13 pagesEvaluación Segundo Momento. 1ER. GRADO. PreescoMATKatia CastroPas encore d'évaluation
- El Rosario (Florence L. Barclay)Document222 pagesEl Rosario (Florence L. Barclay)Jesús AmadoPas encore d'évaluation
- 3) PPT - Impresionismo y NeoimpresionismoDocument46 pages3) PPT - Impresionismo y NeoimpresionismoHinata ShoyoPas encore d'évaluation
- Manual WikiDocument15 pagesManual WikiMarco Aníbal Pintag GuarangaPas encore d'évaluation
- Museo de Arte ItalianoDocument3 pagesMuseo de Arte ItalianoCarolina G. JeríPas encore d'évaluation
- FT Texurizados Grafiado Grano Fino Grueso 2016Document3 pagesFT Texurizados Grafiado Grano Fino Grueso 2016Gustavo Daniel LozadaPas encore d'évaluation