Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Paranoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackDocument24 pagesParanoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackStBash100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Milviz F-15e Poh V 2Document499 pagesMilviz F-15e Poh V 2Jose Ramon Martinez GutierrezPas encore d'évaluation
- Viscous Fluid Flow Frank M White Third Edition - Compress PDFDocument4 pagesViscous Fluid Flow Frank M White Third Edition - Compress PDFDenielPas encore d'évaluation
- 10th Aug. 2011 Structural Calculation (For Sub.) - 03Document29 pages10th Aug. 2011 Structural Calculation (For Sub.) - 03Nguyễn Tiến Việt100% (1)
- Active Faults in MalaysiaDocument52 pagesActive Faults in MalaysiaHazim HaPas encore d'évaluation
- Raspberry Pi 3 and BeagleBone Black For Engineers - UpSkill Learning 124Document124 pagesRaspberry Pi 3 and BeagleBone Black For Engineers - UpSkill Learning 124Dragan IvanovPas encore d'évaluation
- Iso 17024 2012 PowerpointDocument38 pagesIso 17024 2012 Powerpointdaiweing67% (3)
- Astm A370 1977Document58 pagesAstm A370 1977daiweingPas encore d'évaluation
- Robert Nadeau - Scientific AmericanDocument4 pagesRobert Nadeau - Scientific AmericandaiweingPas encore d'évaluation
- Sec 65Document6 pagesSec 65daiweingPas encore d'évaluation
- A. Table of ConversionsDocument1 pageA. Table of ConversionsvaraprasadpgPas encore d'évaluation
- Patron Blusa Leopardo PDFDocument8 pagesPatron Blusa Leopardo PDFRocío LópezPas encore d'évaluation
- H 99 Sec 8 D 1 App 1Document9 pagesH 99 Sec 8 D 1 App 1Benjamin Enmanuel Mango DPas encore d'évaluation
- Types of Boilers: (1) Horizontal Return Tube (HRT) - Figure 2.02ADocument6 pagesTypes of Boilers: (1) Horizontal Return Tube (HRT) - Figure 2.02AMuhammad JunaidPas encore d'évaluation
- Subsection C5 Instrumentation, Controls, and InterlocksDocument6 pagesSubsection C5 Instrumentation, Controls, and InterlocksdaiweingPas encore d'évaluation
- Sec3nb 1000Document8 pagesSec3nb 1000daiweingPas encore d'évaluation
- H 99 Sec 1 AppendixaDocument10 pagesH 99 Sec 1 AppendixadaiweingPas encore d'évaluation
- Sec 7 C 1Document6 pagesSec 7 C 1daiweingPas encore d'évaluation
- H 99 Sec 8 D 1 AppmDocument2 pagesH 99 Sec 8 D 1 AppmdaiweingPas encore d'évaluation
- 3dmax Crear CespedDocument2 pages3dmax Crear CespedJorge ManuelPas encore d'évaluation
- H 99 Sec 1 AppendixaDocument10 pagesH 99 Sec 1 AppendixadaiweingPas encore d'évaluation
- InglesDocument44 pagesInglesdaiweingPas encore d'évaluation
- E 1210 - 99 RteymtaDocument7 pagesE 1210 - 99 RteymtadaiweingPas encore d'évaluation
- 1ST SUMMATIVE TEST FOR G10finalDocument2 pages1ST SUMMATIVE TEST FOR G10finalcherish austriaPas encore d'évaluation
- Relationsh Between EM and Young S ModuliDocument7 pagesRelationsh Between EM and Young S ModuliDwight AndersonPas encore d'évaluation
- Microbiology Part 3Document74 pagesMicrobiology Part 3Authentic IdiotPas encore d'évaluation
- ME 352 Design of Machine Elements: Lab ReportDocument5 pagesME 352 Design of Machine Elements: Lab ReportKeshav VermaPas encore d'évaluation
- 9701 w09 QP 21Document12 pages9701 w09 QP 21Hubbak KhanPas encore d'évaluation
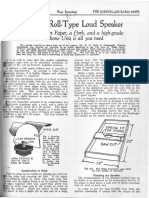
- Simple Roll-Type: A Loud SpeakerDocument1 pageSimple Roll-Type: A Loud SpeakerEudes SilvaPas encore d'évaluation
- Generalized Anxiety DisorderDocument24 pagesGeneralized Anxiety DisorderEula Angelica OcoPas encore d'évaluation
- LighthouseDocument4 pagesLighthousejaneborn5345Pas encore d'évaluation
- Shell Gadus: Designed To Do More. Just Like Our Greases - Shell GadusDocument2 pagesShell Gadus: Designed To Do More. Just Like Our Greases - Shell Gadusperi irawanPas encore d'évaluation
- Chapter 1 (PLC)Document9 pagesChapter 1 (PLC)Kibria PrangonPas encore d'évaluation
- Energy Transfer in Cell During Exercise and Oxygen Metabolism and Transport - PalakDocument85 pagesEnergy Transfer in Cell During Exercise and Oxygen Metabolism and Transport - Palakpalooo4Pas encore d'évaluation
- Binder 3 of 4 Dec-2018Document1 169 pagesBinder 3 of 4 Dec-2018Anonymous OEmUQuPas encore d'évaluation
- Updating - MTO I - Unit 2 ProblemsDocument3 pagesUpdating - MTO I - Unit 2 ProblemsmaheshPas encore d'évaluation
- Digital Signal Processing: B.E Ece (5Th Semester)Document17 pagesDigital Signal Processing: B.E Ece (5Th Semester)Saatwat CoolPas encore d'évaluation
- Intel Stratix 10 Avalon - MM Interface For PCI Express Solutions User GuideDocument173 pagesIntel Stratix 10 Avalon - MM Interface For PCI Express Solutions User Guideenoch richardPas encore d'évaluation
- L2 Biostatistics ProbabilityDocument84 pagesL2 Biostatistics ProbabilityAaron CiudadPas encore d'évaluation
- SAT Biochar Ethylene Poster 10 - 10b PDFDocument1 pageSAT Biochar Ethylene Poster 10 - 10b PDFsherifalharamPas encore d'évaluation
- Biologically Active Compounds From Hops and Prospects For Their Use - Karabín 2016Document26 pagesBiologically Active Compounds From Hops and Prospects For Their Use - Karabín 2016Micheli Legemann MontePas encore d'évaluation
- Communication Guide: For Vita 62 Compliant VPX Power SuppliesDocument8 pagesCommunication Guide: For Vita 62 Compliant VPX Power Suppliesk.saikumarPas encore d'évaluation
- Fret Position Calculator - StewmacDocument1 pageFret Position Calculator - StewmacJuan Pablo Sepulveda SierraPas encore d'évaluation
- 7 +Royal+Court+Affairs,+Sultanate+of+OmanDocument12 pages7 +Royal+Court+Affairs,+Sultanate+of+OmanElencheliyan PandeeyanPas encore d'évaluation
- #Dr. Lora Ecg PDFDocument53 pages#Dr. Lora Ecg PDFمحمد زينPas encore d'évaluation
- LPG GasDocument39 pagesLPG Gasv prasanthPas encore d'évaluation
- History and Philo of ScienceDocument5 pagesHistory and Philo of ScienceJan Oliver YaresPas encore d'évaluation